JP6892302B2 - アーク溶接方法 - Google Patents
アーク溶接方法 Download PDFInfo
- Publication number
- JP6892302B2 JP6892302B2 JP2017063694A JP2017063694A JP6892302B2 JP 6892302 B2 JP6892302 B2 JP 6892302B2 JP 2017063694 A JP2017063694 A JP 2017063694A JP 2017063694 A JP2017063694 A JP 2017063694A JP 6892302 B2 JP6892302 B2 JP 6892302B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- mass
- welding
- welding method
- slag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Arc Welding In General (AREA)
Description
また、本発明のアーク溶接方法の好ましい一態様において、溶接ワイヤは、質量%で、さらにMo:0.1%以上2.0%以下を含有してもよい。
また、本発明のアーク溶接方法の好ましい一態様において、溶接ワイヤは、質量%で、さらにCu:0.4%以下を含有してもよい。
また、本発明のアーク溶接方法の好ましい一態様において、ベース電流を80A以上180A以下として溶接を行ってもよい。
また、本発明のアーク溶接方法の好ましい一態様において、パルス電流のDuty比を0.2以上0.6以下として溶接を行ってもよい。
まず、以下においては、本発明の実施形態に係る溶接方法に用いられる溶接ワイヤ(以下、本発明の実施形態に係るワイヤ、又は、単にワイヤともいう)の各元素の含有量を限定した理由について説明する。なお、これら各元素の含有量は、ワイヤ全質量に対する含有量である。また、本明細書において、質量を基準とする百分率(質量%)は、重量を基準とする百分率(重量%)と同義である。
Cは、強度を向上させる元素である。本発明の実施形態に係るワイヤにおいては、Cは含有されていればよく、すなわちCの含有量は0%超であればよいが、上記効果をより良好に奏するためには、0.02質量%以上であることが好ましく、0.04質量%以上であることがより好ましい。
また、Cの含有量の上限は特に限定されないが、スパッタの低減や高温割れなどを抑制する観点から、Cの含有量は、0.15質量%以下が好ましく、0.10質量%以下がより好ましい。
Siは、有効な脱酸剤であり、溶接金属の脱酸においては不可欠な元素である。Siの含有量が0.2質量%未満であると脱酸効果が損なわれ、表面張力が低下し、ピットやブローホールといった気孔欠陥が発生しやすくなる。また、スラグ凝集性が低下する。さらには、ビード外観が劣化する。したがって、Siの含有量は0.2質量%以上とし、好ましくは0.3質量%以上、より好ましくは0.5質量%以上とする。
一方、Siは、含有量が低くなるほどワイヤの電気抵抗が低くなるという特徴を持ち、ワイヤの電気抵抗が低くなるほどワイヤは溶融し難くなる(電気抵抗熱が低くなる)ため、必要な溶接電流は大きくなり、その結果、アーク力が高くなることにより、ピット、ブローホール等の気孔欠陥を抑制することができる。また、Siの含有量が1.1質量%を超えるとビード表面に発生するスラグ量が多くなってしまい、スラグ凝集性も低下する。したがって、Siの含有量は1.1質量%以下とし、好ましくは1.0質量%以下、より好ましくは0.9質量%以下とする。
Mnは、Siと同じく有効な脱酸剤であり、Sと結合し易い元素である。Mnの含有量が0.2質量%未満であると、脱酸、脱硫効果が損なわれ、表面張力が低下し、ピットやブローホールといった気孔欠陥が発生しやすくなる。また、スラグ凝集性が低下する。したがって、Mnの含有量は0.2質量%以上とし、好ましくは0.3質量%以上、より好ましくは0.5質量%以上とする。
一方、Mnの含有量が1.4質量%を超えると、ビード表面に剥離し難い薄い酸化膜を発生させてしまう。また、スラグ凝集性が低下する。したがって、Mnの含有量は1.4質量%以下とし、好ましくは1.3質量%以下、より好ましくは1.1質量%以下とする。
Sは、スラグの凝集に寄与する元素であるが、0.010質量%未満では、その効果が得られないため、Sの含有量は0.010質量%以上とし、好ましくは0.020質量%以上とする。
一方、Sの含有量が0.050質量%を超えると、溶融池表面の流れが大きく変化し、スラグがアーク直下近傍まで接近して大きく振動する結果、凝集効果が低下してしまう。したがって、Sの含有量は0.050質量%以下とし、好ましくは0.040質量%以下とする。
Alは、スラグの凝集に寄与する元素である。本発明の実施形態に係るワイヤにおいて、Alの添加は必須ではないが、Alの含有量が0.1質量%未満では、スラグの凝集効果が得られにくいため、Alを添加する場合にはその含有量を0.1質量%以上とすることが好ましく、0.2質量%以上とすることがより好ましい。
一方、Alの含有量が0.5質量%を超えると、溶滴離脱が不安定となり、溶融池の振動が乱れ、スパッタが多発する結果、スラグ凝集効果が低下するおそれがある。したがって、Alを添加する場合には、その含有量を0.5質量%以下することが好ましく、0.4質量%以下とすることがより好ましい。
Moは強度の向上に寄与する元素である。本発明の実施形態に係るワイヤにおいて、Moの添加は必須ではないが、かかる効果を良好に発揮するために、Moを添加する場合にはその含有量を0.1質量%以上とすることが好ましく、0.3質量%以上とすることがより好ましい。
一方、Moは、2.0質量%を超えると高温においてFeと金属間化合物を形成するため効果は飽和する。したがって、Moを添加する場合には、その含有量を2.0質量%以下することが好ましく、1.5質量%以下とすることがより好ましい。
Cuは、通電性、耐錆性の向上に効果がある元素である。Cuを含有する場合、その含有量の下限値は特に限定されるものではないが、かかる効果をより良好に得るためには、0.1質量%以上含有することが好ましい。また、高温割れの発生を抑制する観点から、Cuの含有量は、0.4質量%以下であることが好ましい。なお、本実施形態のワイヤには、所望によりCuめっきを施す場合がある。ここで、Cuは、ワイヤの母材に含まれるものと、Cuめっき分とを合計した値とする。
本発明の実施形態において、ワイヤの直径は特に限定されるものではなく、通常適用される範囲から適宜選択すればよい。ワイヤの直径は、例えば0.8mm〜1.4mmである。
本発明の実施形態に係る溶接方法に用いられるシールドガスは、Arを含有していればよく、Arのみからなっていてもよい。あるいは、Arに加えて、CO2やO2などを含有していてもよく、例えば、5〜30体積%程度のCO2ないしO2と、残部がArであるシールドガスを用いてもよい。なお、シールドガスには、不可避不純物としてのN2、H2等も含有され得る。
ここで、シールドガス中のArの含有割合が高いほど、スラグ量が減少することから、シールドガス中のArの含有割合は高い方が望ましい。かかる観点より、Arの含有割合は70体積%以上であることが好ましく、80体積%以上であることがより好ましい。一方、上記したように、シールドガスはArのみからなっていてもよい(すなわち、Arの含有割合が100体積%であってもよい)が、例えばArの含有割合を70体積%以下としてもよい。
つづいて、本発明の実施形態に係る溶接方法における、パルス制御条件について説明する。
(電圧パルス幅:1.5ms以上10ms以下)
本発明の実施形態に係る溶接方法においては、パルス制御方式でアーク溶接するにあたり、電圧パルス周波数(以下、単にパルス周波数ともいう)が50Hz以上200Hz以下となり、かつ、電圧パルス幅(以下、単にパルス幅ともいう)が1.5ms以上10ms以下となるようにパルスを制御する。
本発明者らは、鋭意検討の結果、溶融金属の固有振動数は数十Hz程度であり、溶滴の固有振動数に合わせるようにパルスの周波数及び幅を適切な範囲に制御することにより、溶融池の振動が最適となり、溶融池表面の湯流れがスラグを巻き込むように変化し、スラグ凝集性を良好なものにすることが出来ることを見出した。
パルス周波数が200Hzを超え、及び/又は、パルス幅が1.5ms未満であると、ピーク期間でのアークによる溶融池の押し下げ効果が低減し、十分な溶融池の振幅を得ることができなくなり、良好なスラグ凝集性を得ることが困難となってしまう。したがって、パルス周波数は200Hz以下とし、パルス幅は1.5ms以上とする。パルス周波数は、好ましくは180Hz以下であり、より好ましくは150Hz以下である。また、パルス幅は、好ましくは3ms以上であり、より好ましくは5ms以上である。
他方、パルス周波数が50Hz未満であり、及び/又は、パルス幅が10msを超えると、ピーク期間が長くなり、溶滴の形成が過大となるため、溶滴移行が不安定となる結果、溶融池の振動が乱れてしまい、良好なスラグ凝集性を得ることが困難となってしまう。さらには、スパッタが発生しやすくなるとともに、ビード外観が悪化してしまう。したがって、パルス周波数は50Hz以上とし、パルス幅は10ms以下とする。パルス周波数は、好ましくは55Hz以上であり、より好ましくは60Hz以上である。また、パルス幅は、好ましくは9ms以下であり、より好ましくは8ms以下である。
ピーク電流期間では、溶滴が形成されると同時に、アーク力により溶融池が押し下げられる。ここで、本発明の実施形態に係る溶接方法において、ピーク電流は特に限定されるものではないが、以下の観点からは、380A以上490A以下とすることが好ましい。すなわち、ピーク電流が380A未満では、溶融池を押し下げるのに十分なアーク力を得ることができなくなるおそれがある。したがって、ピーク電流は380A以上が好ましく、400A以上がより好ましく、410A以上がさらに好ましい。
他方、ピーク電流が490Aを超えると、溶滴の形成が過大となり、不規則に溶融池と短絡し、規則的に溶融池を振動させることが出来なくなるおそれがある。また、アーク力が過大となり、スラグを溶接進行方向に対して後方に押し下げる対流の流れが強くなりすぎるおそれがある。その結果、スラグの凝集が阻害されるおそれがある。したがって、ピーク電流は490A以下が好ましく、480A以下がより好ましく、460A以下がさらに好ましい。
ベース電流期間では、アーク力を下げることで、ピーク電流で形成した溶滴を離脱させやすくする。ここで、本発明の実施形態に係る溶接方法において、ベース電流は特に限定されるものではないが、以下の観点からは、80A以上180A以下とすることが好ましい。すなわち、ベース電流が80A未満では、実行電流の範囲が大きく制限されてしまうおそれがある。したがって、ベース電流は80A以上が好ましく、90A以上がより好ましく、100A以上がさらに好ましい。
他方、ベース電流が180Aを超えると、入熱量が過大となり、薄板を溶接する際に溶落ちが発生しやすくなるおそれがある。したがって、ベース電流は180A以下が好ましく、160A以下がより好ましく、150A以下がさらに好ましい。
また、本発明の実施形態に係る溶接方法において、パルス電流のDuty比は特に限定されるものではないが、以下の観点からは、0.2〜0.6であることが好ましい。すなわち、Duty比が0.2未満であると、ピーク電流期間がベース電流期間に比べて短くなりすぎ、アークによる溶融池の押し下げ効果が十分に得られず、溶融池を十分に振動させることが出来なくなる結果、スラグ凝集効果が低下するおそれがある。したがって、パルス電流のDuty比は0.2以上が好ましく、0.3以上がより好ましい。
他方、Duty比が0.6を超えると、ピーク電流期間に短絡が頻発し、スパッタが多発して、溶融池の振動が不規則になりやすくなる結果、スラグ凝集効果が低下するおそれがある。したがって、パルス電流のDuty比は0.6以下が好ましく、より好ましく0.5以下である。
本発明の実施形態に係る溶接方法において溶接対象となる母材は、鋼板であればよく、鋼板の組成、板厚等については特に限定されないが、たとえば板厚0.6mm以上5.0mm以下の薄鋼板などにも適用可能である。また、鋼種としては、例えば軟鋼であってもよく、590MPa級までの高張力鋼などであってもよい。なお、母材の表面には亜鉛めっきやアルミめっき等の各種めっき処理が施されてもよい。
また、本発明の実施形態に係る溶接方法における、溶接速度、溶接姿勢等の各溶接条件は特に限定されず、アーク溶接方法において適用し得る範囲で適宜調整すればよい。
溶接速度としては、例えば70cm/min以上である。本発明の実施形態に係る溶接方法によれば、溶接速度を速くしても、良好なスラグ凝集性で溶接を実施できる。
(1)鋼板
縦200mm×横60mm×厚み3.2mmの鋼板を使用した。なお、鋼板の鋼種は、SPHC590である。
(2)溶接姿勢
水平重ねすみ肉溶溶接を実施した。
(3)シールドガス
表1の例1〜28及び30〜31においては、シールドガスとして、Ar+20体積%CO2を使用した。
また、表1の例29においては、シールドガスとして100体積%CO2を使用した。
(4)パルス制御条件
パルス周波数(Hz)、パルス幅(ms)、ピーク電流(A)、ベース電流(A)、Duty比を表1に示される条件に制御しながら、溶接を実施した。
(5)溶接速度及び溶接長
溶接速度は100cm/minとした。また、溶接長:150mmまで溶接を実施した。
溶接長150mmで、ビード表面のスラグを目視により観察し、表面のスラグを収集し、スラグ全量のうち、クレータ部近傍に存在(凝集)しているスラグの割合(重量%)を求め、表1の「スラグ凝集割合(重量%)」の欄に記載した。ここで、クレータ部近傍に存在(凝集)しているスラグの割合が60重量%以上であれば、スラグ凝集性が良好であると評価できる。なお、クレータ部近傍に存在(凝集)しているスラグの割合が60重量%未満であり、スラグ凝集性が不良であった例については、表1の「スラグ凝集割合(重量%)」の欄において、結果を「×」と記載し、当該割合の記載は省略している。
また、各例で得られた溶接ビードの外観を、下記の基準で評価した。
◎:表面の凹凸が少なく、滑らかなビード外観である
○:アンダーカット等が発生せず、健全なビード外観である
×:ビード際の不整および表面の凹凸等が発生し、ビード外観が不良である
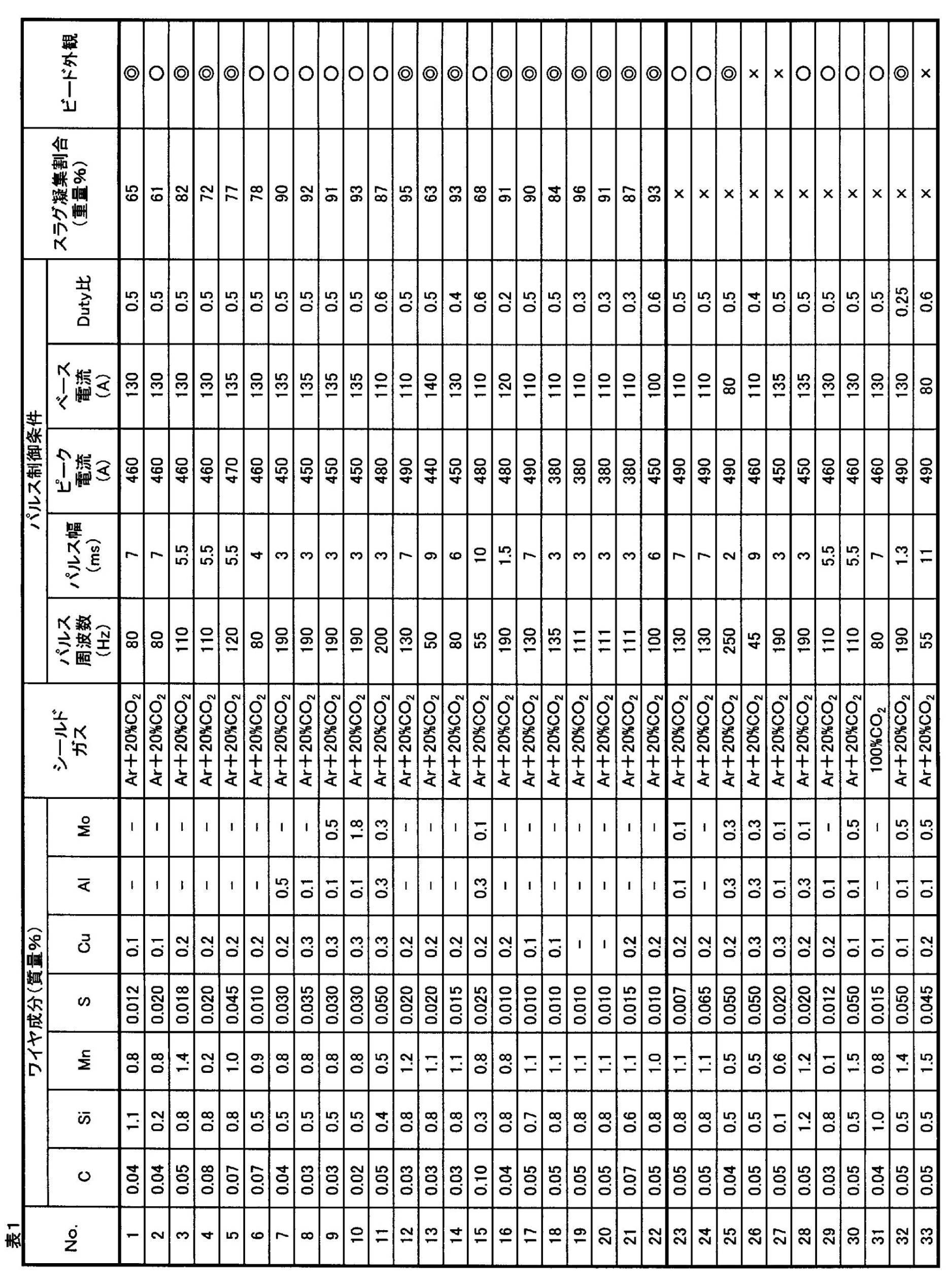
例25では、パルス周波数が大きすぎたため、スラグ凝集性が劣化した。また、例26では、パルス周波数が小さすぎたため、スラグ凝集性が劣化し、ビード外観も不良であった。
例27では、ワイヤ中のSi含有量が少なすぎたため、スラグ凝集性が劣化し、ビード外観も不良であった。また、例28では、ワイヤ中のSi含有量が多すぎたため、スラグ凝集性が劣化した。
例29では、ワイヤ中のMn含有量が少なすぎたため、また、例30では、ワイヤ中のMn含有量が多すぎたため、スラグ凝集性が劣化した。
例31では、シールドガスとしてArを含有しない100%CO2ガスを用いたため、スラグ凝集性が劣化した。
例32では、パルス幅が小さすぎたため、スラグ凝集性が劣化した。また、例33では、パルス幅が大きすぎ、また、ワイヤ中のMn含有量が多すぎたため、スラグ凝集性が劣化し、ビード外観も不良であった。
Claims (7)
- 鋼板をパルス制御方式でアーク溶接するアーク溶接方法であって、
Cを含有するとともに、
質量%で、
Si:0.2%以上1.1%以下、
Mn:0.2%以上1.4%以下、及び
S:0.010%以上0.050%以下を含有し、
残部がFeおよび不可避的不純物からなる溶接ワイヤと、
Arを含むガスと、を用いて、
電圧パルス周波数を50Hz以上200Hz以下とし、
電圧パルス幅を1.5ms以上10ms以下とし、
パルス電流のDuty比を0.2以上0.6以下として溶接を行うアーク溶接方法。 - 前記溶接ワイヤが、質量%で、さらに
Al:0.1%以上0.5%以下
を含有する、請求項1に記載のアーク溶接方法。 - 前記溶接ワイヤが、質量%で、さらに
Mo:0.1%以上2.0%以下
を含有する、請求項1または2に記載のアーク溶接方法。 - 前記溶接ワイヤが、質量%で、さらに
Cu:0.4%以下
を含有する、請求項1〜3のいずれか1項に記載のアーク溶接方法。 - ピーク電流を380A以上490A以下として溶接を行う、請求項1〜4のいずれか1項に記載のアーク溶接方法。
- ベース電流を80A以上180A以下として溶接を行う、請求項1〜5のいずれか1項に記載のアーク溶接方法。
- 前記鋼板の板厚は、0.6mm以上5mm以下である、請求項1〜6のいずれか1項に記載のアーク溶接方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017063694A JP6892302B2 (ja) | 2017-03-28 | 2017-03-28 | アーク溶接方法 |
| US16/489,371 US20190375038A1 (en) | 2017-03-02 | 2018-03-02 | Arc welding method |
| CN201880014586.3A CN110402177B (zh) | 2017-03-02 | 2018-03-02 | 电弧焊方法 |
| PCT/JP2018/008165 WO2018159844A1 (ja) | 2017-03-02 | 2018-03-02 | アーク溶接方法 |
| MX2019010305A MX2019010305A (es) | 2017-03-02 | 2018-03-02 | Procedimiento de soldeo por arco. |
| US17/358,492 US20210316386A1 (en) | 2017-03-02 | 2021-06-25 | Arc welding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017063694A JP6892302B2 (ja) | 2017-03-28 | 2017-03-28 | アーク溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018164935A JP2018164935A (ja) | 2018-10-25 |
| JP6892302B2 true JP6892302B2 (ja) | 2021-06-23 |
Family
ID=63922405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017063694A Active JP6892302B2 (ja) | 2017-03-02 | 2017-03-28 | アーク溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6892302B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114789285B (zh) * | 2022-04-22 | 2023-12-05 | 深圳市爱达思技术有限公司 | 焊接波形生成方法、装置、设备及存储介质 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3523917B2 (ja) * | 1994-09-29 | 2004-04-26 | 大同特殊鋼株式会社 | ガスシールドアーク溶接方法 |
| JP2002239725A (ja) * | 2001-02-13 | 2002-08-28 | Kawasaki Steel Corp | 鋼板のガスシールドアーク溶接方法 |
| WO2013132550A1 (ja) * | 2012-03-07 | 2013-09-12 | パナソニック株式会社 | 溶接方法 |
| EP2952288B1 (en) * | 2013-01-31 | 2018-09-05 | Nippon Steel & Sumitomo Metal Corporation | Flux cored wire, welding method using flux cored wire, method for producing welded joint using flux cored wire, and welded joint |
| JP6795290B2 (ja) * | 2015-07-31 | 2020-12-02 | 株式会社神戸製鋼所 | ガスシールドアーク溶接方法 |
-
2017
- 2017-03-28 JP JP2017063694A patent/JP6892302B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018164935A (ja) | 2018-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101764519B1 (ko) | 가스 실드 아크 용접용 솔리드 와이어, 가스 실드 아크 용접 금속, 용접 조인트, 용접 부재, 용접 방법 및 용접 조인트의 제조 방법 | |
| KR101849058B1 (ko) | Zn계 도금 강판의 아크 용접 방법 및 아크 용접 이음매 | |
| JP5980128B2 (ja) | アーク溶接構造部材の製造法 | |
| JP6800770B2 (ja) | 薄鋼板のパルスmag溶接方法 | |
| EP3330031B1 (en) | Method for welding zinc plated steel plate | |
| JP2012081514A (ja) | 亜鉛めっき鋼板の隅肉アーク溶接方法 | |
| JP7060159B2 (ja) | Mig溶接方法 | |
| CN115916446B (zh) | 电弧焊方法 | |
| JP6892302B2 (ja) | アーク溶接方法 | |
| JP6892305B2 (ja) | アーク溶接方法 | |
| CN110402177B (zh) | 电弧焊方法 | |
| JP6412817B2 (ja) | 亜鉛めっき鋼板の溶接方法 | |
| JP6709177B2 (ja) | 薄鋼板のパルスmag溶接方法 | |
| JP2528341B2 (ja) | ガスシ―ルドア―ク溶接用ソリッドワイヤ | |
| JP5037369B2 (ja) | パルスmag溶接用ソリッドワイヤ | |
| JP2015136720A (ja) | 2電極水平すみ肉ガスシールドアーク溶接方法 | |
| JP7541650B2 (ja) | 正極性mag溶接用ワイヤおよびそれを用いた正極性mag溶接方法 | |
| US20210316386A1 (en) | Arc welding method | |
| JP2001353592A (ja) | 炭酸ガスシールドアーク溶接用鋼ワイヤ | |
| KR20180076460A (ko) | 슬래그가 저감된 솔리드 와이어 | |
| KR101989308B1 (ko) | 슬래그가 저감된 솔리드 와이어 | |
| JP6676552B2 (ja) | 高強度薄鋼板のmag溶接用ワイヤ及びこれを使用したパルスmag溶接方法 | |
| JP2005046878A (ja) | 炭酸ガスシールドアーク溶接用鋼ワイヤおよびそれを用いた溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210518 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210527 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6892302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |