JP6929012B2 - 円柱状体上への連続的な印刷 - Google Patents
円柱状体上への連続的な印刷 Download PDFInfo
- Publication number
- JP6929012B2 JP6929012B2 JP2015138525A JP2015138525A JP6929012B2 JP 6929012 B2 JP6929012 B2 JP 6929012B2 JP 2015138525 A JP2015138525 A JP 2015138525A JP 2015138525 A JP2015138525 A JP 2015138525A JP 6929012 B2 JP6929012 B2 JP 6929012B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- printhead
- nozzles
- printing method
- dots
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007639 printing Methods 0.000 title claims description 77
- 238000000034 method Methods 0.000 claims description 72
- 230000008021 deposition Effects 0.000 claims description 24
- 239000003086 colorant Substances 0.000 claims description 5
- 238000000151 deposition Methods 0.000 claims 8
- 238000010586 diagram Methods 0.000 description 25
- 238000002347 injection Methods 0.000 description 11
- 239000007924 injection Substances 0.000 description 11
- 239000002131 composite material Substances 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000007641 inkjet printing Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 241000288673 Chiroptera Species 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000009877 rendering Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/21—Ink jet for multi-colour printing
- B41J2/2132—Print quality control characterised by dot disposition, e.g. for reducing white stripes or banding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/1433—Structure of nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J25/00—Actions or mechanisms not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J25/00—Actions or mechanisms not otherwise provided for
- B41J25/001—Mechanisms for bodily moving print heads or carriages parallel to the paper surface
- B41J25/005—Mechanisms for bodily moving print heads or carriages parallel to the paper surface for serial printing movements superimposed to character- or line-spacing movements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Manufacturing & Machinery (AREA)
- Ink Jet (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
〔技術分野〕
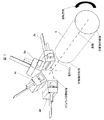
本発明は、印刷に関し、特に、印刷解像度および商業用印刷の速度を向上させるために、軸方向および円周方向のノズル堆積インタレース(interlacing)を同時に行うことにより、例えば缶のような円柱状体やビンのような略円柱状体に対して行われる印刷に関する。
現在、市販のインクジェット・プリントヘッドを用いたデジタル印刷により、例えば缶やビンのような円柱状体に印を印刷する方法が知られている。これらの方法は、もともと平面印刷用に設計されたシステムを採用しているが、これらの方法を円柱状体への印刷に応用すると、特にマルチカラーに応用した際に、印刷速度および印刷品質に影響を与える効率性に関する問題が生じる。カラー印刷法により円柱状体や略円柱状体に対してカラー印刷を行うと、主にプリントヘッドの最大噴射時間の結果として得られるプリントヘッドの効率を妥協することになる。このことは、当該分野においてよく知られている。
以下、図面を参照しながら本発明を説明する。なお、図面中において、同様または類似の機能を有する要素については同一の符号で示す。
本発明の種々の実施形態およびその効果は図1〜図8Eを参照することで最もよく理解される。各図面の各要素は、必ずしも原寸通りに描かれているものではなく、その代わりに、本発明の原理を明確に示すために強調されて示されている。全図面において、種々の図面の同一および対応する部分については同一の符号が用いられている。

Claims (13)
- 長軸を有する対象物の円筒印刷領域に、前記対象物の前記長軸周りに位置するイエロー、シアン、マゼンタおよび黒のプリントヘッドに対応するノズルのアレイを用いる1回の印刷通過で、マルチカラー画像を印刷する画像印刷方法であって、
前記円筒印刷領域の前記長軸に揃えられた列に、各プリントヘッドのノズルを位置付けるステップであり、前記イエローのプリントヘッドは、2a:nで示されるイエローのノズルを含み、前記シアンのプリントヘッドは、2b:nで示されるシアンのノズルを含み、前記マゼンタのプリントヘッドは、2c:nで示されるマゼンタのノズルを含み、前記黒のプリントヘッドは、2d:nで示される黒のノズルを含み、nは0からN−1までの整数であり、Nは、各プリントヘッドにおけるノズルの数を示す整数であるステップと、
前記円筒印刷領域を、前記長軸に沿って前進させ、同時に、前記長軸周りに回転させるステップと、
前記イエロー、シアン、マゼンタおよび黒のノズルを噴射させるステップであり、前記円筒印刷領域の先端が前記ノズルのアレイに入ったときに開始し、螺旋状の堆積パターンに、イエローから黒の順に対応する淡い色から濃い色の順に、前記マルチカラー画像を完成させるために必要なだけ、イエロー、シアン、マゼンタおよび黒のドットを互いの上に選択的かつ連続的に堆積するステップと、を含み、
前記イエロー、シアン、マゼンタおよび黒のノズルを噴射させる前記ステップは、一連のシーケンスで実行され、
イエローのノズル2a:nによって堆積されたイエローのドットには、前記マルチカラー画像を完成させるために必要なだけ、シアンのノズル2b:n+yによって堆積されたシアンのドット、マゼンタのノズル2c:n+2yによって堆積されたマゼンタのドット、黒のノズル2d:n+3yによって堆積された黒のドットが重ねられ、n<N−3yであり、
3yは各プリントヘッドにおける非使用ノズルの数であり、yは0より大きい整数であることを特徴とする画像印刷方法。 - 互いの上に堆積された色の前記ドットは各々、互いに的確に重ね合わされていることを特徴とする請求項1に記載の画像印刷方法。
- 互いの上に堆積された色の前記ドットは各々、その前のドットからずれている
ことを特徴とする請求項1に記載の画像印刷方法。 - 各プリントヘッドの本来の解像度は、前記プリントヘッドノズル同士の間のスペースであり、
画像解像度は、各プリントヘッドの各ノズルを2回連続で噴射させ、2回目に噴射されたドットを、前記本来の解像度を規定する前記ノズル間隔の間の位置に堆積させることによって、前記軸方向に増加される
ことを特徴とする請求項1に記載の画像印刷方法。 - 前記長軸周りに前記円筒印刷領域が回転する前記ステップは、前記2回目に噴射されたドットの適切な堆積を確保するために、非インタレース技術と比較して遅い
ことを特徴とする請求項4に記載の画像印刷方法。 - 各プリントヘッドは、隣り合うノズルを有する2つの隣り合うノズル列を有し、
前記隣り合うノズルは、イエロー、シアン、マゼンタおよび黒のドットを連続的に堆積するように、噴射させられる
ことを特徴とする請求項1に記載の画像印刷方法。 - 交互に隣り合うノズルは、交互に画像列を印刷するように、噴射させられる
ことを特徴とする請求項6に記載の画像印刷方法。 - 各プリントヘッドは、隣り合うノズルを有する複数のノズル列を有し、
前記隣り合うノズルは、前記列にわたって連続的に噴射させられる
ことを特徴とする請求項1に記載の画像印刷方法。 - 交互に隣り合うノズルは、交互に画像列を印刷するように、噴射させられる
ことを特徴とする請求項8に記載の画像印刷方法。 - 各プリントヘッドの本来の解像度は、前記ノズル列の前記プリントヘッドノズル同士の間のスペースであり、
画像解像度は、各プリントヘッド列の各ノズルを2回連続で噴射させ、2回目に噴射されたドットを、前記本来の解像度を規定する前記ノズル間隔の間の位置に堆積させることによって、増加される
ことを特徴とする請求項6に記載の画像印刷方法。 - 各プリントヘッドの本来の解像度は、前記ノズル列の前記プリントヘッドノズル同士の間のスペースであり、
画像解像度は、各プリントヘッド列の各ノズルを2回連続で噴射させ、2回目に噴射されたドットを、前記本来の解像度を規定する前記ノズル間隔の間の位置に堆積させることによって、増加される
ことを特徴とする請求項8に記載の画像印刷方法。 - 各プリントヘッドの本来の解像度は、前記ノズル列の前記プリントヘッドノズル同士の間のスペースであり、
画像解像度は、各プリントヘッド列の各ノズルを複数回連続で噴射させ、連続的に噴射されたドットを、前記本来の解像度を規定する前記ノズル間隔の間の各位置に堆積させることによって、増加される
ことを特徴とする請求項6に記載の画像印刷方法。 - 各プリントヘッドの本来の解像度は、前記ノズル列の前記プリントヘッドノズル同士の間のスペースであり、
画像解像度は、各プリントヘッド列の各ノズルを複数回連続で噴射させ、連続的に噴射されたドットを、前記本来の解像度を規定する前記ノズル間隔の間の各位置に堆積させることによって、増加される
ことを特徴とする請求項8に記載の画像印刷方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/608,176 US9517623B2 (en) | 2014-01-28 | 2015-01-28 | Continuous motion printing on cylindrical objects |
| US14/608,176 | 2015-01-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016137700A JP2016137700A (ja) | 2016-08-04 |
| JP2016137700A5 JP2016137700A5 (ja) | 2018-07-05 |
| JP6929012B2 true JP6929012B2 (ja) | 2021-09-01 |
Family
ID=53177244
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015138525A Active JP6929012B2 (ja) | 2015-01-28 | 2015-07-10 | 円柱状体上への連続的な印刷 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US9517623B2 (ja) |
| EP (2) | EP3825130B1 (ja) |
| JP (1) | JP6929012B2 (ja) |
| ES (1) | ES2968524T3 (ja) |
| PL (1) | PL3825130T3 (ja) |
| PT (1) | PT3825130T (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016225323A1 (de) * | 2016-12-16 | 2018-06-21 | Krones Ag | Verfahren und Direktdruckmaschine zur Bedruckung von kreisrunden Behältern mit einem Direktdruck |
| CA3075637A1 (en) | 2017-09-19 | 2019-03-28 | Ball Corporation | Container decoration apparatus and method |
| JP7382130B2 (ja) | 2018-01-09 | 2023-11-16 | アルテミラ株式会社 | 飲料用缶の製造方法、飲料用缶、および、飲料缶 |
| CN109177506A (zh) * | 2018-10-16 | 2019-01-11 | 广州市申发机电有限公司 | 一种全自动多色多工位螺旋喷墨印刷装置 |
| CN110481157B (zh) * | 2019-09-12 | 2024-08-16 | 苏州锐发打印技术有限公司 | 喷墨打印设备 |
| JP7116877B1 (ja) | 2021-02-09 | 2022-08-12 | 株式会社トライテック | 画像記録装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7111915B2 (en) | 2001-06-08 | 2006-09-26 | Raul Martinez | Methods and apparatus for image transfer |
| GB2376920A (en) * | 2001-06-27 | 2002-12-31 | Inca Digital Printers Ltd | Inkjet printing on a three-dimensional object including relative movement of a printhead and the object during printing about a rotational axis |
| US6814425B2 (en) * | 2002-04-12 | 2004-11-09 | Hewlett-Packard Development Company, L.P. | Droplet placement onto surfaces |
| US6637860B1 (en) * | 2002-05-13 | 2003-10-28 | Creo Srl | High throughput inkjet printer with provision for spot color printing |
| US7052125B2 (en) * | 2003-08-28 | 2006-05-30 | Lexmark International, Inc. | Apparatus and method for ink-jet printing onto an intermediate drum in a helical pattern |
| US8162438B2 (en) * | 2008-12-31 | 2012-04-24 | Lexmark International, Inc. | Rotary printhead disc in a rotary inkjet imaging apparatus |
| JP2012527387A (ja) * | 2009-05-21 | 2012-11-08 | インクス インターナショナル インク カンパニー | ほぼ円筒形状を有する物体上に印刷するための装置および関連する方法 |
| JP5488057B2 (ja) * | 2010-03-03 | 2014-05-14 | 株式会社リコー | 画像形成装置 |
| EP2465678B1 (en) * | 2010-12-16 | 2013-08-07 | Agfa Graphics N.V. | System and method for the digital creation of a print master by means of a liquid droplet deposition apparatus. |
| EP2701914B1 (en) * | 2011-04-26 | 2020-04-08 | Lacaze, John, R. | Apparatuses for printing on generally cylindrical objects and related methods |
| GB2538289B (en) * | 2015-05-14 | 2018-05-09 | Dev Ltd | Inkjet type additive manufacturing |
-
2015
- 2015-01-28 US US14/608,176 patent/US9517623B2/en active Active
- 2015-05-15 PL PL20213549.7T patent/PL3825130T3/pl unknown
- 2015-05-15 EP EP20213549.7A patent/EP3825130B1/en active Active
- 2015-05-15 EP EP15167845.5A patent/EP3053747A1/en not_active Withdrawn
- 2015-05-15 PT PT202135497T patent/PT3825130T/pt unknown
- 2015-05-15 ES ES20213549T patent/ES2968524T3/es active Active
- 2015-07-10 JP JP2015138525A patent/JP6929012B2/ja active Active
-
2016
- 2016-12-12 US US15/376,317 patent/US10076915B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3825130B1 (en) | 2023-10-18 |
| ES2968524T3 (es) | 2024-05-10 |
| US20160214382A1 (en) | 2016-07-28 |
| PL3825130T3 (pl) | 2024-07-15 |
| EP3053747A1 (en) | 2016-08-10 |
| US20170182791A1 (en) | 2017-06-29 |
| JP2016137700A (ja) | 2016-08-04 |
| US10076915B2 (en) | 2018-09-18 |
| PT3825130T (pt) | 2024-01-23 |
| EP3825130A1 (en) | 2021-05-26 |
| US9517623B2 (en) | 2016-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6929012B2 (ja) | 円柱状体上への連続的な印刷 | |
| JP3066384B2 (ja) | インタレース印刷方法 | |
| US7959259B2 (en) | Inkjet printing apparatus and driving control method | |
| EP0845752A2 (en) | Image deposition method | |
| US9090065B2 (en) | Ink jet printing apparatus and ink jet printing method | |
| US20210354448A1 (en) | Printing apparatus and method | |
| US5870112A (en) | Dot scheduling for liquid ink printers | |
| JP2704339B2 (ja) | インタレース印刷方法 | |
| US6814425B2 (en) | Droplet placement onto surfaces | |
| EP2835263B1 (en) | Dot recording apparatus, dot recording method, and computer program therefor | |
| US6203134B1 (en) | Dot recording method and dot recording device | |
| JP4193216B2 (ja) | ドット記録方法およびドット記録装置 | |
| JPH09118016A (ja) | プリント方法 | |
| US7118191B2 (en) | Apparatus and method for ink jet printing using variable interlacing | |
| EP0997277A1 (en) | Draft printing | |
| JP3497455B2 (ja) | インクジェット画像形成装置及びインクジェット画像形成方法 | |
| JP2021091221A (ja) | 相補的で不規則な境界を有するスプライシングストリップの印刷方法 | |
| US6629752B1 (en) | Method of ink jet printing with enhanced shingling and printer apparatuses for the same | |
| JP3775143B2 (ja) | 縦配列ヘッドを用いたカラー印刷装置及び印刷方法、並びに、記録媒体 | |
| EP0854047A2 (en) | Method of and machine for liquid ink printing | |
| JPH06115099A (ja) | 記録装置 | |
| EP0757328B1 (en) | Interlaced inkjet printing | |
| JP3800839B2 (ja) | 記録対象位置の隣接を防止するドット記録方法及び装置、並びに、そのためのプログラムを記録した記録媒体 | |
| EP1216154A1 (en) | Method of ink jet printing with enhanced shingling and printer apparatuses for the same | |
| JP3707321B2 (ja) | 縦配列ヘッドを用いたカラー印刷装置及び印刷方法、並びに、そのための印刷ヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180417 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180522 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191203 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200602 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210302 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210302 |
|
| C11 | Written invitation by the commissioner to file amendments |
Free format text: JAPANESE INTERMEDIATE CODE: C11 Effective date: 20210316 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20210506 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20210511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210713 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210810 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6929012 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |