JP2018106967A - 蓄電装置及び蓄電装置の製造方法 - Google Patents
蓄電装置及び蓄電装置の製造方法 Download PDFInfo
- Publication number
- JP2018106967A JP2018106967A JP2016253237A JP2016253237A JP2018106967A JP 2018106967 A JP2018106967 A JP 2018106967A JP 2016253237 A JP2016253237 A JP 2016253237A JP 2016253237 A JP2016253237 A JP 2016253237A JP 2018106967 A JP2018106967 A JP 2018106967A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- sealing body
- power storage
- storage device
- bipolar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003860 storage Methods 0.000 title claims abstract description 89
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 19
- 238000007789 sealing Methods 0.000 claims abstract description 123
- 238000010030 laminating Methods 0.000 claims abstract description 6
- 229920005989 resin Polymers 0.000 claims description 30
- 239000011347 resin Substances 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 16
- 238000001746 injection moulding Methods 0.000 claims description 15
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 238000002347 injection Methods 0.000 description 14
- 239000007924 injection Substances 0.000 description 14
- -1 nickel metal hydride Chemical class 0.000 description 7
- 230000000452 restraining effect Effects 0.000 description 7
- 239000004743 Polypropylene Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 230000002452 interceptive effect Effects 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910052987 metal hydride Inorganic materials 0.000 description 2
- 239000007773 negative electrode material Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 239000007774 positive electrode material Substances 0.000 description 2
- 239000003507 refrigerant Substances 0.000 description 2
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- BFDHFSHZJLFAMC-UHFFFAOYSA-L nickel(ii) hydroxide Chemical compound [OH-].[OH-].[Ni+2] BFDHFSHZJLFAMC-UHFFFAOYSA-L 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920013636 polyphenyl ether polymer Polymers 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
【課題】バイポーラ電極の封止性能の確保及び積層密度の確保を両立できる蓄電装置及び蓄電装置の製造方法を提供する。【解決手段】蓄電装置1は、一方面15a側に正極16が形成され、他方面15b側に負極17が形成された電極板15からなるバイポーラ電極14を有する蓄電装置であって、セパレータ13を介してバイポーラ電極14を積層してなる電極積層体11と、バイポーラ電極14の縁部15cを包囲するように電極積層体11の側面11aに設けられた封止体12と、を備え、封止体12は、各バイポーラ電極14の縁部15cに沿って設けられた一次封止体21と、各一次封止体21を包囲するように設けられた二次封止体22と、を有し、二次封止体22には、電極積層体11の外側に突出した肉厚部23が設けられている。【選択図】図3
Description
本発明は、蓄電装置及び蓄電装置の製造方法に関する。
従来の蓄電装置として、バイポーラ電極を備えたバイポーラ電池が知られている(例えば特許文献1参照)。バイポーラ電極とは、集電板の一方面に正極が形成され、他方面に負極が形成された電極である。かかる蓄電電池は、例えばセパレータを介して複数のバイポーラ電極を積層してなる積層体を備えている。積層体において、バイポーラ電極の積層によって形成される側面には、例えば射出成形によって樹脂製の封止体が設けられる。この封止体により、各バイポーラ電極の電極板の縁部が保持され、バイポーラ電極間の封止がなされている。
バイポーラ電極間の封止性を更に向上させるため、バイポーラ電極間を封止する一次封止体と、一次封止体間を封止する二次封止体とによって封止体を構成することが考えられる。しかしながら、このような構成を採用する場合、先に形成した一次封止体が二次封止体を射出成型する際の樹脂の射出圧或いは保圧によって変形し、一次封止体によるバイポーラ電極間の封止性能が十分に発揮されなくなるおそれがある。
このような課題に対し、例えば一次封止体の厚さを積層方向に増大させ、二次封止体を射出成型する際の樹脂の射出圧或いは保圧に対する強度を確保することも考えられる。しかしながら、一次封止体の厚さを単純に大きくしてしまうと、積層体におけるバイポーラ電極の積層密度が減少し、電池出力の十分な確保が困難になるという問題が生じ得る。
本発明は、上記課題の解決のためになされたものであり、バイポーラ電極の封止性能の確保及び積層密度の確保を両立できる蓄電装置及び蓄電装置の製造方法を提供することを目的とする。
本発明の一側面に係る蓄電装置は、一方面側に正極が形成され、他方面側に負極が形成された電極板からなるバイポーラ電極を有する蓄電装置であって、セパレータを介してバイポーラ電極を積層してなる電極積層体と、バイポーラ電極の縁部を包囲するように電極積層体の側面に設けられた封止体と、を備え、封止体は、各バイポーラ電極の縁部に沿って設けられた一次封止体と、各一次封止体を包囲するように設けられた二次封止体と、を有し、二次封止体には、電極積層体の外側に突出した肉厚部が設けられている。
この蓄電装置では、各バイポーラ電極の縁部に沿って設けられた一次封止体と、各一次封止体を包囲するように設けられた二次封止体とによって封止体が構成されている。また、二次封止体には、電極積層体の外側に突出した肉厚部が設けられている。このような構成により、例えば射出成形によって二次封止体を形成する際、射出成形の金型において肉厚部に対応する部分を樹脂の射出圧或いは保圧を逃がす部分として用いることができる。したがって、一次封止体の厚さを増大させることなく一次封止体の変形を抑制することが可能となり、バイポーラ電極の封止性能の確保及び積層密度の確保を両立できる。
また、電極板は、電極積層体の積層方向から見て矩形状であり、肉厚部は、電極板の各辺の中央部分に対応して設けられていてもよい。電極板が矩形状をなす場合、バイポーラ電極の縁部に沿って設けられた一次封止体の中央部分の強度が端部(角部)の強度に比べて低くなり易い。したがって、肉厚部を電極板の各辺の中央部分に対応して設けることにより、一次封止体の変形を一層好適に抑制できる。
また、電極積層体と封止体とを含んで構成される蓄電モジュールを積層してなる蓄電モジュール積層体と、蓄電モジュール積層体を積層方向に挟む一対のエンドプレートと、一対のエンドプレート同士を締結する締結ボルトと、を備え、肉厚部には、締結ボルトが通る凹部が設けられていてもよい。この場合、最終的な蓄電装置の構成に肉厚部を残存させた場合でも、蓄電モジュール積層体を拘束するための構成に肉厚部が干渉することを回避できる。
また、本発明の一側面に係る蓄電装置の製造方法は、一方面側に正極が形成され、他方面側に負極が形成された電極板からなるバイポーラ電極を有する蓄電装置の製造方法であって、電極板の縁部に沿って一次封止体を設けたバイポーラ電極を積層して電極積層体を形成する電極積層体形成工程と、各一次封止体を包囲するように樹脂の射出成形によって二次封止体を形成する封止体形成工程と、を備え、封止体形成工程において、電極積層体の外側に突出した肉厚部を二次封止体に形成する。
この蓄電装置の製造方法では、封止体形成工程において、電極積層体の外側に突出した肉厚部を二次封止体に形成する。これにより、射出成形によって二次封止体を形成する際、射出成形の金型において肉厚部に対応する部分を樹脂の射出圧或いは保圧を逃がす部分として用いることができる。したがって、一次封止体の厚さを増大させることなく一次封止体の変形を抑制することが可能となり、バイポーラ電極の封止性能の確保及び積層密度の確保を両立できる。
また、封止体形成工程において、樹脂の射出成形に用いる金型に凹部を設けることによって肉厚部を形成してもよい。この場合、凹部によって簡単な構成で樹脂の射出圧或いは保圧を逃がすことが可能となる。
また、封止体形成工程において、樹脂の射出成形に用いる金型に当該金型内の圧力に応じて後退する壁部を設けることによって肉厚部を形成してもよい。この場合、壁部の後退によって簡単な構成で樹脂の射出圧或いは保圧を逃がすことが可能となる。
また、電極板は、電極積層体の積層方向から見て矩形状であり、封止体形成工程において、肉厚部を前記電極板の各辺の中央部分に対応して形成してもよい。電極板が矩形状をなす場合、バイポーラ電極の縁部に沿って設けられた一次封止体の中央部分の強度が端部(角部)の強度に比べて低くなり易い。したがって、肉厚部を電極板の各辺の中央部分に対応して設けることにより、一次封止体の変形を一層好適に抑制できる。
本発明によれば、バイポーラ電極の封止性能の確保及び積層密度の確保を両立できる。
以下、図面を参照しながら、本発明の一側面に係る蓄電装置及び蓄電装置の製造方法の好適な実施形態について詳細に説明する。
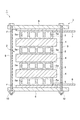
図1は、蓄電装置の一実施形態を示す概略断面図である。同図に示す蓄電装置1は、例えばフォークリフト、ハイブリッド自動車、電気自動車等の各種車両のバッテリとして用いられる。蓄電装置1は、複数の蓄電モジュール4を積層してなる蓄電モジュール積層体2と、蓄電モジュール積層体2に対して積層方向に拘束荷重を付加する拘束部材3とを備えて構成されている。
蓄電モジュール積層体2は、複数(本実施形態では3体)の蓄電モジュール4と、蓄電モジュール4,4間に配置された複数の導電板5とによって構成されている。蓄電モジュール4は、例えば後述するバイポーラ電極14を備えたバイポーラ電池であり、積層方向から見て矩形状をなしている。蓄電モジュール4は、例えばニッケル水素二次電池、リチウムイオン二次電池等の二次電池、或いは電気二重層キャパシタである。以下の説明では、ニッケル水素二次電池を例示する。
積層方向に隣り合う蓄電モジュール4,4同士は、導電板5を介して電気的に接続されている。導電板5は、積層端に位置する蓄電モジュール4の外側にもそれぞれ配置されている。蓄電モジュールの外側に配置された一方の導電板5には、正極端子6が接続されている。また、蓄電モジュールの外側に配置された他方の導電板5には、負極端子7が接続されている。正極端子6及び負極端子7は、例えば導電板5の縁部から積層方向に交差する方向に引き出されている。正極端子6及び負極端子7により、蓄電装置1の充放電が実施される。
各導電板5の内部には、空気等の冷媒を流通させる複数の流路5aが設けられている。各流路5aは、例えば積層方向と、正極端子6及び負極端子7の引き出し方向とにそれぞれ直交する方向に互いに平行に延在している。これらの流路5aに冷媒を流通させることで、導電板5は、蓄電モジュール4,4同士を電気的に接続する接続部材としての機能のほか、蓄電モジュール4で発生した熱を放熱する放熱板としての機能を併せ持つ。なお、図1の例では、積層方向から見た導電板5の面積は、蓄電モジュール4の面積よりも小さいが、放熱性の向上の観点から、導電板5の面積は、蓄電モジュール4の面積と同じであってもよく、蓄電モジュール4の面積よりも大きくてもよい。
拘束部材3は、蓄電モジュール積層体2を積層方向に挟む一対のエンドプレート8,8と、エンドプレート8,8同士を締結する締結ボルト9及びナット10とによって構成されている。エンドプレート8は、積層方向から見た蓄電モジュール4及び導電板5の面積よりも一回り大きい面積を有する矩形の金属板である。エンドプレート8の内側面(蓄電モジュール積層体2側の面)には、電気絶縁性を有するフィルムFが設けられている。フィルムFにより、エンドプレート8と導電板5との間が絶縁されている。
エンドプレート8の縁部には、蓄電モジュール積層体2よりも外側となる位置に挿通孔8aが設けられている。締結ボルト9は、一方のエンドプレート8の挿通孔8aから他方のエンドプレート8の挿通孔8aに向かって通され、他方のエンドプレート8の挿通孔8aから突出した締結ボルト9の先端部分には、ナット10が螺合されている。これにより、蓄電モジュール4及び導電板5がエンドプレート8,8によって挟持されて蓄電モジュール積層体2としてユニット化されると共に、蓄電モジュール積層体2に対して積層方向に拘束荷重が付加される。
次に、蓄電モジュール4の構成について更に詳細に説明する。図2は、蓄電モジュール4の内部構成を示す概略断面図である。同図に示すように、蓄電モジュール4は、電極積層体11と、電極積層体11を封止する封止体12とを備えて構成されている。
電極積層体11は、セパレータ13を介して複数のバイポーラ電極14を積層することによって構成されている。バイポーラ電極14は、一方面15a側に正極16が形成され、かつ他方面15b側に負極17が形成された電極板15からなる電極である。電極積層体11において、一のバイポーラ電極14の正極16は、セパレータ13を挟んで積層方向に隣り合う一方のバイポーラ電極14の負極17と対向している。また、電極積層体11において、一のバイポーラ電極14の負極17は、セパレータ13を挟んで積層方向に隣り合う他方のバイポーラ電極14の正極16と対向している。
また、電極積層体11の積層端の一方には、負極終端電極18が配置され、電極積層体11の積層端の他方には、正極終端電極19が配置されている。負極終端電極は、内面側(積層方向の中心側)に負極17が形成された電極板15であり、正極終端電極は、内面側(積層方向の中心側)に正極16が形成された電極板15である。負極終端電極の負極17は、セパレータ13を介して積層端の一方のバイポーラ電極14の正極16と対向している。正極終端電極19の正極16は、セパレータ13を介して積層端の他方のバイポーラ電極14の負極17と対向している。負極終端電極18の電極板15及び正極終端電極の電極板15は、蓄電モジュール4に隣接する導電板5(図1参照)に対して電気的に接続される。
電極板15は、例えばニッケルからなる矩形の金属箔である。電極板15の縁部(バイポーラ電極14の縁部)15cは、正極活物質及び負極活物質の塗工されない未塗工領域となっており、当該未塗工領域は、封止体12に埋没して保持されている。正極16を構成する正極活物質としては、例えば水酸化ニッケルが挙げられる。また、負極17を構成する負極活物質としては、例えば水素吸蔵合金が挙げられる。本実施形態では、電極板15の他方面15bにおける負極17の形成領域は、電極板15の一方面15aにおける正極16の形成領域に対して一回り大きくなっている。
セパレータ13は、例えばシート状に形成されている。セパレータ13を形成する材料としては、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン系樹脂からなる多孔質フィルム、ポリプロピレン、ポリエチレンテレフタレート(PET)、メチルセルロース等からなる織布又は不織布等が例示される。また、セパレータ13は、フッ化ビニリデン樹脂化合物で補強されたものであってもよい。なお、セパレータ13は、シート状に限られず、袋状のものを用いてもよい。
封止体12は、例えば絶縁性の樹脂によって矩形の筒状に形成されている。封止体12を構成する樹脂材料としては、例えばポリプロピレン(PP)、ポリフェニレンサルファイド(PPS)、又は変性ポリフェニレンエーテル(変性PPE)などが挙げられる。封止体12は、バイポーラ電極14の積層によって形成される電極積層体11の側面11aを取り囲むように構成されている。
封止体12は、図2及び図3に示すように、バイポーラ電極14の電極板15の縁部に沿って設けられた一次封止体21と、一次封止体21を包囲するように設けられた二次封止体22とによって構成されている。一次封止体21は、例えば樹脂の射出成形によって形成され、電極板15の一方面15a側の縁部15c(未塗工領域)において、電極板15の全ての辺にわたって連続的に設けられている。一次封止体21は、例えば溶着によって当該縁部15cに対して結合されている。
一次封止体21は、積層方向に隣り合うバイポーラ電極14,14間を封止するほか、積層方向に隣り合うバイポーラ電極14,14の電極板15,15間のスペーサとして機能する。電極板15,15間には、一次封止体21の厚さによって規定される内部空間Vが形成され、当該内部空間Vには、例えば水酸化カリウム水溶液等のアルカリ溶液からなる電解液(不図示)が収容されている。なお、図2及び図3の例では、電極板15の一方面15a側にのみ一次封止体21が形成されているが、一次封止体21は、一方面15a及び他方面15b側の双方に形成されていてもよく、電極板15の縁部15cが埋没するように形成されていてもよい。
二次封止体22は、例えば樹脂の射出成形によって形成され、電極積層体11における積層方向の全長にわたって延在している。二次封止体22は、例えば射出成型時の熱により、一次封止体21の外表面及び電極板15の縁部15cの端面のそれぞれに対して溶着されている。二次封止体22には、図3に示すように、電極積層体11の外側に突出した肉厚部23が設けられている。肉厚部23は、二次封止体22の他の部分に対して倍程度の厚さを有しており、電極板15の各辺の中央部分に対応して一定の幅で設けられている。
続いて、上述した蓄電装置1の製造方法について説明する。
本実施形態に係る蓄電装置1の製造方法は、電極積層体形成工程と、封止体形成工程とを含んで構成されている。電極積層体形成工程では、まず、所定数のバイポーラ電極14を用意し、各バイポーラ電極14における電極板15の縁部15cに沿ってそれぞれ一次封止体21を溶着する。各電極板15の縁部15cに一次封止体21を溶着した後、バイポーラ電極14を積層する。これにより、バイポーラ電極14,14間に一次封止体21が配置された状態で電極積層体11が得られる。
封止体形成工程では、図4に示すように、射出成形の金型31内に電極積層体11を配置する。金型31内に樹脂を射出し、金型31と電極積層体11との間の空間に樹脂を充填させる。これにより、一次封止体21を包囲するように二次封止体22が形成され、電極積層体11の側面11aに封止体12が設けられる。ここで、図4に示すように、金型31の内部には、肉厚部23の位置に応じた凹部32が設けられている。金型31内に射出された樹脂が凹部32内にも充填されることで、電極板15の各辺の中央部分に対応して二次封止体22に肉厚部23が形成される。なお、樹脂の射出位置は、図4の矢印で示すように、例えば凹部32を挟むように金型31の角部寄りの位置となっている。
封止体形成工程の後、電極板15,15間の内部空間Vに電解液を注入する工程、蓄電モジュール4と電極板15とを積層して蓄電モジュール積層体2を形成する工程、及び拘束部材3によって蓄電モジュール積層体2を拘束する工程等を経て、図1に示した蓄電装置1が得られる。
以上説明したように、蓄電装置1では、各バイポーラ電極14の縁部15cに沿って設けられた一次封止体21と、各一次封止体21を包囲するように設けられた二次封止体22とによって封止体12が構成されている。また、二次封止体22には、電極積層体11の外側に突出した肉厚部23が設けられている。このような構成により、射出成形によって二次封止体22を形成する際、射出成形の金型31において肉厚部23に対応する部分を樹脂の射出圧或いは保圧を逃がす部分として用いることができる。したがって、一次封止体21の厚さを増大させることなく一次封止体21の変形を抑制することが可能となり、バイポーラ電極14の封止性能の確保及び積層密度の確保を両立できる。
また、蓄電装置1では、電極板15が電極積層体11の積層方向から見て矩形状をなし、肉厚部23は、電極板15の各辺の中央部分に対応して設けられている。電極板15が矩形状をなす場合、電極板15の縁部(バイポーラ電極14の縁部)15cに沿って設けられた一次封止体21の中央部分の強度が端部(角部)の強度に比べて低くなり易い。したがって、肉厚部23を電極板15の各辺の中央部分に対応して設けることにより、一次封止体21の変形を一層好適に抑制できる。
また、蓄電装置1の製造方法では、封止体形成工程において、樹脂の射出成形に用いる金型31に凹部32を設けることによって肉厚部23を形成している。これにより、凹部32に樹脂を充填することによって簡単な構成で樹脂の射出圧或いは保圧を逃がすことが可能となる。
図5に示す例のように、封止体形成工程において、樹脂の射出成形に用いる金型31に、当該金型31内の圧力に応じて後退する壁部33を設けることによって肉厚部23を形成してもよい。同図の例では、金型31において、電極板15の各辺の中央部分に対応する壁部33が、バネなどの弾性部材34によって内側(電極積層体11の配置領域側)に向かって付勢されている。これらの壁部33は、金型31内の初期の空間が樹脂によって充填され、金型31内の圧力が増大してきた場合に外側に後退する。壁部33の後退によって金型31に生じた空間は、樹脂の射出圧或いは保圧を逃がす部分となると共に、当該空間内に樹脂を充填することによって肉厚部23が形成される。このような構成においても、一次封止体21の厚さを増大させることなく一次封止体21の変形を抑制することが可能となり、バイポーラ電極14の封止性能の確保及び積層密度の確保を両立できる。
なお、蓄電装置1の製造方法においては、封止体形成工程の後、二次封止体22に形成された肉厚部23を切削等によって除去する工程を更に含んでいてもよい。この場合、肉厚部23が蓄電装置1の他の構成に干渉してしまうことを回避できる。蓄電装置1において、肉厚部23に干渉し得る部材が締結ボルト9である場合には、例えば図6に示すように、締結ボルトが通る凹部23aを肉厚部23に設けるようにしてもよい。この場合、最終的な蓄電装置1の構成に肉厚部23を残存させた場合でも、蓄電モジュール積層体2を拘束するための構成に肉厚部23が干渉することを回避できる。
1…蓄電装置、2…蓄電モジュール積層体、8…エンドプレート、9…締結ボルト、11…電極積層体、11a…側面、12…封止体、13…セパレータ、14…バイポーラ電極、15…電極板、15a…一方面、15b…他方面、15c…縁部、21…一次封止体、22…二次封止体、23…肉厚部、23a…凹部、31…金型、32…凹部、33…壁部。
Claims (7)
- 一方面側に正極が形成され、他方面側に負極が形成された電極板からなるバイポーラ電極を有する蓄電装置であって、
セパレータを介して前記バイポーラ電極を積層してなる電極積層体と、
前記バイポーラ電極の縁部を包囲するように前記電極積層体の側面に設けられた封止体と、を備え、
前記封止体は、前記各バイポーラ電極の縁部に沿って設けられた一次封止体と、前記各一次封止体を包囲するように設けられた二次封止体と、を有し、
前記二次封止体には、前記電極積層体の外側に突出した肉厚部が設けられている蓄電装置。 - 前記電極板は、前記電極積層体の積層方向から見て矩形状であり、
前記肉厚部は、前記電極板の各辺の中央部分に対応して設けられている請求項1記載の蓄電装置。 - 前記電極積層体と前記封止体とを含んで構成される蓄電モジュールを積層してなる蓄電モジュール積層体と、
前記蓄電モジュール積層体を積層方向に挟む一対のエンドプレートと、
前記一対のエンドプレート同士を締結する締結ボルトと、を備え、
前記肉厚部には、前記締結ボルトが通る凹部が設けられている請求項1又は2記載の蓄電装置。 - 一方面側に正極が形成され、他方面側に負極が形成された電極板からなるバイポーラ電極を有する蓄電装置の製造方法であって、
前記電極板の縁部に沿って一次封止体を設けた前記バイポーラ電極を積層して電極積層体を形成する電極積層体形成工程と、
前記各一次封止体を包囲するように樹脂の射出成形によって二次封止体を形成する封止体形成工程と、を備え、
前記封止体形成工程において、前記電極積層体の外側に突出した肉厚部を前記二次封止体に形成する蓄電装置の製造方法。 - 前記封止体形成工程において、樹脂の射出成形に用いる金型に凹部を設けることによって前記肉厚部を形成する請求項4記載の蓄電装置の製造方法。
- 前記封止体形成工程において、樹脂の射出成形に用いる金型に当該金型内の圧力に応じて後退する壁部を設けることによって前記肉厚部を形成する請求項4記載の蓄電装置の製造方法。
- 前記電極板は、前記電極積層体の積層方向から見て矩形状であり、
前記封止体形成工程において、前記肉厚部を前記電極板の各辺の中央部分に対応して形成する請求項4〜6のいずれか一項記載の蓄電装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016253237A JP2018106967A (ja) | 2016-12-27 | 2016-12-27 | 蓄電装置及び蓄電装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016253237A JP2018106967A (ja) | 2016-12-27 | 2016-12-27 | 蓄電装置及び蓄電装置の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018106967A true JP2018106967A (ja) | 2018-07-05 |
Family
ID=62787232
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016253237A Pending JP2018106967A (ja) | 2016-12-27 | 2016-12-27 | 蓄電装置及び蓄電装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018106967A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020047522A (ja) * | 2018-09-20 | 2020-03-26 | 株式会社豊田自動織機 | 蓄電モジュール |
| JP2020102411A (ja) * | 2018-12-25 | 2020-07-02 | 株式会社豊田自動織機 | 蓄電モジュールの製造装置及び製造方法 |
| JP2021012849A (ja) * | 2019-07-09 | 2021-02-04 | 株式会社豊田自動織機 | 蓄電装置及び蓄電装置の製造方法 |
| JP2021118075A (ja) * | 2020-01-24 | 2021-08-10 | 株式会社豊田自動織機 | 蓄電装置 |
-
2016
- 2016-12-27 JP JP2016253237A patent/JP2018106967A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020047522A (ja) * | 2018-09-20 | 2020-03-26 | 株式会社豊田自動織機 | 蓄電モジュール |
| JP7070279B2 (ja) | 2018-09-20 | 2022-05-18 | 株式会社豊田自動織機 | 蓄電モジュール |
| JP2020102411A (ja) * | 2018-12-25 | 2020-07-02 | 株式会社豊田自動織機 | 蓄電モジュールの製造装置及び製造方法 |
| JP7188062B2 (ja) | 2018-12-25 | 2022-12-13 | 株式会社豊田自動織機 | 蓄電モジュールの製造装置及び製造方法 |
| JP2021012849A (ja) * | 2019-07-09 | 2021-02-04 | 株式会社豊田自動織機 | 蓄電装置及び蓄電装置の製造方法 |
| JP7273634B2 (ja) | 2019-07-09 | 2023-05-15 | 株式会社豊田自動織機 | 蓄電装置及び蓄電装置の製造方法 |
| JP2021118075A (ja) * | 2020-01-24 | 2021-08-10 | 株式会社豊田自動織機 | 蓄電装置 |
| JP7299849B2 (ja) | 2020-01-24 | 2023-06-28 | 株式会社豊田自動織機 | 蓄電装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111819723A (zh) | 蓄电装置 | |
| JP2018120718A (ja) | 蓄電モジュールの製造方法 | |
| WO2019151193A1 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP2018106967A (ja) | 蓄電装置及び蓄電装置の製造方法 | |
| WO2018123502A1 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| WO2018123503A1 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP2019216073A (ja) | 蓄電装置の製造方法及び蓄電装置 | |
| CN111201657B (zh) | 蓄电模块 | |
| JP6959514B2 (ja) | 蓄電モジュール、蓄電モジュールの製造方法、及び、蓄電装置の製造方法 | |
| JP7172696B2 (ja) | 電極ユニット及び蓄電モジュール | |
| JP6683089B2 (ja) | 蓄電装置 | |
| JP6858270B2 (ja) | 蓄電モジュール | |
| JP7103055B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP6959523B2 (ja) | 蓄電モジュール及び蓄電モジュールの製造方法 | |
| JP6785728B2 (ja) | 蓄電装置 | |
| JP7420566B2 (ja) | 蓄電装置 | |
| JP2019079677A (ja) | 蓄電モジュール | |
| JP7164459B2 (ja) | 蓄電モジュール | |
| JP2019079690A (ja) | 蓄電モジュール | |
| JP7152948B2 (ja) | 蓄電装置 | |
| JP7070279B2 (ja) | 蓄電モジュール | |
| JP6926509B2 (ja) | 蓄電装置 | |
| JP7056167B2 (ja) | 蓄電モジュール、及び、蓄電モジュールの製造方法 | |
| JP2018073508A (ja) | 蓄電装置、及び蓄電装置の製造方法 | |
| JP7056102B2 (ja) | 蓄電モジュールの製造方法及び蓄電モジュール |