JP4657251B2 - ダイカストマシンの制御方法 - Google Patents
ダイカストマシンの制御方法 Download PDFInfo
- Publication number
- JP4657251B2 JP4657251B2 JP2007145299A JP2007145299A JP4657251B2 JP 4657251 B2 JP4657251 B2 JP 4657251B2 JP 2007145299 A JP2007145299 A JP 2007145299A JP 2007145299 A JP2007145299 A JP 2007145299A JP 4657251 B2 JP4657251 B2 JP 4657251B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- movable
- tie bar
- fixed
- plunger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004512 die casting Methods 0.000 title claims description 30
- 238000000034 method Methods 0.000 title claims description 13
- 235000015895 biscuits Nutrition 0.000 claims description 26
- 238000000465 moulding Methods 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 16
- 238000000926 separation method Methods 0.000 claims description 3
- 238000002347 injection Methods 0.000 description 42
- 239000007924 injection Substances 0.000 description 42
- 239000012530 fluid Substances 0.000 description 21
- 238000001514 detection method Methods 0.000 description 6
- 238000007796 conventional method Methods 0.000 description 5
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 239000000470 constituent Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000004891 communication Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
以下に、本願において特許請求が可能と認識されている発明(以下、「請求可能発明」という場合がある。請求可能発明は、少なくとも、請求の範囲に記載された発明である「本発明」ないし「本願発明」を含むが、本願発明の下位概念発明や、本願発明の上位概念あるいは別概念の発明を含むこともある。)の態様をいくつか例示し、それらについて説明する。各態様は請求項と同様に、項に区分し、各項に番号を付し、必要に応じて他の項の番号を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載,実施例の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得るのである。なお、以下の各項において、(1)項が請求項1に相当し、(2)項が請求項2に相当する。
成形が完了してから、可動型を固定型から離間するよう移動させて型開きするとともに、プランジャチップをさらに前進させて突き出し動作を行い、ビスケット部を含む成形品を固定型から離型させるダイカストマシンの制御方法であって、
前記突き出し動作のストローク量が前記型締手段による可動型を固定型から離間するよう移動させる型開きストローク量と同じとなったときに前記突き出し動作を停止させて、前記タイバー連結手段によるタイバーと可動盤との連結を解除することを特徴とするダイカストマシンの制御方法。
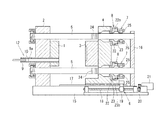
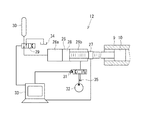
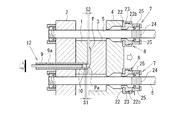
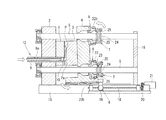
本発明で使用されるダイカストマシンは、概略、固定型1を支持する固定盤2と、可動型3を支持する可動盤4と、一端部が固定盤2に連結されており中間部が可動盤4に挿通される複数のタイバー5と、可動盤4を固定盤2に対して比較的大きなストロークで進退移動させて可動型3を固定型1に型開閉させる型開閉手段6と、タイバー5の所定位置に対して可動盤4を脱着可能に連結するタイバー連結手段7と、タイバー連結手段7によりタイバー5の所定位置に連結された状態の可動盤4を固定盤2に対して比較的大きな力で推進させて固定型1に対して可動型3を型締め・型開きさせる型締め手段8と、プランジャスリーブ9内でプランジャチップ10を前進させることによりプランジャスリーブ9内に供給された溶湯を固定型1と可動型3の間に形成されたキャビティ11内へ射出充填させるプランジャ装置12と、を備えている。そして、本発明は、このようなダイカストマシンにおいて、概略、成形が完了してから、型締め手段8により可動型3を固定型1から離間するよう移動させて型開きするとともに、プランジャ装置12によりプランジャチップ10をさらに前進させて突き出し動作を行って、ビスケット部Paを含む成形品Pを固定型1から離型させる制御方法であって、プランジャ装置12によりプランジャチップ10による突き出し動作のストローク量S1を、型締め手段8による可動型3を固定型1から離間するよう移動させる型開きストロークS2と同じに制御するものである。
Claims (2)
- 固定型を支持する固定盤と、可動型を支持する可動盤と、一端部が前記固定盤に連結されており前記可動盤に挿通される複数のタイバーと、前記可動盤を前記固定盤に対して進退移動させて前記可動型を前記固定型に型開閉させる型開閉手段と、タイバーの所定位置に対して可動盤を脱着可能に連結するタイバー連結手段と、該タイバー連結手段によりタイバーの所定位置に連結された状態の可動盤を固定盤に対して推進させて固定型に対して可動型を型締め・型開きさせる型締め手段と、プランジャスリーブ内でプランジャチップを前進させることによりプランジャスリーブ内に供給された溶湯を固定型と可動型の間に形成されたキャビティ内へ射出充填させるプランジャ装置と、を備えたダイカストマシンにおいて、
成形が完了してから、可動型を固定型から離間するよう移動させて型開きするとともに、プランジャチップをさらに前進させて突き出し動作を行い、ビスケット部を含む成形品を固定型から離型させるダイカストマシンの制御方法であって、
前記突き出し動作のストローク量が前記型締手段による可動型を固定型から離間するよう移動させる型開きストローク量と同じとなったときに前記突き出し動作を停止させて、前記タイバー連結手段によるタイバーと可動盤との連結を解除することを特徴とするダイカストマシンの制御方法。 - 離間開始時の前記プランジャチップの位置を検知し、該検知した位置からプランジャチップの前進ストローク量が前記型開きストローク量と同じとなったときにプランジャチップの前進を停止させるよう前記プランジャ装置を制御することを特徴とする請求項1に記載のダイカストマシンの制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007145299A JP4657251B2 (ja) | 2007-05-31 | 2007-05-31 | ダイカストマシンの制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007145299A JP4657251B2 (ja) | 2007-05-31 | 2007-05-31 | ダイカストマシンの制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008296247A JP2008296247A (ja) | 2008-12-11 |
| JP4657251B2 true JP4657251B2 (ja) | 2011-03-23 |
Family
ID=40170263
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007145299A Active JP4657251B2 (ja) | 2007-05-31 | 2007-05-31 | ダイカストマシンの制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4657251B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105817603A (zh) * | 2016-04-26 | 2016-08-03 | 安徽纯启动力机械有限公司 | 一种防缩孔压铸模具 |
| JP7324598B2 (ja) * | 2019-03-15 | 2023-08-10 | 芝浦機械株式会社 | ダイカストマシンおよび成形品生産方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6233050A (ja) * | 1985-08-02 | 1987-02-13 | Ube Ind Ltd | 射出成形装置における型開き時の射出製品突出し方法 |
| JPH11197812A (ja) * | 1998-01-13 | 1999-07-27 | Ahresty Corp | ダイカスト鋳造における射出方法 |
| JP2005144801A (ja) * | 2003-11-13 | 2005-06-09 | Ube Machinery Corporation Ltd | 型締装置および成形方法 |
-
2007
- 2007-05-31 JP JP2007145299A patent/JP4657251B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6233050A (ja) * | 1985-08-02 | 1987-02-13 | Ube Ind Ltd | 射出成形装置における型開き時の射出製品突出し方法 |
| JPH11197812A (ja) * | 1998-01-13 | 1999-07-27 | Ahresty Corp | ダイカスト鋳造における射出方法 |
| JP2005144801A (ja) * | 2003-11-13 | 2005-06-09 | Ube Machinery Corporation Ltd | 型締装置および成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008296247A (ja) | 2008-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4669733B2 (ja) | ダイカストマシン | |
| CN107350449B (zh) | 压铸机及固液共存态金属的成形方法 | |
| JP6457750B2 (ja) | 成形装置 | |
| JP4891720B2 (ja) | ダイカストマシン | |
| CN113677456A (zh) | 压铸机、带模具的压铸机、压铸机用控制装置以及压铸方法 | |
| TWI654067B (zh) | Injection molding machine | |
| CN110315694B (zh) | 注射成型机 | |
| EP3047956B1 (en) | Injection molding machine and injection molding method | |
| JP5111841B2 (ja) | ダイカストマシン | |
| JP4657251B2 (ja) | ダイカストマシンの制御方法 | |
| JP5026196B2 (ja) | 型締装置及び成形機 | |
| JP5311384B2 (ja) | 射出成形機および射出成形機の制御方法 | |
| JP2006315072A (ja) | ダイカストマシン | |
| JP4085103B2 (ja) | 保圧切替制御方法 | |
| JP2007167940A (ja) | ダイカストマシン | |
| TWI615261B (zh) | 射出成形機 | |
| JP2009045669A (ja) | 型締装置及び成形機 | |
| US7682550B2 (en) | Method of compression molding thermoplastic material | |
| JP4646695B2 (ja) | ダイカストマシン | |
| JP4153466B2 (ja) | 電動射出成形機の射出装置 | |
| JP5654327B2 (ja) | ダイカストマシン及びダイカストマシンの増圧制御方法 | |
| JP6472053B2 (ja) | ダイカストマシン及び固液共存金属の成形方法 | |
| JP4500766B2 (ja) | ダイカストマシン | |
| JP5279689B2 (ja) | ダイカストマシン | |
| WO2023074851A1 (ja) | 局部加圧装置、成形機及び成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100714 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101201 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101221 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140107 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4657251 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140107 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |