JP6895441B2 - 研磨物品及び関連する方法 - Google Patents
研磨物品及び関連する方法 Download PDFInfo
- Publication number
- JP6895441B2 JP6895441B2 JP2018534554A JP2018534554A JP6895441B2 JP 6895441 B2 JP6895441 B2 JP 6895441B2 JP 2018534554 A JP2018534554 A JP 2018534554A JP 2018534554 A JP2018534554 A JP 2018534554A JP 6895441 B2 JP6895441 B2 JP 6895441B2
- Authority
- JP
- Japan
- Prior art keywords
- polished article
- polishing
- polished
- coat
- article according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/001—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as supporting member
- B24D3/002—Flexible supporting members, e.g. paper, woven, plastic materials
- B24D3/004—Flexible supporting members, e.g. paper, woven, plastic materials with special coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/346—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties utilised during polishing, or grinding operation
Description
本明細書で使用される場合、
「粒子アスペクト比」は、粒子の最長寸法と最短寸法との比を指し、
「粒径」は、粒子の最長寸法を指す。
図1に、一実施形態に係る例示的な研磨物品を図示し、本明細書では数字100によって参照する。図示のように、研磨物品100は複数の層を含む。これらの層は、底部から頂部に向かって、裏材110、研磨層112、及びスーパーサイズコート122を含んでいる。研磨層112は、それ自体が多層構造であり、メイクコート116、研磨粒子114、及びサイズコート118を含む。これらの各層に関する技術的な詳細については、以下のセクションで説明する。
上述の研磨物品は、一般的に、上記の裏材110、210、310、410、510のうちのいずれかのような裏材を含む。裏材は、コーティングされた研磨物品を製造するための当該技術分野で公知の多くの材料のうちのいずれかから構成することができる。必ずしも限定されていないが、裏材は、少なくとも0.02ミリメートル、少なくとも0.03ミリメートル、0.05ミリメートル、0.07ミリメートル、又は0.1ミリメートルの厚さを有することができる。裏材は、最大5ミリメートル、最大4ミリメートル、最大2.5ミリメートル、最大1.5ミリメートル、又は最大0.4ミリメートルの厚さを有することができる。
最も広義での研磨層は、加工物を研磨する役割を果たす硬質鉱物を含有する層である。図1〜図4において、研磨層は、複数の硬化樹脂層に固着した複数の研磨粒子114を含むコーティング研磨フィルムである。研磨粒子114は、硬化性メイクコート116及びサイズコート118を含む一連のコーティング作業を実施することによって、裏材に接着結合される。メイクコート116には、研磨粒子114が少なくとも部分的に埋め込まれた硬化性ポリマー樹脂が含まれ、サイズコート118には、メイクコート116上に配置された硬化性ポリマー樹脂と同一又は異なる硬化性ポリマー樹脂が含まれるのが一般的である。
一般に、スーパーサイズコートは、研磨物品の最外側のコーティングであり、研磨作業中に加工物に直接接触する。スーパーサイズコートは、研磨粒子の周りの切屑の充填を低減し、研磨物品の全体的な切削性能を向上するように作用する組成物を有する。
「CLOISITE」、「MINERAL COLLOID」、「NANOFIL」、「GELWHITE」、及び「OPTIGEL」(例えば、「MINERAL COLLOID BP」、「CLOISITE NA+」、「NANOFIL 116」、及び「OPTIGEL CK」)の商品名でAltana AG(Wesel,Germany)から入手可能な粘土、並びに「VEEGUM」(例えば、「VEEGUM PRO」及び「VEEGUM F」)の商品名でR.T.Vanderbilt(Murray、KY)から入手可能な粘土、及び「NANOMER」の商品名でNanocor、Inc.(Hoffman Estates、IL)から入手可能な粘土、が挙げられる。ヘクトライト類の粘土の例としては、Altana AGから商品名「LAPONITE」で市販されている粘土が挙げられる。
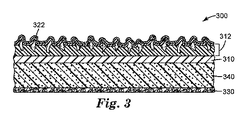
取付層は、研磨物品をサンディングブロック、電動工具、又は更に作業者の手に固定するのを助けるために、裏材に取り付けることができる。図2では、取付層230は、感圧性接着剤から成る。取付層は、機械的な保持機構をも用いることができる。図3では、取付層330は、スクリム又は不織布材料などの繊維材料で構成され、フック及びループ取り付けシステムの片方を形成する。他の片方は、例えば、サンディングブロック、又は電動工具の可動チャックに設けることができる。かかる取付システムは、摩耗したときに研磨物品を容易に交換することができるため、便利である。
実施形態1 複数の層を、裏材と、研磨層と、長鎖脂肪酸の金属塩を含みかつ該長鎖脂肪酸の金属塩の中に分散された粘土粒子を有するスーパーサイズコートと、の順序に備える、研磨物品。
℃: 摂氏度
cm: センチメートル
cm/s: センチメートル/秒
ctg.wt.: コーティング重量
g/m2: グラム/平方メートル
in/s: インチ/秒
Kg: キログラム
Kpa: キロパスカル
lb: ポンド
min: 分
mL: ミリリットル
psi: ポンド/平方インチ
rpm: 回転数/分
sec: 秒
wt%: 重量%
J−89: BASF Company(Ludwigshafen,Germany)から商品名「JONCRYL J89」で入手した水性非フィルム形成性スチレンアクリル乳濁液
J−1665: BASF Companyから商品名「JONCRYL J−1665」で入手
MMC−B: BYK−Chemie GmbH(Wesel、Germany)から商品名「BENTOLITE−L」で得られた天然のモンモリロナイト粘土
MMC−Na: BYK−Chemie GmbHから商品名「CLOISITE−Na+」で入手した天然のモンモリロナイト粘土
MMC−O: BYK−Chemie GmbHから商品名「OPTIGEL−WH」で入手した天然のモンモリロナイト粘土
ST−1: eChem Ltd(Leeds,United Kingdom)から商品名「EC994C」で入手した水性40.9重量%のステアリン酸亜鉛石鹸分散液
ST−2: eChem Ltd.から商品名「EC1696」で入手した水性39〜41重量%のステアリン酸亜鉛石鹸分散液
ST−3: Geospecialty Chemical Company(Harrion、New Jersey)から商品名「LOXANOL S233」で入手した水性ステアリン酸カルシウム分散液
ST−4: 水性40.9重量%のステアリン酸カルシウム/8重量%のスチレンアクリル樹脂石鹸分散液
CD−1
3.5部のMMC−Naを容器内で21℃の脱イオン水96.5部に添加し、Wheaton Industries、Inc.から入手したベンチトップローラを用いて均一に分散するまで48時間圧延した。
33.3部のMMC−Bを容器内で21℃の脱イオン水66.7部に添加し、ベンチトップローラを用いて均一に分散するまで48時間圧延した。
10.0部のMMC−Oを容器内で21℃の脱イオン水90.0部に添加し、ベンチトップローラを用いて均一に分散するまで48時間圧延した。
表1に記載の組成に従って、ステアリン酸塩分散液、脱イオン水、及び任意選択的にスチレンアクリルバインダ及び粘土分散液を容器に添加することによって、水性スーパーサイズ分散液を準備した。次に、組成物をWheaton Industries、Inc.から入手したベンチトップローラによって、21℃で48時間圧延することによって、均一に分散させた。

EX−P240: グレードP240コーティング研磨剤
EX−P600: グレードP600コーティング研磨剤
EX−P1200: グレードP1200コーティング研磨剤
次に、ループ取付材料をコーティング研磨材料の裏側に積層し、直径6インチ(15.24cm)又は直径150mmの平円形に変換した。
磨耗性能試験は、ACT Laboratories,Inc.(Hillsdale,MI)から入手した「NEXA OEM」タイプのクリアコートを有する18インチ×24インチ(45.7cm×61cm)の黒色塗装冷間ロール鋼試験板の上で行った。研磨は、ランダム軌道サンダーである、3M Companyのモデル「28701 ELITE RANDOM ORBITAL SANDER」を用いて行ったが、ライン圧力が90psi(620.5KPa)、5/16インチ(7.94mm)のストロークで動作させた。テストの目的のために、研磨ディスクを6インチ(15.2cm)のインターフェースパッドに取り付け、次にこれを6インチ(15.2cm)のバックアップパッドに取り付けた。双方とも、3M Companyから、商品名「HOOKIT INTERFACE PAD(部品番号05777)」と「HOOKIT BACKUP PAD(部品番号05551)」で市販されている。各研磨ディスクは、3分間(1分間が1期間)試験した。試験板を研磨の前後で秤量し、その質量の差が測定された切削量であり、1期間当たりのグラムとして報告された。2枚の研磨ディスクを「比較例及び実施例」ごとに試験した。
直径6インチ(15.24cm)の研磨ディスクを、3M Companyから入手した直径6インチ(15.24cm)の25ホールバックアップパッド(部品番号「05865」)に取り付けた。次に、このアセンブリをXYテーブル上に配置されたサーボ制御モータの二次元作用軸に取り付け、「Nexa OEM」クリアコーティングされた冷間ロール鋼試験板をテーブルに固定した。サーボ制御されたモータを7200rpmで運転し、EX−P1200グレードについては12ポンド(5.44kg)、EX−P600グレードについては15ポンド(6.80kg)の荷重で、研磨物品を板に対して2.5度の角度で押し付けた。次に、ツールを、板の幅に沿って20インチ/秒(50.8cm/s)の速度で移動させ、板の長さに沿って5インチ/秒(12.7cm/s)の速度で移動させるように設定した。各30秒のサイクルごとに、板の長さに沿って、かかる経路を7回行って完了した。EX−P1200のサンプルは1サイクルの試験を受け、EX−P600のサンプルは3サイクルの試験を受けた。板の質量を各サイクルの前後で測定して、各サイクルのグラム単位の合計質量損失、並びに3サイクルの終わりの累積質量損失を決定した。3枚の研磨ディスクを「比較例及び実施例」ごとに試験した。
スーパーサイズコーティング研磨シートのL*a*b*値を、Hunter Associates Laboratories、Inc.(Reston、Virginia)から入手したモデル「MiniScan EZ 4500L」分光光度計を使用して測定した。測定は、10°視野の観察者でD65光源下で行い、サンプル当たり4回の測定の平均として報告した。
ΔE*=√(L2 *−L1 *)2+(a2 *−a1 *)2+(b2 *−b1 *)2
1つの慣行では、約2.3のΔE*は、色のちょうど顕著な差に相当する。
スーパーサイズ分散液1〜6をEX−P1200の研磨シート上にスプレーコーティングし、21℃で2時間乾燥させて、不透明な乾燥スーパーサイズコーティング重量10g/m2を得た。次に、コーティングされた研磨シートをヒートガンによって約135℃に加熱し、スーパーサイズを不透明から透明に変化させた。続いて、サンプルを切削試験2に従って評価し、その結果を表2に示す。
スーパーサイズ分散液SSD−7、SSD−8、SSD−10及びSSD−11をEX−P600研磨シート上にスプレーコーティングし、実施例1に概説したように乾燥させ、乾燥コーティングのL*a*b*値を測定した。表3に示すように、スーパーサイズを施さないEX−P600研磨シート(比較例C)と比較したL*a*b*値の差は、CIELAB ΔE*値として報告された。
スーパーサイズ分散液SSD−7、SSD−8及びSSD−11を研磨シートEX−P240にスプレーコーティングし、21℃で2時間乾燥させ、切削試験1に従って評価した。結果を表4に報告する。
スーパーサイズ分散液SSD−7、SSD−8及びSSD−11を研磨シートEX−P600にスプレーコーティングし、21℃で2時間乾燥させ、切削試験2に従って評価した。結果を表5に報告する。
Claims (5)
- 複数の層を、
裏材と、
研磨層と、
長鎖脂肪酸の金属塩を含み、かつ、前記長鎖脂肪酸の金属塩の中に分散された粘土粒子を有するスーパーサイズコートと、
の順序に備え、
前記スーパーサイズコートがポリマーバインダを含まない、研磨物品。 - 前記研磨層は、
第1のポリマー樹脂と前記第1のポリマー樹脂に少なくとも部分的に埋め込まれた複数の研磨粒子とを含むメイクコートと、
前記メイクコート上に配置されており第2のポリマー樹脂を含むサイズコートと、
を含む、請求項1に記載の研磨物品。 - 前記研磨層は、正確に成形された複数の研磨複合材を含む、請求項1に記載の研磨物品。
- 前記粘土粒子は、層状ケイ酸塩を含む、請求項1〜3のいずれか一項に記載の研磨物品。
- 前記層状ケイ酸塩は、モンモリロナイトを含む、請求項4に記載の研磨物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562273050P | 2015-12-30 | 2015-12-30 | |
| US62/273,050 | 2015-12-30 | ||
| PCT/US2016/069141 WO2017117364A1 (en) | 2015-12-30 | 2016-12-29 | Abrasive articles and related methods |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019506304A JP2019506304A (ja) | 2019-03-07 |
| JP2019506304A5 JP2019506304A5 (ja) | 2020-02-13 |
| JP6895441B2 true JP6895441B2 (ja) | 2021-06-30 |
Family
ID=57851354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018534554A Active JP6895441B2 (ja) | 2015-12-30 | 2016-12-29 | 研磨物品及び関連する方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10759023B2 (ja) |
| EP (1) | EP3397426B1 (ja) |
| JP (1) | JP6895441B2 (ja) |
| CN (1) | CN108430699B (ja) |
| WO (1) | WO2017117364A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108473822B (zh) | 2015-12-30 | 2021-11-12 | 3M创新有限公司 | 双阶段结构粘结粘合剂 |
| US10688625B2 (en) | 2015-12-30 | 2020-06-23 | 3M Innovative Properties Company | Abrasive article |
| WO2019082148A1 (en) * | 2017-10-26 | 2019-05-02 | 3M Innovative Properties Company | SOFT ABRASIVE ARTICLE WITH IMAGE LAYER |
| DE102018220672A1 (de) * | 2018-11-30 | 2020-06-04 | Robert Bosch Gmbh | Verfahren zur Behandlung eines Schleifartikels sowie Schleifartikel |
Family Cites Families (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3619150A (en) * | 1969-09-22 | 1971-11-09 | Borden Co | Abrasive article and nonloading coating therefor |
| US3922464A (en) | 1972-05-26 | 1975-11-25 | Minnesota Mining & Mfg | Removable pressure-sensitive adhesive sheet material |
| JPS55127482A (en) | 1979-03-27 | 1980-10-02 | Kouyoushiya:Kk | Grainy abrasive composition used in dry barrel finishing |
| DE3516661A1 (de) | 1984-05-16 | 1985-11-21 | Merck Patent Gmbh, 6100 Darmstadt | Strahlungshaertbare kleber |
| DE3443221A1 (de) | 1984-11-27 | 1986-06-05 | ESPE Fabrik pharmazeutischer Präparate GmbH, 8031 Seefeld | Bisacylphosphinoxide, ihre herstellung und verwendung |
| US4642126A (en) | 1985-02-11 | 1987-02-10 | Norton Company | Coated abrasives with rapidly curable adhesives and controllable curvature |
| US4652274A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Coated abrasive product having radiation curable binder |
| US4645711A (en) | 1985-08-26 | 1987-02-24 | Minnesota Mining And Manufacturing Company | Removable pressure-sensitive adhesive tape |
| US5116676A (en) | 1987-04-15 | 1992-05-26 | Minnesota Mining And Manufacturing Company | Removable pressure-sensitive adhesive tape |
| US4988554A (en) | 1989-06-23 | 1991-01-29 | Minnesota Mining And Manufacturing Company | Abrasive article coated with a lithium salt of a fatty acid |
| US5108463B1 (en) * | 1989-08-21 | 1996-08-13 | Minnesota Mining & Mfg | Conductive coated abrasives |
| US5037453A (en) | 1989-09-13 | 1991-08-06 | Norton Company | Abrasive article |
| TW221061B (ja) | 1991-12-31 | 1994-02-11 | Minnesota Mining & Mfg | |
| US5342419A (en) * | 1992-12-31 | 1994-08-30 | Minnesota Mining And Manufacturing Company | Abrasive composites having a controlled rate of erosion, articles incorporating same, and methods of making and using same |
| US5453450A (en) | 1993-06-16 | 1995-09-26 | Minnesota Mining And Manufacturing Company | Stabilized curable adhesives |
| US5549962A (en) | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5804610A (en) | 1994-09-09 | 1998-09-08 | Minnesota Mining And Manufacturing Company | Methods of making packaged viscoelastic compositions |
| US5721289A (en) | 1994-11-04 | 1998-02-24 | Minnesota Mining And Manufacturing Company | Stable, low cure-temperature semi-structural pressure sensitive adhesive |
| US5663241A (en) | 1994-12-13 | 1997-09-02 | Minnesota Mining And Manufacturing Company | Removable pressure sensitive adhesive and article |
| JP4355367B2 (ja) | 1995-01-13 | 2009-10-28 | スリーエム カンパニー | コンポーネントをガラスへ接合するための方法および組成物 |
| US5702811A (en) | 1995-10-20 | 1997-12-30 | Ho; Kwok-Lun | High performance abrasive articles containing abrasive grains and nonabrasive composite grains |
| JP2808261B2 (ja) | 1995-10-31 | 1998-10-08 | 株式会社コバックス | 研磨シートおよびその製造方法 |
| US5700302A (en) | 1996-03-15 | 1997-12-23 | Minnesota Mining And Manufacturing Company | Radiation curable abrasive article with tie coat and method |
| US5704952A (en) | 1996-05-08 | 1998-01-06 | Minnesota Mining And Manufacturing Company | Abrasive article comprising an antiloading component |
| JP2777356B2 (ja) | 1996-11-15 | 1998-07-16 | 新東ブレーター株式会社 | 乾式バレル研磨用無機質メディア |
| US5833724A (en) | 1997-01-07 | 1998-11-10 | Norton Company | Structured abrasives with adhered functional powders |
| US6254954B1 (en) | 1997-02-28 | 2001-07-03 | 3M Innovative Properties Company | Pressure-sensitive adhesive tape |
| US5914299A (en) * | 1997-09-19 | 1999-06-22 | Minnesota Mining And Manufacturing Company | Abrasive articles including a polymeric additive |
| US6354929B1 (en) | 1998-02-19 | 2002-03-12 | 3M Innovative Properties Company | Abrasive article and method of grinding glass |
| US6077601A (en) | 1998-05-01 | 2000-06-20 | 3M Innovative Properties Company | Coated abrasive article |
| US6057382A (en) | 1998-05-01 | 2000-05-02 | 3M Innovative Properties Company | Epoxy/thermoplastic photocurable adhesive composition |
| US6187836B1 (en) | 1998-06-05 | 2001-02-13 | 3M Innovative Properties Company | Compositions featuring cationically active and free radically active functional groups, and methods for polymerizing such compositions |
| JP2000008025A (ja) | 1998-06-22 | 2000-01-11 | Cci Corp | 研磨剤 |
| US6372323B1 (en) | 1998-10-05 | 2002-04-16 | 3M Innovative Properties Company | Slip control article for wet and dry applications |
| US6835220B2 (en) | 2001-01-04 | 2004-12-28 | Saint-Gobain Abrasives Technology Company | Anti-loading treatments |
| US20020182955A1 (en) | 2001-03-29 | 2002-12-05 | Weglewski James T. | Structural bonding tapes and articles containing the same |
| GB0122153D0 (en) * | 2001-09-13 | 2001-10-31 | 3M Innovative Properties Co | Abrasive articles |
| US6786801B2 (en) | 2001-12-11 | 2004-09-07 | 3M Innovative Properties Company | Method for gasket removal |
| US6773474B2 (en) | 2002-04-19 | 2004-08-10 | 3M Innovative Properties Company | Coated abrasive article |
| US7713604B2 (en) | 2002-06-17 | 2010-05-11 | 3M Innovative Properties Company | Curable adhesive articles having topographical features therein |
| CN101115584B (zh) | 2004-12-30 | 2012-04-04 | 3M创新有限公司 | 磨料制品及其制造方法 |
| US8168711B2 (en) | 2007-11-05 | 2012-05-01 | BASF SE Ludwigshafen | Heat shielding additives |
| US20090155596A1 (en) | 2007-12-12 | 2009-06-18 | 3M Innovative Properties Company | Nozzle sealing composition and method |
| MX2011000753A (es) | 2008-07-22 | 2011-03-29 | Saint Gobain Abrasives Inc | Productos abrasivos recubiertos que contienen agregados. |
| US20100107509A1 (en) | 2008-11-04 | 2010-05-06 | Guiselin Olivier L | Coated abrasive article for polishing or lapping applications and system and method for producing the same. |
| CA2784905C (en) * | 2009-12-29 | 2014-12-16 | Saint-Gobain Abrasifs | Durable coated abrasive article |
| JP5570269B2 (ja) | 2010-03-29 | 2014-08-13 | リンテック株式会社 | 粘着シート |
| US8506752B2 (en) | 2011-04-11 | 2013-08-13 | Guardian Industries Corp. | Techniques for mounting brackets to glass substrates for automotive applications |
| JP2013018964A (ja) | 2011-06-17 | 2013-01-31 | Nitto Denko Corp | 粘着フィルム |
| JP6009812B2 (ja) | 2011-06-17 | 2016-10-19 | 日東電工株式会社 | 粘着フィルム |
| FR2983758B1 (fr) * | 2011-12-13 | 2015-11-27 | Saint Gobain Abrasives Inc | Composition resinique aqueuse pour articles abrasifs et articles resultants. |
| KR102103397B1 (ko) | 2012-04-13 | 2020-04-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 감압 접착 폼 및 그로부터의 물품 |
| JP6075978B2 (ja) | 2012-06-25 | 2017-02-08 | 日東電工株式会社 | 粘着フィルム |
| JP2016524520A (ja) | 2013-04-18 | 2016-08-18 | スリーエム イノベイティブ プロパティズ カンパニー | 埋められた粘土/ナノシリカ静電気散逸性コーティング |
| WO2014172332A1 (en) | 2013-04-18 | 2014-10-23 | 3M Innovative Properties Company | Nanosilica/clay compositions and coated articles, and methods of making the same |
| CN109503761B (zh) | 2013-11-05 | 2022-02-01 | 科思创(荷兰)有限公司 | 用于加成制造的稳定的基质填充的液体可辐射固化树脂组合物 |
| US9856976B2 (en) | 2014-09-03 | 2018-01-02 | Nissan Motor Co., Ltd. | Vehicle lock-up clutch control device |
| EP3012288A1 (en) | 2014-10-21 | 2016-04-27 | Nitto Denko Corporation | Pressure-sensitive adhesive film for laser beam cutting applications |
| WO2016073227A1 (en) | 2014-11-07 | 2016-05-12 | 3M Innovative Properties Company | Printed abrasive article |
| JP2017535441A (ja) | 2014-11-26 | 2017-11-30 | スリーエム イノベイティブ プロパティズ カンパニー | 把持材料を用いた研磨物品、アセンブリ、及び方法 |
| WO2016195970A1 (en) | 2015-06-04 | 2016-12-08 | 3M Innovative Properties Company | Uv curable epoxy/acrylate adhesive composition |
| KR20180015717A (ko) | 2015-06-04 | 2018-02-13 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 차량 유리에 기계설비를 접합하는 방법 |
| CN108473822B (zh) | 2015-12-30 | 2021-11-12 | 3M创新有限公司 | 双阶段结构粘结粘合剂 |
| EP3397490A1 (en) | 2015-12-30 | 2018-11-07 | 3M Innovative Properties Company | Infrared absorbing adhesive films and related methods |
| US10688625B2 (en) | 2015-12-30 | 2020-06-23 | 3M Innovative Properties Company | Abrasive article |
-
2016
- 2016-12-29 WO PCT/US2016/069141 patent/WO2017117364A1/en active Application Filing
- 2016-12-29 US US16/066,536 patent/US10759023B2/en active Active
- 2016-12-29 EP EP16829045.0A patent/EP3397426B1/en active Active
- 2016-12-29 JP JP2018534554A patent/JP6895441B2/ja active Active
- 2016-12-29 CN CN201680077387.8A patent/CN108430699B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019506304A (ja) | 2019-03-07 |
| EP3397426B1 (en) | 2021-06-23 |
| WO2017117364A1 (en) | 2017-07-06 |
| CN108430699B (zh) | 2023-06-23 |
| EP3397426A1 (en) | 2018-11-07 |
| US20190015950A1 (en) | 2019-01-17 |
| CN108430699A (zh) | 2018-08-21 |
| US10759023B2 (en) | 2020-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6895442B2 (ja) | 研磨物品 | |
| JP6895441B2 (ja) | 研磨物品及び関連する方法 | |
| EP3759191B1 (en) | Shaped siliceous abrasive agglomerate with shaped abrasive particles, abrasive articles, and related methods | |
| EP3532246B1 (en) | Shaped vitrified abrasive agglomerate with shaped abrasive particles, abrasive articles, and related methods | |
| AU724347B2 (en) | Structured abrasives with adhered functional powders | |
| WO2018063902A1 (en) | Open coat abrasive article and method of abrading | |
| CA2867350C (en) | Abrasive products and methods for finishing surfaces | |
| EP3442749B1 (en) | Abrasive article and method of making an abrasive article | |
| WO2017180468A1 (en) | Abrasive article | |
| TW200305638A (en) | Anti-loading treatments | |
| CN100357063C (zh) | 磨料及其形成方法 | |
| US11358254B2 (en) | Abrasive article | |
| EP3768795A1 (en) | Structured abrasives containing polishing materials for use in the home | |
| WO2024069578A1 (en) | Supersize coating composition, abrasive article, and method of making abrasive article | |
| KR20000010854A (ko) | 안티로딩 성분을 포함하는 연마 용품 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20191206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191224 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191224 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20191216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210511 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210607 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6895441 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |