JP6895442B2 - 研磨物品 - Google Patents
研磨物品 Download PDFInfo
- Publication number
- JP6895442B2 JP6895442B2 JP2018534615A JP2018534615A JP6895442B2 JP 6895442 B2 JP6895442 B2 JP 6895442B2 JP 2018534615 A JP2018534615 A JP 2018534615A JP 2018534615 A JP2018534615 A JP 2018534615A JP 6895442 B2 JP6895442 B2 JP 6895442B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- clay
- polishing
- dispersion
- polished article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/02—Backings, e.g. foils, webs, mesh fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/001—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as supporting member
- B24D3/002—Flexible supporting members, e.g. paper, woven, plastic materials
- B24D3/004—Flexible supporting members, e.g. paper, woven, plastic materials with special coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/14—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/346—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties utilised during polishing, or grinding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/04—Coating on the layer surface on a particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/025—Particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/107—Ceramic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2475/00—Frictional elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
Description
本明細書で使用される場合、
「粒子アスペクト比」は、粒子の最長寸法と最短寸法との比を指し、「粒径」は、粒子の最長寸法を指す。
℃:摂氏度
cm:センチメートル
cm/s:センチメートル/秒
ctg.wt.:コーティング重量
g/m2:グラム/平方メートル
in/s:インチ/秒
Kg:キログラム
KPa:キロパスカル
lb:ポンド
min:分
mL:ミリリットル
psi:ポンド/平方インチ
rpm:回転数/分
wt%:重量%
DS−10:ドデシルベンゼンスルホン酸ナトリウム
SD−1:eChem Ltd.(Leeds,United Kingdom)から商品名「EC1007A」で得られた、水性37.5重量%のステアリン酸カルシウム/15重量%スチレンアクリル樹脂石鹸分散液
SD−2:eChemから商品名「EC1211」で得られた水性ステアリン酸カルシウム石鹸分散液
SD−3:eChemから商品名「EC1696」で得られた水性39〜41重量%のステアリン酸亜鉛石鹸分散液
SD−4:eChemから商品名「EC994C」で得られた水性40.9重量%のステアリン酸亜鉛石鹸分散液
SD−5:水性40.9重量%のステアリン酸亜鉛/8重量%のスチレンアクリル石鹸分散液
MMC:BYK−Chemie GmbH(Wesel、Germany)から商品名「CLOISITE−Na+」で得られた天然のモンモリロナイト粘土
N1115:NALCO Chemical Company(Naperville、IL)から商品名「NALCO 1115」で市販されている16.5重量%水性4nmコロイド球状シリカ分散液
NaHMP:ヘキサメタリン酸ナトリウム
CD−1
1.5部のMMCを容器内で21℃の脱イオン水98.5部に添加し、Wheaton Industries、Inc.から入手したベンチトップローラを用いて均一に分散するまで48時間圧延した。続いて、1:3.6重量部のN1115:粘土分散液の比で、N1115を粘土分散液に添加して、更に2時間圧延を続けた。pH2.0に達するまで、1.0モルの硝酸を滴下した。N1115:MMCの比は固形分重量で75:25であり、分散液の全固形分含有量は4.7重量%であった。
3.7部MMCを、96.25部脱イオン水及び0.05部DS−10の中で、21℃で48時間圧延することによって、均一に分散させた。全固形分の含有量は3.7重量%であった。
3.7部のMMCを、脱イオン水96.3部の中で、21℃で48時間圧延することによって、均一に分散させた。これに、1:1.4重量部のN1115:3.7%MMC分散液の比でN1115を加え、更に2時間圧延を続けた。N1115:MMCの比は固形分重量で75:25であり、分散液の全固形分含有量は8.8重量%であった。
3.5部MMCを96.5部脱イオン水と21℃で48時間圧延することにより、均一に分散させた。次に、0.0015部のDS−10と1部のN1115分散液とを粘土分散液に加え、2時間圧延を続けた。N1115:MMCの比は固形分重量で25:75であり、分散液の全固形分含有量は4.4重量%であった。
3.7部のMMCを、脱イオン水96.3部中で、21℃で48時間圧延することによって、均一に分散させた。これに、1:13.9重量部のN1115:3.7%MMC分散液の比でN1115を加え、更に2時間圧延を続けた。N1115:MMCの比は固形分重量で25:75であり、分散液の全固形分含有量は4.6重量%であった。
CD−3で概ね説明したような粘土/シリカ分散液を準備し、1.0モルの硝酸を滴加することによりpHを2.0まで低下させた。N1115:MMCの比は固形分重量で75:25であり、分散液の全固形分含有量は8.8重量%であった。
3.5部のMMCを脱イオン水96.5部の中で、21℃で48時間圧延することによって、均一に分散させた。全固形分の含有量は3.5重量%であった。
MMCを脱イオン水及びNaHMPの中で、21℃で48時間圧延することによって、均一に分散させた。全固形分の含有量は9.6重量%であった。
CD−5で概ね説明したような粘土分散液を準備し、MMCの量を増加させて、22:78重量部のN1115:MMC比と、全固形分含有量6.1重量%とを得た。

3M Company(St.Paul、MN)から入手した以下の市販されているコーティング研磨剤を、ステアリン酸スーパーサイズを用いずに製造し、以下の実験用コーティング研磨基材として特定した。
EX−P180:商品名「236U P180」で得られたグレードP180コーティング研磨剤
EX−P320:商品名「216U P320」で得られたグレードP320コーティング研磨剤
EX−P400:商品名「325U P400」で得られたグレードP400コーティング研磨剤
EX−P500:商品名「255P P500」で得られたグレードP500コーティング研磨剤
EX−P800:商品名「270J P800」で得られたグレードP800コーティング研磨剤。
実験室用ナイフコーターを、隙間ゲージを用いて間隙高さ0.08mmに設定した。約5mLの調製した粘土分散液をピペットにより8×12インチ(20.32×30.48cm)の研磨シートに加え、次にシートをコーターを通して引き抜いた後、120℃で10分間乾燥させた。次に、ステアリン酸スーパーサイズを、同様にして乾燥した粘土分散液に加えた後、研磨シートを100℃で5分間乾燥させた。
研磨シートから12インチ(30.48cm)の距離でロボットアームに取り付けられた3M Companyから入手したスプレーガンであるモデル「ACCUSPRAY HG14」を使用して、粘土分散液及び/又はステアリン酸スーパーサイズをインライン圧力20psi(137.9kPa)で研磨面上に適用した。上記の「実施例」で特定したように、粘土分散液に対して、ステアリン酸スーパーサイズを「ウェットオーバーウェット」又は「ウェットオーバードライ」で適用した。スプレーコーティングした適用対象物をヒートガンによって乾燥させた。
粘土分散液及びステアリン酸スーパーサイズ組成物を、12インチ(30.48cm)幅の実験用コーティング研磨基材に、カレンダロールコーターによって適用した。粘土分散液を95℃で10分間乾燥させた。
続いて、ループ取付材料をコーティング研磨材料の裏側に積層し、直径6インチ(15.24cm)又は直径150mmの平円形に変換した。
磨耗性能試験は、ACT Laboratories、Inc.(Hillsdale、MI)から入手した「NEXA OEM」タイプのクリアコートを有する18インチ×24インチ(45.7cm×61cm)の黒色塗装冷間ロール鋼試験板の上で行った。研磨は、ランダム軌道サンダーである、3M Companyのモデル「ELITE RANDOM ORBITAL SANDER」を用いて行ったが、P320グレードのサンプルでは、ライン圧力が90psi(620.5KPa)、5/16インチ(7.94mm)のストロークで動作させ、P800グレードのサンプルでは、ライン圧力が40psi(275.8KPa)及び3/16インチ(4.76mm)のストロークで動作させた。テストの目的のために、研磨ディスクを6インチ(15.2cm)のインターフェースパッドに取り付け、次にこれを6インチ(15.2cm)のバックアップパッドに取り付けた。双方とも、3M社から、商品名「HOOKIT INTERFACE PAD、PART NO.05777」と「HOOKIT BACKUP PAD、PART NO.05551」で市販されている。インターフェースパッドは、P320試験では使用しなかった。各研磨ディスクは、2分間(1分間が1期間)試験した。試験板を研磨の前後で秤量し、質量の差が測定された切削量であり、1期間当たりのグラムとして報告された。2枚の研磨ディスクを「比較例及び実施例」ごとに試験した。
直径6インチ(15.24cm)の研磨ディスクを、3M Companyから入手した直径6インチ(15.24cm)の25ホールバックアップパッド(部品番号05865)に取り付けた。次に、このアセンブリをXYテーブル上に配置されたサーボ制御モータの二元作用軸に取り付け、「Nexa OEM」クリアコーティングされた冷間ロール鋼試験板をテーブルに固定した。サーボ制御されたモータを7200rpmで運転し、研磨物品を13ポンド(5.90kg)の荷重で板に対して2.5度の角度で押し付けた。次に、ツールを、板の幅に沿って20インチ/秒(50.8cm/s)の速度で移動させ、板の長さに沿って5インチ/秒(12.7cm/s)の速度で移動させるように設定した。各サイクルは、板の長さに沿ってかかる経路を7回で完了し、これを合計3サイクル行って、合計3分間の研磨時間を要した。板の質量を各サイクルの前後で測定して、各サイクルのグラム単位の合計質量損失、並びに3サイクルの終わりの累積質量損失を決定した。2枚の研磨ディスクを「比較例及び実施例」ごとに試験した。
15個の集塵穴を有する直径150mmのディスクに変換されたサンプルコーティングディスクを、対応する15穴のバックアップパッド(部品番号20465)と位置合わせし、150mm/5mm軌道のモデル「ELITE RANDOM ORBITAL SANDER」(双方とも3M Companyから入手)に取り付けた。サンプルごとに、3枚から6枚の間の反復切削試験を行い、灰色のStandoxプライマー充填剤塗料(タイプU7540)でコーティングされた500mm×500mmの金属パネルからの塗料除去重量を測定した。研磨時間は、各試験で、塗装面の同じ経路にわたって、5.5ポンド(2.5Kg)の均一に分布した押し下げ力及びゼロの研磨角度において、4分であった。
粘土分散液CD−1をEX−P400研磨シート上にナイフコーティングして乾燥させ、SD−2をナイフコーティングし、続いて再び乾燥させた。比較例Aは、実施例1と同様の方法で調製したが、粘土分散液のコーティングは施さなかった。粘土分散液及びステアリン酸層の乾燥コーティング重量は、各々、1g/m2及び10g/m2であった。切削試験3による評価を表2に示す。
粘土分散液CD−2、CD−3及びCD−4を研磨基材EX−P320上にナイフコーティングし、CD−2、CD−4、CD−5及びCD−6を研磨基材EX−P800上にナイフコーティングした。サンプルを乾燥させた後、ステアリン酸亜鉛SD−4をスプレーコーティングし、その後、上述のように乾燥させた。比較例Bは、実施例2〜4と同様の方法で調製したが、粘土分散液のコーティングは施さなかった。同様に、比較例Cは、実施例5〜8と同様の方法で調製したが、粘土分散液のコーティングは施さなかった。粘土分散液及びステアリン酸層の乾燥コーティング重量は、各々、1g/m2及び10g/m2であった。切削試験1による評価を表3に示す。
粘土分散液CD−2及びCD−7を研磨基材EX−P800上にスプレーコーティングして乾燥させ、続いて、SD−3又はSD−4のいずれかをスプレーコーティングした。比較例D及びEは、実施例9〜10及び11〜12に対応しているが、粘土分散液コーティングは施されていない。粘土分散液及びステアリン酸塩層の乾燥コーティング重量は、各々0.9g/m2及び10g/m2であった。切削試験1による評価を表4に示す。
粘土分散液CD−7を、研磨基材EX−P180及びEX−P320上に、ある範囲のコーティング重量にわたってスプレーコーティングした。いくつかの例では、粘土分散液を乾燥し、他の例では、分散液を湿った状態にした後、ステアリン酸分散液SD−5をスプレーコーティングした。比較例F及びGは、各々、実施例13〜18及び19〜24に対応しているが、粘土分散液コーティングは施されていない。ステアリン酸層の乾燥コーティング重量は10g/m2であった。切削試験2による評価を表5に示す。
粘土分散液CD−7を、コーティング重量の範囲で研磨基材EX−P800上にスプレーコーティングして乾燥させ、続いて、SD−3又はSD−4ステアリン酸分散液のいずれかをスプレーコーティングした。比較例H及びIは、各々、実施例25〜27及び28〜30に対応しているが、粘土分散液コーティングは施されていない。ステアリン酸層の乾燥コーティング重量は10g/m2であった。切削試験1による評価を表6に示す。
粘土分散液CD−1、CD−8及びCD−9を研磨基材EX−P500上にロールコーティングして乾燥し、続いてステアリン酸分散液SD−1をロールコーティングした。比較例Jは実施例28〜30に対応するが、粘土分散液のコーティングは施されていない。切削試験3による評価を表7に示す。
Claims (5)
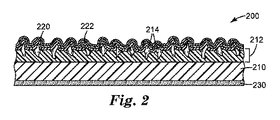
- 複数の層を、
裏材と、
研磨層と、
粘土粒子を含むプライマー層であって、前記粘土粒子が凝集しており層を形成する、プライマー層と、
長鎖脂肪酸の金属塩を含むスーパーサイズコートと、
の順序に備える、研磨物品。 - 前記研磨層は、
第1のポリマー樹脂と前記第1のポリマー樹脂に少なくとも部分的に埋め込まれた研磨粒子とを含むメイクコートと、
前記メイクコート上に配置されており第2のポリマー樹脂を含むサイズコートと、
を含む、請求項1に記載の研磨物品。 - 前記研磨層は、正確に成形された複数の研磨複合材を含む、請求項1に記載の研磨物品。
- 前記プライマー層は、シリカナノ粒子を更に含む、請求項1〜3のいずれか一項に記載の研磨物品。
- 前記プライマー層は、0.01g/m 2 〜10g/m 2 のコーティング重量を有する、
請求項1〜4のいずれか一項に記載の研磨物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562273024P | 2015-12-30 | 2015-12-30 | |
| US62/273,024 | 2015-12-30 | ||
| PCT/US2016/069127 WO2017117356A1 (en) | 2015-12-30 | 2016-12-29 | Abrasive article |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019506305A JP2019506305A (ja) | 2019-03-07 |
| JP2019506305A5 JP2019506305A5 (ja) | 2020-02-13 |
| JP6895442B2 true JP6895442B2 (ja) | 2021-06-30 |
Family
ID=57851349
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018534615A Active JP6895442B2 (ja) | 2015-12-30 | 2016-12-29 | 研磨物品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10688625B2 (ja) |
| EP (1) | EP3397425B1 (ja) |
| JP (1) | JP6895442B2 (ja) |
| CN (1) | CN108472786B (ja) |
| WO (1) | WO2017117356A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6895441B2 (ja) | 2015-12-30 | 2021-06-30 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品及び関連する方法 |
| US11845885B2 (en) | 2015-12-30 | 2023-12-19 | 3M Innovative Properties Company | Dual stage structural bonding adhesive |
| AU2020343304A1 (en) * | 2019-09-05 | 2022-03-10 | Saint-Gobain Abrasifs | Coated abrasives having an improved supersize coating |
| CN114901432A (zh) * | 2019-12-25 | 2022-08-12 | 圣戈班磨料磨具有限公司 | 具有增强的顶胶组合物的涂覆磨料 |
| CN112405377B (zh) * | 2020-11-17 | 2022-04-05 | 郑州天狮研磨材料有限公司 | 一种新型砂轮配方及砂轮的生产方法 |
| JP7369232B2 (ja) | 2022-03-31 | 2023-10-25 | 日本レヂボン株式会社 | 砥石ピースの製造方法 |
Family Cites Families (66)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3619150A (en) | 1969-09-22 | 1971-11-09 | Borden Co | Abrasive article and nonloading coating therefor |
| US3922464A (en) | 1972-05-26 | 1975-11-25 | Minnesota Mining & Mfg | Removable pressure-sensitive adhesive sheet material |
| JPS5127482A (ja) | 1974-08-29 | 1976-03-08 | Motoyasu Konishi | Densenhifukunokoseisochi |
| DE3516661A1 (de) | 1984-05-16 | 1985-11-21 | Merck Patent Gmbh, 6100 Darmstadt | Strahlungshaertbare kleber |
| DE3443221A1 (de) | 1984-11-27 | 1986-06-05 | ESPE Fabrik pharmazeutischer Präparate GmbH, 8031 Seefeld | Bisacylphosphinoxide, ihre herstellung und verwendung |
| US4642126A (en) | 1985-02-11 | 1987-02-10 | Norton Company | Coated abrasives with rapidly curable adhesives and controllable curvature |
| US4652274A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Coated abrasive product having radiation curable binder |
| US4645711A (en) | 1985-08-26 | 1987-02-24 | Minnesota Mining And Manufacturing Company | Removable pressure-sensitive adhesive tape |
| US5116676A (en) | 1987-04-15 | 1992-05-26 | Minnesota Mining And Manufacturing Company | Removable pressure-sensitive adhesive tape |
| US4988554A (en) | 1989-06-23 | 1991-01-29 | Minnesota Mining And Manufacturing Company | Abrasive article coated with a lithium salt of a fatty acid |
| US5108463B1 (en) | 1989-08-21 | 1996-08-13 | Minnesota Mining & Mfg | Conductive coated abrasives |
| US5037453A (en) | 1989-09-13 | 1991-08-06 | Norton Company | Abrasive article |
| TW221061B (ja) | 1991-12-31 | 1994-02-11 | Minnesota Mining & Mfg | |
| US5342419A (en) | 1992-12-31 | 1994-08-30 | Minnesota Mining And Manufacturing Company | Abrasive composites having a controlled rate of erosion, articles incorporating same, and methods of making and using same |
| US5453450A (en) | 1993-06-16 | 1995-09-26 | Minnesota Mining And Manufacturing Company | Stabilized curable adhesives |
| US5549962A (en) * | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5804610A (en) | 1994-09-09 | 1998-09-08 | Minnesota Mining And Manufacturing Company | Methods of making packaged viscoelastic compositions |
| US5721289A (en) | 1994-11-04 | 1998-02-24 | Minnesota Mining And Manufacturing Company | Stable, low cure-temperature semi-structural pressure sensitive adhesive |
| US5663241A (en) | 1994-12-13 | 1997-09-02 | Minnesota Mining And Manufacturing Company | Removable pressure sensitive adhesive and article |
| JP4355367B2 (ja) | 1995-01-13 | 2009-10-28 | スリーエム カンパニー | コンポーネントをガラスへ接合するための方法および組成物 |
| US5702811A (en) | 1995-10-20 | 1997-12-30 | Ho; Kwok-Lun | High performance abrasive articles containing abrasive grains and nonabrasive composite grains |
| JP2808261B2 (ja) | 1995-10-31 | 1998-10-08 | 株式会社コバックス | 研磨シートおよびその製造方法 |
| US5700302A (en) | 1996-03-15 | 1997-12-23 | Minnesota Mining And Manufacturing Company | Radiation curable abrasive article with tie coat and method |
| US5704952A (en) | 1996-05-08 | 1998-01-06 | Minnesota Mining And Manufacturing Company | Abrasive article comprising an antiloading component |
| JP2777356B2 (ja) | 1996-11-15 | 1998-07-16 | 新東ブレーター株式会社 | 乾式バレル研磨用無機質メディア |
| US5833724A (en) | 1997-01-07 | 1998-11-10 | Norton Company | Structured abrasives with adhered functional powders |
| US6254954B1 (en) | 1997-02-28 | 2001-07-03 | 3M Innovative Properties Company | Pressure-sensitive adhesive tape |
| US5914299A (en) | 1997-09-19 | 1999-06-22 | Minnesota Mining And Manufacturing Company | Abrasive articles including a polymeric additive |
| JP2002503559A (ja) | 1998-02-19 | 2002-02-05 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | ガラス研削用研磨製品および方法 |
| US6057382A (en) | 1998-05-01 | 2000-05-02 | 3M Innovative Properties Company | Epoxy/thermoplastic photocurable adhesive composition |
| US6077601A (en) * | 1998-05-01 | 2000-06-20 | 3M Innovative Properties Company | Coated abrasive article |
| US6187836B1 (en) | 1998-06-05 | 2001-02-13 | 3M Innovative Properties Company | Compositions featuring cationically active and free radically active functional groups, and methods for polymerizing such compositions |
| JP2000008025A (ja) | 1998-06-22 | 2000-01-11 | Cci Corp | 研磨剤 |
| US6372323B1 (en) | 1998-10-05 | 2002-04-16 | 3M Innovative Properties Company | Slip control article for wet and dry applications |
| US6835220B2 (en) | 2001-01-04 | 2004-12-28 | Saint-Gobain Abrasives Technology Company | Anti-loading treatments |
| US20020182955A1 (en) | 2001-03-29 | 2002-12-05 | Weglewski James T. | Structural bonding tapes and articles containing the same |
| GB0122153D0 (en) | 2001-09-13 | 2001-10-31 | 3M Innovative Properties Co | Abrasive articles |
| US6786801B2 (en) | 2001-12-11 | 2004-09-07 | 3M Innovative Properties Company | Method for gasket removal |
| US6773474B2 (en) | 2002-04-19 | 2004-08-10 | 3M Innovative Properties Company | Coated abrasive article |
| US7713604B2 (en) | 2002-06-17 | 2010-05-11 | 3M Innovative Properties Company | Curable adhesive articles having topographical features therein |
| WO2006074058A1 (en) | 2004-12-30 | 2006-07-13 | 3M Innovative Properties Company | Abrasive article and methods of making same |
| US7399330B2 (en) * | 2005-10-18 | 2008-07-15 | 3M Innovative Properties Company | Agglomerate abrasive grains and methods of making the same |
| EP2244879A2 (en) | 2007-11-05 | 2010-11-03 | Basf Se | Tungsten oxides used to increase the heat-input amount of near infrared radiation |
| US20090155596A1 (en) | 2007-12-12 | 2009-06-18 | 3M Innovative Properties Company | Nozzle sealing composition and method |
| BRPI0916391A2 (pt) * | 2008-07-22 | 2019-03-06 | Saint Gobain Abrasifs Sa | produtos abrasivos revestidos contendo agregados |
| US20100107509A1 (en) | 2008-11-04 | 2010-05-06 | Guiselin Olivier L | Coated abrasive article for polishing or lapping applications and system and method for producing the same. |
| KR20110111438A (ko) * | 2008-12-31 | 2011-10-11 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 래핑을 위한 코팅된 캐리어와 제조 및 사용 방법 |
| JP5570269B2 (ja) | 2010-03-29 | 2014-08-13 | リンテック株式会社 | 粘着シート |
| US8506752B2 (en) | 2011-04-11 | 2013-08-13 | Guardian Industries Corp. | Techniques for mounting brackets to glass substrates for automotive applications |
| JP2013018964A (ja) | 2011-06-17 | 2013-01-31 | Nitto Denko Corp | 粘着フィルム |
| JP6009812B2 (ja) | 2011-06-17 | 2016-10-19 | 日東電工株式会社 | 粘着フィルム |
| CN104640954B (zh) | 2012-04-13 | 2017-05-17 | 3M创新有限公司 | 压敏粘合剂泡沫和由其制得的制品 |
| JP6075978B2 (ja) | 2012-06-25 | 2017-02-08 | 日東電工株式会社 | 粘着フィルム |
| WO2014172139A2 (en) | 2013-04-18 | 2014-10-23 | 3M Innovative Properties Company | Buried clay/nanosilica static dissipative coatings |
| JP2016523989A (ja) | 2013-04-18 | 2016-08-12 | スリーエム イノベイティブ プロパティズ カンパニー | ナノシリカ/粘土組成物及びコーティング物品並びにその製造方法 |
| EP2868692B1 (en) | 2013-11-05 | 2017-10-25 | DSM IP Assets B.V. | Stabilized matrix-filled liquid radiation curable resin compositions for additive fabrication |
| WO2016035170A1 (ja) | 2014-09-03 | 2016-03-10 | 日産自動車株式会社 | 車両のロックアップクラッチ制御装置 |
| EP3012288A1 (en) | 2014-10-21 | 2016-04-27 | Nitto Denko Corporation | Pressure-sensitive adhesive film for laser beam cutting applications |
| EP3215316B1 (en) | 2014-11-07 | 2018-07-11 | 3M Innovative Properties Company | Printed abrasive article |
| CN107000171A (zh) | 2014-11-26 | 2017-08-01 | 3M创新有限公司 | 具有夹持材料的磨料制品、组件和方法 |
| EP3733808A1 (en) | 2015-06-04 | 2020-11-04 | 3M Innovative Properties Co. | Uv curable epoxy/acrylate adhesive composition |
| CN113429923A (zh) | 2015-06-04 | 2021-09-24 | 3M创新有限公司 | 将硬件粘结到车辆玻璃的方法 |
| US11845885B2 (en) | 2015-12-30 | 2023-12-19 | 3M Innovative Properties Company | Dual stage structural bonding adhesive |
| US20180370205A1 (en) | 2015-12-30 | 2018-12-27 | 3M Innovative Properties Company | Infrared absorbing adhesive films and related methods |
| JP6895441B2 (ja) | 2015-12-30 | 2021-06-30 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品及び関連する方法 |
| CN106118422B (zh) * | 2016-07-28 | 2018-07-06 | 中国林业科学研究院林产化学工业研究所 | 纳米SiO2复合聚硅氧烷改性水性萜烯基EP/PU超疏水自清洁聚合物及其制备方法 |
-
2016
- 2016-12-29 EP EP16829040.1A patent/EP3397425B1/en active Active
- 2016-12-29 WO PCT/US2016/069127 patent/WO2017117356A1/en active Application Filing
- 2016-12-29 JP JP2018534615A patent/JP6895442B2/ja active Active
- 2016-12-29 CN CN201680077240.9A patent/CN108472786B/zh active Active
- 2016-12-29 US US16/066,493 patent/US10688625B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3397425A1 (en) | 2018-11-07 |
| JP2019506305A (ja) | 2019-03-07 |
| WO2017117356A1 (en) | 2017-07-06 |
| CN108472786B (zh) | 2021-07-27 |
| US20190001467A1 (en) | 2019-01-03 |
| CN108472786A (zh) | 2018-08-31 |
| US10688625B2 (en) | 2020-06-23 |
| EP3397425B1 (en) | 2021-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6895442B2 (ja) | 研磨物品 | |
| CN112055737B (zh) | 具有成型磨料颗粒的成型硅质磨料团聚物、磨料制品及相关方法 | |
| JP6895441B2 (ja) | 研磨物品及び関連する方法 | |
| US5702811A (en) | High performance abrasive articles containing abrasive grains and nonabrasive composite grains | |
| AU724347B2 (en) | Structured abrasives with adhered functional powders | |
| US8425278B2 (en) | Structured abrasive article and method of using the same | |
| US5961674A (en) | Abrasive article containing an inorganic metal orthophosphate | |
| EP3532246A1 (en) | Shaped vitrified abrasive agglomerate with shaped abrasive particles, abrasive articles, and related methods | |
| WO2018063902A1 (en) | Open coat abrasive article and method of abrading | |
| JPH11513619A (ja) | 無機リン酸塩を含有する研摩物品 | |
| EP2598291A1 (en) | Hybrid abrasive hand pad and method of abrading a surface | |
| EP3442749B1 (en) | Abrasive article and method of making an abrasive article | |
| WO2017180468A1 (en) | Abrasive article | |
| US11358254B2 (en) | Abrasive article | |
| CN100357063C (zh) | 磨料及其形成方法 | |
| WO2019180656A1 (en) | Structured abrasives containing polishing materials for use in the home | |
| WO2024069578A1 (en) | Supersize coating composition, abrasive article, and method of making abrasive article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20191206 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191224 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191224 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20191216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201209 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210511 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210607 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6895442 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |