JP6909714B2 - スクイズピン制御装置およびそれを有するダイカストマシン - Google Patents
スクイズピン制御装置およびそれを有するダイカストマシン Download PDFInfo
- Publication number
- JP6909714B2 JP6909714B2 JP2017225886A JP2017225886A JP6909714B2 JP 6909714 B2 JP6909714 B2 JP 6909714B2 JP 2017225886 A JP2017225886 A JP 2017225886A JP 2017225886 A JP2017225886 A JP 2017225886A JP 6909714 B2 JP6909714 B2 JP 6909714B2
- Authority
- JP
- Japan
- Prior art keywords
- port
- switching valve
- piston
- communicates
- detection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Description
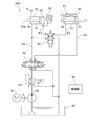
スクイズピンを進退させる加圧ピストンを収容した加圧シリンダと、
検出ピストンを収容した検出シリンダと、
前記検出ピストンの位置を検出する位置センサと、
Aポート、Bポート、PポートおよびTポートを有し、AポートとTポートとを連通しかつBポートとPポートとを連通する並列接続位置およびAポートとPポートとを連通しかつBポートとTポートとを切断する直列接続位置を少なくとも有する接続切換弁と、
Aポート、Bポート、PポートおよびTポートを有し、AポートとPポートとを連通しかつBポートとTポートとを連通する後退流動位置およびAポートとTポートとを連通しかつBポートとPポートとを連通する前進流動位置を少なくとも有する方向切換弁と、
前記加圧シリンダの後油室と前記方向切換弁のBポートとを接続する第1流路と、
前記加圧シリンダの前油室と前記接続切換弁のPポートとを接続する第2流路と、
前記検出シリンダの後油室と前記接続切換弁のAポートとを接続する第3流路と、
前記検出シリンダの前油室と前記接続切換弁のBポートと前記方向切換弁のAポートとを接続する第4流路と、
制御部と、を有し、
前記方向切換弁のPポートが、作動油を供給するポンプに接続され、
前記方向切換弁のTポートおよび前記接続切換弁のTポートが、作動油が排出されるタンクに接続され、
前記制御部が、
(1)前記加圧ピストンを前進させるとき、前記接続切換弁が直列接続位置となりかつ前記方向切換弁が前進流動位置となるように制御し、
(2)前記加圧ピストンを後退させるとき、前記接続切換弁が直列接続位置となりかつ前記方向切換弁が後退流動位置となるように制御し、
(3)前記加圧ピストンおよび前記検出ピストンを原点復帰させるとき、前記接続切換弁が並列接続位置となりかつ前記方向切換弁が後退流動位置となるように制御し、
(4)前記位置センサによって検出された前記検出ピストンの位置に基づいて前記加圧ピストンの動作状態を検出することを特徴とする。
スクイズピンを進退させる加圧ピストンを収容した加圧シリンダと、
検出ピストンを収容した検出シリンダと、
前記検出ピストンの位置を検出する位置センサと、
Aポート、Bポート、PポートおよびTポートを有し、AポートとTポートとを連通しかつBポートとPポートとを連通する並列接続位置およびAポートとPポートとを連通しかつBポートとTポートとを切断する直列接続位置を少なくとも有する接続切換弁と、
Aポート、Bポート、PポートおよびTポートを有し、AポートとPポートとを連通しかつBポートとTポートとを連通する後退流動位置およびAポートとTポートとを連通しかつBポートとPポートとを連通する前進流動位置を少なくとも有する方向切換弁と、
前記検出シリンダの後油室と前記方向切換弁のBポートとを接続する第1流路と、
前記検出シリンダの前油室と前記接続切換弁のPポートとを接続する第2流路と、
前記加圧シリンダの後油室と前記接続切換弁のAポートとを接続する第3流路と、
前記加圧シリンダの前油室と前記接続切換弁のBポートと前記方向切換弁のAポートとを接続する第4流路と、
制御部と、を有し、
前記方向切換弁のPポートが、作動油を供給するポンプに接続され、
前記方向切換弁のTポートおよび前記接続切換弁のTポートが、作動油が排出されるタンクに接続され、
前記制御部が、
(1)前記加圧ピストンを前進させるとき、前記接続切換弁が直列接続位置となりかつ前記方向切換弁が前進流動位置となるように制御し、
(2)前記加圧ピストンを後退させるとき、前記接続切換弁が直列接続位置となりかつ前記方向切換弁が後退流動位置となるように制御し、
(3)前記加圧ピストンおよび前記検出ピストンを原点復帰させるとき、前記接続切換弁が並列接続位置となりかつ前記方向切換弁が後退流動位置となるように制御し、
(4)前記位置センサによって検出された前記検出ピストンの位置に基づいて前記加圧ピストンの動作状態を検出することを特徴とする。
Claims (6)
- スクイズピンを進退させる加圧ピストンを収容した加圧シリンダと、
検出ピストンを収容した検出シリンダと、
前記検出ピストンの位置を検出する位置センサと、
Aポート、Bポート、PポートおよびTポートを有し、AポートとTポートとを連通しかつBポートとPポートとを連通する並列接続位置およびAポートとPポートとを連通しかつBポートとTポートとを切断する直列接続位置を少なくとも有する接続切換弁と、
Aポート、Bポート、PポートおよびTポートを有し、AポートとPポートとを連通しかつBポートとTポートとを連通する後退流動位置およびAポートとTポートとを連通しかつBポートとPポートとを連通する前進流動位置を少なくとも有する方向切換弁と、
前記加圧シリンダの後油室と前記方向切換弁のBポートとを接続する第1流路と、
前記加圧シリンダの前油室と前記接続切換弁のPポートとを接続する第2流路と、
前記検出シリンダの後油室と前記接続切換弁のAポートとを接続する第3流路と、
前記検出シリンダの前油室と前記接続切換弁のBポートと前記方向切換弁のAポートとを接続する第4流路と、
制御部と、を有し、
前記方向切換弁のPポートが、作動油を供給するポンプに接続され、
前記方向切換弁のTポートおよび前記接続切換弁のTポートが、作動油が排出されるタンクに接続され、
前記制御部が、
(1)前記加圧ピストンを前進させるとき、前記接続切換弁が直列接続位置となりかつ前記方向切換弁が前進流動位置となるように制御し、
(2)前記加圧ピストンを後退させるとき、前記接続切換弁が直列接続位置となりかつ前記方向切換弁が後退流動位置となるように制御し、
(3)前記加圧ピストンおよび前記検出ピストンを原点復帰させるとき、前記接続切換弁が並列接続位置となりかつ前記方向切換弁が後退流動位置となるように制御し、
(4)前記位置センサによって検出された前記検出ピストンの位置に基づいて前記加圧ピストンの動作状態を検出することを特徴とするスクイズピン制御装置。 - スクイズピンを進退させる加圧ピストンを収容した加圧シリンダと、
検出ピストンを収容した検出シリンダと、
前記検出ピストンの位置を検出する位置センサと、
Aポート、Bポート、PポートおよびTポートを有し、AポートとTポートとを連通しかつBポートとPポートとを連通する並列接続位置およびAポートとPポートとを連通しかつBポートとTポートとを切断する直列接続位置を少なくとも有する接続切換弁と、
Aポート、Bポート、PポートおよびTポートを有し、AポートとPポートとを連通しかつBポートとTポートとを連通する後退流動位置およびAポートとTポートとを連通しかつBポートとPポートとを連通する前進流動位置を少なくとも有する方向切換弁と、
前記検出シリンダの後油室と前記方向切換弁のBポートとを接続する第1流路と、
前記検出シリンダの前油室と前記接続切換弁のPポートとを接続する第2流路と、
前記加圧シリンダの後油室と前記接続切換弁のAポートとを接続する第3流路と、
前記加圧シリンダの前油室と前記接続切換弁のBポートと前記方向切換弁のAポートとを接続する第4流路と、
制御部と、を有し、
前記方向切換弁のPポートが、作動油を供給するポンプに接続され、
前記方向切換弁のTポートおよび前記接続切換弁のTポートが、作動油が排出されるタンクに接続され、
前記制御部が、
(1)前記加圧ピストンを前進させるとき、前記接続切換弁が直列接続位置となりかつ前記方向切換弁が前進流動位置となるように制御し、
(2)前記加圧ピストンを後退させるとき、前記接続切換弁が直列接続位置となりかつ前記方向切換弁が後退流動位置となるように制御し、
(3)前記加圧ピストンおよび前記検出ピストンを原点復帰させるとき、前記接続切換弁が並列接続位置となりかつ前記方向切換弁が後退流動位置となるように制御し、
(4)前記位置センサによって検出された前記検出ピストンの位置に基づいて前記加圧ピストンの動作状態を検出することを特徴とするスクイズピン制御装置。 - 前記方向切換弁が、前記作動油の流量を調整する流量調整部を有し、
前記制御部が、前記加圧ピストンの動作状態として前記加圧ピストンの前進速度を検出し、当該前進速度が設定速度に近づくように前記方向切換弁の流量調整部をフィードバック制御することを特徴とする請求項1または請求項2に記載のスクイズピン制御装置。 - 前記制御部が、前記加圧ピストンの過去の前進終了位置に基づいて前記設定速度を変更することを特徴とする請求項3に記載のスクイズピン制御装置。
- 前記制御部が、前記加圧ピストンの前進速度が時間ごとまたは位置ごとに設定された正常範囲内にあるか否かを判定し、正常範囲内にないときに異常を通知することを特徴とする請求項3に記載のスクイズピン制御装置。
- 金型を開閉する型締装置と、前記型締装置に型閉された金型のキャビティに溶湯を射出する射出装置と、前記金型のキャビティにスクイズピンを進退させるスクイズピン制御装置と、を有するダイカストマシンであって、
前記スクイズピン制御装置が、請求項1〜請求項5のいずれか一項に記載のスクイズピン制御装置で構成されていることを特徴とするダイカストマシン。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017225886A JP6909714B2 (ja) | 2017-11-24 | 2017-11-24 | スクイズピン制御装置およびそれを有するダイカストマシン |
| CN201811409102.3A CN109909476B (zh) | 2017-11-24 | 2018-11-23 | 挤压销控制装置以及具有该挤压销控制装置的压铸机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017225886A JP6909714B2 (ja) | 2017-11-24 | 2017-11-24 | スクイズピン制御装置およびそれを有するダイカストマシン |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019093427A JP2019093427A (ja) | 2019-06-20 |
| JP6909714B2 true JP6909714B2 (ja) | 2021-07-28 |
Family
ID=66959764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017225886A Active JP6909714B2 (ja) | 2017-11-24 | 2017-11-24 | スクイズピン制御装置およびそれを有するダイカストマシン |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6909714B2 (ja) |
| CN (1) | CN109909476B (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110548854B (zh) * | 2019-10-23 | 2021-12-10 | 广东宝洋科技有限公司 | 一种金属制品的锻造控制方法 |
| CN111151723A (zh) * | 2020-01-06 | 2020-05-15 | 肇庆谊龙科技有限公司 | 一种局部加压系统 |
| JP7080963B1 (ja) * | 2020-12-25 | 2022-06-06 | 芝浦機械株式会社 | 射出装置、成形機、型付成形機及び成形方法 |
| CN112872322A (zh) * | 2021-02-23 | 2021-06-01 | 广州和德轻量化成型技术有限公司 | 一种间接挤压铸造模具的局部挤压装置及其制备方法 |
| CN114101623A (zh) * | 2021-11-26 | 2022-03-01 | 广东鸿图科技股份有限公司 | 一种用于压铸的局部加压装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0767610B2 (ja) * | 1989-02-28 | 1995-07-26 | 宇部興産株式会社 | 射出成形方法 |
| JPH0773788B2 (ja) * | 1990-09-05 | 1995-08-09 | 東芝機械株式会社 | 加圧鋳造機の金型加圧ピン制御方法 |
| JPH0549158U (ja) * | 1991-12-11 | 1993-06-29 | 株式会社日立製作所 | ダイカスト鋳造装置の局部加圧装置 |
| JPH05208254A (ja) * | 1992-01-30 | 1993-08-20 | Nippondenso Co Ltd | ダイキャスト用の鋳造装置 |
| JPH05337623A (ja) * | 1992-06-10 | 1993-12-21 | Toyota Motor Corp | 鋳造装置 |
| JPH06142884A (ja) * | 1992-10-28 | 1994-05-24 | Toshiba Mach Co Ltd | ダイカストマシンの射出装置 |
| JPH06226417A (ja) * | 1993-02-05 | 1994-08-16 | Toyota Motor Corp | 加圧ピンの制御方法 |
| JP3640704B2 (ja) * | 1994-08-18 | 2005-04-20 | トヨタ自動車株式会社 | 加圧鋳造方法 |
| JPH08309503A (ja) * | 1995-05-18 | 1996-11-26 | Toyota Motor Corp | 加圧鋳造方法 |
| JP2000005857A (ja) * | 1998-06-22 | 2000-01-11 | Toyota Autom Loom Works Ltd | 加圧鋳造機 |
| JP4520007B2 (ja) * | 2000-09-26 | 2010-08-04 | 豊興工業株式会社 | 加圧ピンの制御装置 |
| JP4443794B2 (ja) * | 2001-06-26 | 2010-03-31 | 豊興工業株式会社 | 加圧ピンの制御装置 |
| JP4883557B2 (ja) * | 2006-02-21 | 2012-02-22 | 東芝機械株式会社 | スクイズピンの異常検知方法及び成形機 |
| JP2008055473A (ja) * | 2006-08-31 | 2008-03-13 | Mitsubishi Heavy Ind Ltd | アルミダイカスト製品の製造方法および装置 |
| JP6450147B2 (ja) * | 2014-11-04 | 2019-01-09 | 東洋機械金属株式会社 | ダイカストマシンの金型内モニタリング装置 |
| CN105179342B (zh) * | 2015-08-13 | 2017-07-18 | 湖南三一石油科技有限公司 | 油缸同步液压系统、作业机械及油缸驱动方法 |
-
2017
- 2017-11-24 JP JP2017225886A patent/JP6909714B2/ja active Active
-
2018
- 2018-11-23 CN CN201811409102.3A patent/CN109909476B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109909476B (zh) | 2021-07-06 |
| JP2019093427A (ja) | 2019-06-20 |
| CN109909476A (zh) | 2019-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6909714B2 (ja) | スクイズピン制御装置およびそれを有するダイカストマシン | |
| DE102004023150B4 (de) | Einspritzsystem und Gießverfahren einer Gießmaschine | |
| JP6146878B2 (ja) | 射出装置、成形装置及び成形方法 | |
| JP5905617B1 (ja) | 射出装置及び成形装置 | |
| JP2011131225A (ja) | ダイカストマシンの射出装置および射出制御方法 | |
| KR101506921B1 (ko) | 다이캐스트 장치에서의 사출 실린더의 유압 회로 | |
| JPH08257736A (ja) | ダイカストマシンの射出制御方法および装置 | |
| CN113677456B (zh) | 压铸机、带模具的压铸机、压铸机用控制装置以及压铸方法 | |
| JP7132876B2 (ja) | 射出装置及び成形機 | |
| JP2009107010A (ja) | ダイカストマシンの射出装置及びその制御方法 | |
| KR100523172B1 (ko) | 다이캐스트머시인사출제어방법및장치 | |
| TW443958B (en) | Method and device for controlling mold clamping pressure in straight-hydraulic mold clamping system | |
| JP4883557B2 (ja) | スクイズピンの異常検知方法及び成形機 | |
| JP2009131868A (ja) | ダイカストマシンの昇圧アキュムレータ用ブースタ及び制御方法 | |
| US20210114089A1 (en) | Die casting machine and control method thereof | |
| JP2008105055A (ja) | ダイカストマシン及びダイカスト鋳造法 | |
| JP5372626B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP7294821B2 (ja) | 射出装置およびダイカストマシン | |
| JP2020062671A (ja) | ダイカストマシン | |
| WO2023074851A1 (ja) | 局部加圧装置、成形機及び成形方法 | |
| JP2002283425A (ja) | 射出発泡成形機の型開閉装置 | |
| JP4657251B2 (ja) | ダイカストマシンの制御方法 | |
| CN116897087A (zh) | 注射装置、成型机及成型机的控制方法 | |
| JP6429923B2 (ja) | 可塑化装置とプランジャ式射出装置とからなる射出装置の運転方法 | |
| JP2022091590A (ja) | ダイカストマシン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200918 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210629 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210705 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6909714 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |