JP6879917B2 - 様々な光沢度を持つ耐磨耗層を製造する方法 - Google Patents
様々な光沢度を持つ耐磨耗層を製造する方法 Download PDFInfo
- Publication number
- JP6879917B2 JP6879917B2 JP2017536318A JP2017536318A JP6879917B2 JP 6879917 B2 JP6879917 B2 JP 6879917B2 JP 2017536318 A JP2017536318 A JP 2017536318A JP 2017536318 A JP2017536318 A JP 2017536318A JP 6879917 B2 JP6879917 B2 JP 6879917B2
- Authority
- JP
- Japan
- Prior art keywords
- wear
- resistant layer
- abrasion
- resistant
- glossiness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005299 abrasion Methods 0.000 title claims description 341
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 239000002245 particle Substances 0.000 claims description 297
- 239000011888 foil Substances 0.000 claims description 100
- 230000003678 scratch resistant effect Effects 0.000 claims description 95
- 239000012815 thermoplastic material Substances 0.000 claims description 86
- 239000004566 building material Substances 0.000 claims description 83
- 238000003825 pressing Methods 0.000 claims description 81
- -1 polyethylene terephthalate Polymers 0.000 claims description 65
- 239000000463 material Substances 0.000 claims description 60
- 238000000034 method Methods 0.000 claims description 56
- 239000004814 polyurethane Substances 0.000 claims description 43
- 239000004800 polyvinyl chloride Substances 0.000 claims description 40
- 239000004698 Polyethylene Substances 0.000 claims description 37
- 229920000573 polyethylene Polymers 0.000 claims description 37
- 229920002635 polyurethane Polymers 0.000 claims description 30
- 229920002689 polyvinyl acetate Polymers 0.000 claims description 25
- 239000011118 polyvinyl acetate Substances 0.000 claims description 25
- 239000004743 Polypropylene Substances 0.000 claims description 24
- 229920003020 cross-linked polyethylene Polymers 0.000 claims description 24
- 239000004703 cross-linked polyethylene Substances 0.000 claims description 24
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 claims description 24
- 229920001707 polybutylene terephthalate Polymers 0.000 claims description 24
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 24
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 24
- 229920001155 polypropylene Polymers 0.000 claims description 24
- 238000004049 embossing Methods 0.000 claims description 23
- 229910052751 metal Inorganic materials 0.000 claims description 21
- 239000002184 metal Substances 0.000 claims description 21
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 claims description 15
- 239000004793 Polystyrene Substances 0.000 claims description 13
- 239000004433 Thermoplastic polyurethane Substances 0.000 claims description 13
- 239000000758 substrate Substances 0.000 claims description 13
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 13
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 12
- 229920000058 polyacrylate Polymers 0.000 claims description 12
- 239000004417 polycarbonate Substances 0.000 claims description 12
- 229920000515 polycarbonate Polymers 0.000 claims description 12
- 229920000728 polyester Polymers 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 7
- 239000010410 layer Substances 0.000 description 549
- 238000000576 coating method Methods 0.000 description 51
- 239000011248 coating agent Substances 0.000 description 46
- 229920001169 thermoplastic Polymers 0.000 description 42
- 239000004416 thermosoftening plastic Substances 0.000 description 42
- 229920000915 polyvinyl chloride Polymers 0.000 description 28
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 24
- 229920000554 ionomer Polymers 0.000 description 18
- 239000000843 powder Substances 0.000 description 17
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 16
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 125000001931 aliphatic group Chemical group 0.000 description 13
- 229910000831 Steel Inorganic materials 0.000 description 11
- 239000010959 steel Substances 0.000 description 11
- 229920001187 thermosetting polymer Polymers 0.000 description 11
- 238000007639 printing Methods 0.000 description 10
- 230000008901 benefit Effects 0.000 description 9
- 238000005498 polishing Methods 0.000 description 9
- 239000000377 silicon dioxide Substances 0.000 description 9
- 125000003118 aryl group Chemical group 0.000 description 8
- 238000005266 casting Methods 0.000 description 8
- 239000012943 hotmelt Substances 0.000 description 8
- 239000011324 bead Substances 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 6
- 239000011521 glass Substances 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 239000000049 pigment Substances 0.000 description 5
- 239000006061 abrasive grain Substances 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000005422 blasting Methods 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920002223 polystyrene Polymers 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 229910010271 silicon carbide Inorganic materials 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 210000002105 tongue Anatomy 0.000 description 4
- 238000002834 transmittance Methods 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- 230000008719 thickening Effects 0.000 description 3
- 239000002023 wood Substances 0.000 description 3
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 2
- 229920001587 Wood-plastic composite Polymers 0.000 description 2
- 239000007799 cork Substances 0.000 description 2
- 239000007822 coupling agent Substances 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000013536 elastomeric material Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 239000002105 nanoparticle Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 239000011527 polyurethane coating Substances 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 230000009993 protective function Effects 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- 229910000077 silane Inorganic materials 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 239000013589 supplement Substances 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 239000011155 wood-plastic composite Substances 0.000 description 2
- 239000003082 abrasive agent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 238000007757 hot melt coating Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/10—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products
- E04C2/24—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products laminated and composed of materials covered by two or more of groups E04C2/12, E04C2/16, E04C2/20
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0057—Producing floor coverings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
- B44C5/0469—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper
- B44C5/0476—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper with abrasion resistant properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/04—Making preforms by assembling preformed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/062—Press plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B5/00—Presses characterised by the use of pressing means other than those mentioned in the preceding groups
- B30B5/04—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/24—Pressing or stamping ornamental designs on surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
- B44F1/02—Designs or pictures characterised by special or unusual light effects produced by reflected light, e.g. matt surfaces, lustrous surfaces
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C2059/027—Grinding; Polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C2059/028—Incorporating particles by impact in the surface, e.g. using fluid jets or explosive forces to implant particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0067—Using separating agents during or after moulding; Applying separating agents on preforms or articles, e.g. to prevent sticking to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/002—Combinations of extrusion moulding with other shaping operations combined with surface shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/17—Articles comprising two or more components, e.g. co-extruded layers the components having different colours
- B29C48/175—Articles comprising two or more components, e.g. co-extruded layers the components having different colours comprising a multi-coloured single component, e.g. striated, marbled or wood-like patterned
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
- B29C59/046—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts for layered or coated substantially flat surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
- B29K2105/256—Sheets, plates, blanks or films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/10—Building elements, e.g. bricks, blocks, tiles, panels, posts, beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/722—Decorative or ornamental articles
Description
[例2]
[例4]
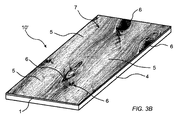
2 基材
3 装飾層
4 コア
11 プレス装置
12 コンベア
Claims (33)
- 様々な光沢度を持つ耐磨耗層(1)を製造する方法において、
熱可塑性材料を含み、かつ実質的に透明で、更に、前記熱可塑性材料中に混入された耐磨耗性粒子及び/又は耐擦傷性粒子を含む、耐磨耗層(1)を提供する工程と、プレス後に前記耐磨耗層が光沢度の異なる部分(5、6)を得るように、光沢度が異なる部分を持つプレス装置(11)に対して前記耐磨耗層(1)を押し付ける工程とを含む、方法。 - 前記耐磨耗性粒子及び/又は耐擦傷性粒子は、前記耐磨耗層(1)に実質的に封入されている、請求項1に記載の方法。
- 前記耐磨耗性粒子及び/又は耐擦傷性粒子の平均粒径は、200μmよりも小さい、請求項1又は2に記載の方法。
- 前記熱可塑性材料は、熱可塑性ポリウレタン(PU)を含む、請求項1乃至3のうちのいずれか一項に記載の方法。
- 前記熱可塑性材料は、ポリ塩化ビニル(PVC)、ポリエチレンテレフタレート(PET)、ポリビニルブチラール(PVB)、ポリブチレンテレフタレート(PBT)、架橋ポリエチレン(PEX)、ポリエチレン(PE)、ポリエステル、ポリスチレン(PS)、ポリプロピレン(PP)、ポリカーボネート(PC)、ポリビニルアセテート(PVAc)、エチレンビニルアセテート(EVA)、ポリアクリレート、メタクリレート、及び/又はこれらの組み合わせを含む、請求項1乃至3のうちのいずれか一項に記載の方法。
- 前記プレス装置(11)は金属面を含み、前記光沢度が異なる部分は前記金属面に形成されている、請求項1乃至5のうちのいずれか一項に記載の方法。
- 前記プレス装置(11)は、プレスシリンダ、プレスベルト、又はプレスプレートのいずれかを含み、前記プレス装置が含む前記プレスシリンダ、プレスベルト、又はプレスプレートのいずれかのうちの前記耐磨耗層と直接、接する部分は、前記光沢度が異なる部分を有する、請求項1乃至6のうちのいずれか一項に記載の方法。
- 前記プレス装置(11)は構造体ホイルを含み、前記構造体ホイルは、前記光沢度が異なる部分を有する、請求項1乃至5のうちのいずれか一項に記載の方法。
- 前記異なる前記光沢度は、最大深さが30μmの部分(5、6)を含む前記耐磨耗層(1)の微小構造によって形成される、請求項1乃至8のうちのいずれか一項に記載の方法。
- エンボス部分を前記耐磨耗層(1)に形成する工程を更に含む、請求項1乃至9のうちのいずれか一項に記載の方法。
- プレス前に前記耐磨耗層(1)を基材(2)に設ける工程を更に含む、請求項1乃至10のうちのいずれか一項に記載の方法。
- 前記基材(2)は熱可塑性材料を含む、請求項11に記載の方法。
- 建材パネル(10、10’、10’’)を製造する方法において、
基材(2)を提供する工程と、
熱可塑性材料を含み、かつ実質的に透明で、更に、前記熱可塑性材料中に混入された耐磨耗性粒子及び/又は耐擦傷性粒子を含む、耐磨耗層(1)を前記基材(2)に設ける工程と、 前記基材(2)及び前記耐磨耗層(1)を互いにプレスし、これによって前記建材パネル(10、10’、10’’)を形成する工程とを含み、
プレス後に前記耐磨耗層(1)が光沢度が異なる部分(5、6)を得るように、光沢度が異なる部分を持つプレス装置(11)に前記耐磨耗層(1)を押し付ける、方法。 - 前記耐磨耗性粒子及び/又は耐擦傷性粒子は、前記耐磨耗層(1)に実質的に封入されている、請求項13に記載の方法。
- 前記耐磨耗性粒子及び/又は耐擦傷性粒子の平均粒径は、200μmよりも小さい、請求項13又は14に記載の方法。
- 前記光沢度が異なる部分(5、6)は、装飾パターン又は印刷デザイン(7)と位置合わせされている、請求項13乃至15のうちのいずれか一項に記載の方法。
- 前記熱可塑性材料は、熱可塑性ポリウレタン(PU)を含む、請求項13乃至16のうちのいずれか一項に記載の方法。
- 前記熱可塑性材料は、ポリ塩化ビニル(PVC)、ポリエチレンテレフタレート(PET)、ポリビニルブチラール(PVB)、ポリブチレンテレフタレート(PBT)、架橋ポリエチレン(PEX)、ポリエチレン(PE)、ポリエステル、ポリスチレン(PS)、ポリプロピレン(PP)、ポリカーボネート(PC)、ポリビニルアセテート(PVAc)、エチレンビニルアセテート(EVA)、ポリアクリレート、メタクリレート、及び/又はこれらの組み合わせを含む、請求項13乃至16のうちのいずれか一項に記載の方法。
- 前記プレス装置(11)は金属面を含み、前記光沢度が異なる部分は前記金属面に形成されている、請求項13乃至18のうちのいずれか一項に記載の方法。
- 前記プレス装置(11)は、プレスシリンダ、プレスベルト、又はプレスプレートのいずれかを含み、前記プレス装置が含む前記プレスシリンダ、プレスベルト、又はプレスプレートのいずれかのうちの前記耐磨耗層と直接、接する部分は、前記光沢度が異なる部分を有する、請求項13乃至19のうちのいずれか一項に記載の方法。
- 前記プレス装置(11)は構造体ホイルを含み、前記構造体ホイルは、前記光沢度が異なる部分を有する、請求項13乃至18のうちのいずれか一項に記載の方法。
- 前記異なる前記光沢度は、最大深さが30μmの部分(5、6)を含む前記耐磨耗層(1)の微小構造によって形成される、請求項13乃至21のうちのいずれか一項に記載の方法。
- エンボス部分を前記耐磨耗層(1)に形成する工程を更に含む、請求項13乃至22のうちのいずれか一項に記載の方法。
- 前記基材(2)は熱可塑性材料を含む、請求項13乃至23のうちのいずれか一項に記載の方法。
- 前記基材(2)は、装飾パターン又は印刷デザイン(7)を持つ装飾層(3)を含む、請求項13乃至24のうちのいずれか一項に記載の方法。
- 建材パネル(10、10’、10’’)において、
基材(2)と、
前記基材(2)に設けられた、熱可塑性材料と、前記熱可塑性材料中に混入された耐磨耗性粒子及び/又は耐擦傷性粒子とを含み、かつ実質的に透明な耐磨耗層(1)とを備え、
前記耐磨耗層(1)には、光沢度が異なる部分(5、6)が設けられている、建材パネル。 - 前記光沢度が異なる部分(5、6)は、前記基材(2)又は前記耐磨耗層(1)の装飾パターン又は印刷デザイン(7)と位置合わせされている、請求項26に記載の建材パネル。
- 前記耐磨耗層(1)には、前記基材(2)又は前記耐磨耗層(1)の装飾パターン又は印刷デザイン(7)と位置合わせされたエンボスが設けられている、請求項26又は27に記載の建材パネル。
- 前記耐磨耗性粒子及び/又は耐擦傷性粒子は、前記耐磨耗層(1)に実質的に封入されている、請求項26に記載の建材パネル。
- 前記耐磨耗性粒子及び/又は耐擦傷性粒子の平均粒径は、200μmよりも小さい、請求項26又は29に記載の建材パネル。
- 前記熱可塑性材料は、ポリウレタン(PU)、ポリ塩化ビニル(PVC)、ポリエチレンテレフタレート(PET)、ポリビニルブチラール(PVB)、ポリブチレンテレフタレート(PBT)、架橋ポリエチレン(PEX)、ポリエチレン(PE)、ポリエステル、ポリスチレン(PS)、ポリプロピレン(PP)、ポリカーボネート(PC)、ポリビニルアセテート(PVAc)、エチレンビニルアセテート(EVA)、ポリアクリレート、メタクリレート、及び/又はこれらの組み合わせを含む、請求項26乃至30のうちのいずれか一項に記載の建材パネル。
- 前記基材(2)は、熱可塑性材料を含む、請求項26乃至31のうちのいずれか一項に記載の建材パネル。
- 前記基材(2)は、装飾パターン又は印刷デザイン(7)を持つ装飾層(3)を含む、請求項26乃至32のうちのいずれか一項に記載の建材パネル。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1550023-4 | 2015-01-14 | ||
| SE1550023 | 2015-01-14 | ||
| PCT/SE2016/050012 WO2016114710A1 (en) | 2015-01-14 | 2016-01-13 | A method to produce a wear resistant layer with different gloss levels |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018508382A JP2018508382A (ja) | 2018-03-29 |
| JP2018508382A5 JP2018508382A5 (ja) | 2021-05-13 |
| JP6879917B2 true JP6879917B2 (ja) | 2021-06-02 |
Family
ID=56406132
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017536318A Active JP6879917B2 (ja) | 2015-01-14 | 2016-01-13 | 様々な光沢度を持つ耐磨耗層を製造する方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11913226B2 (ja) |
| EP (1) | EP3245330A4 (ja) |
| JP (1) | JP6879917B2 (ja) |
| KR (1) | KR102469131B1 (ja) |
| CN (1) | CN107124891A (ja) |
| CA (1) | CA2973333C (ja) |
| MY (1) | MY188739A (ja) |
| RU (1) | RU2702563C2 (ja) |
| WO (1) | WO2016114710A1 (ja) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7763345B2 (en) | 1999-12-14 | 2010-07-27 | Mannington Mills, Inc. | Thermoplastic planks and methods for making the same |
| US8028486B2 (en) | 2001-07-27 | 2011-10-04 | Valinge Innovation Ab | Floor panel with sealing means |
| US20040206036A1 (en) | 2003-02-24 | 2004-10-21 | Valinge Aluminium Ab | Floorboard and method for manufacturing thereof |
| SE530653C2 (sv) | 2006-01-12 | 2008-07-29 | Vaelinge Innovation Ab | Fuktsäker golvskiva samt golv med ett elastiskt ytskikt omfattande ett dekorativt spår |
| US11725395B2 (en) | 2009-09-04 | 2023-08-15 | Välinge Innovation AB | Resilient floor |
| US8365499B2 (en) | 2009-09-04 | 2013-02-05 | Valinge Innovation Ab | Resilient floor |
| EP2524090B1 (en) | 2010-01-11 | 2022-04-13 | Välinge Innovation AB | Surface covering with interlocking design |
| US8480841B2 (en) | 2010-04-13 | 2013-07-09 | Ceralog Innovation Belgium BVBA | Powder overlay |
| ES2769906T3 (es) | 2011-08-29 | 2020-06-29 | Ceraloc Innovation Ab | Sistema de bloqueo mecánico para paneles de suelo |
| HUE047188T2 (hu) | 2013-03-25 | 2020-04-28 | Vaelinge Innovation Ab | Mechanikus rögzítõrendszerrel ellátott padlólapok, valamint az említett rögzítõrendszer kialakítására szolgáló eljárás |
| BR112017000330B1 (pt) | 2014-07-16 | 2021-08-17 | Vãlinge Innovation Ab | Método para produzir uma folha resistente ao desgaste termoplástico, método de produção de um painel de construção, e painel de construção |
| HUE061045T2 (hu) | 2014-08-29 | 2023-05-28 | Vaelinge Innovation Ab | Függõleges illesztékrendszer felületburkoló panelhez |
| US11913226B2 (en) | 2015-01-14 | 2024-02-27 | Välinge Innovation AB | Method to produce a wear resistant layer with different gloss levels |
| CA3008157C (en) | 2015-12-17 | 2023-08-22 | Valinge Innovation Ab | A method for producing a mechanical locking system for panels |
| ES2686972T3 (es) | 2016-05-20 | 2018-10-23 | Flooring Technologies Ltd. | Procedimiento para fabricar un tablero de material derivado de la madera resistente a la abrasión y línea de producción para ello |
| UA124541C2 (uk) | 2016-09-30 | 2021-10-05 | Велінге Інновейшн Аб | Набір панелей, що збирають за допомогою вертикального переміщення і спільного блокування у вертикальному і горизонтальному напрямку |
| BE1024617B1 (nl) | 2016-10-03 | 2018-05-02 | Ivc Bvba | Vloerpaneel en werkwijze voor het vervaardigen van een vloerpaneel. |
| US20200032083A1 (en) | 2016-10-05 | 2020-01-30 | Afi Licensing Llc | Surface covering with wear layer having dispersed therein wear-resistant additives and method of making the same |
| CN106839475A (zh) * | 2016-12-14 | 2017-06-13 | 池州市小康人家科技有限公司 | 一种太阳能热水器支架用复合板材 |
| CN107938379A (zh) * | 2017-03-07 | 2018-04-20 | 广东菲安妮皮具股份有限公司 | 箱包用低温耐曲折型聚氯乙烯人造革及其制备方法 |
| WO2018217158A1 (en) | 2017-05-23 | 2018-11-29 | Välinge Innovation AB | Method to produce a coating layer, a building panel and a coated foil |
| US11420428B2 (en) | 2017-07-25 | 2022-08-23 | Lowe's Companies, Inc. | Composite polymeric film wear layer for hard surfaces |
| EA039273B1 (ru) | 2018-01-09 | 2021-12-27 | Велинге Инновейшн Аб | Набор панелей |
| US10563411B2 (en) * | 2018-07-06 | 2020-02-18 | Daltile Corporation | Floor element for forming a floor covering, a floor covering, and a method for manufacturing a floor element |
| DE102018122779A1 (de) * | 2018-09-18 | 2020-03-19 | Voith Patent Gmbh | Pressmantel, dessen Verwendung sowie Presswalze und Schuhpresse |
| PT3686028T (pt) | 2019-01-22 | 2021-05-05 | Flooring Technologies Ltd | Processo para o fabrico de um painel de derivados de madeira resistente à abrasão |
| ES2916708T3 (es) * | 2019-01-23 | 2022-07-05 | Flooring Technologies Ltd | Procedimiento para la fabricación de un panel multicapa resistente a la abrasión y al agua |
| TWI694118B (zh) * | 2019-02-27 | 2020-05-21 | 李火炎 | 底材塗層處理方法 |
| CN109849397B (zh) * | 2019-03-01 | 2021-04-06 | 安徽森泰木塑集团股份有限公司 | 一种pvc芯表层热转印户外地板的制备工艺 |
| DE102019106856A1 (de) * | 2019-03-18 | 2020-09-24 | Hueck Rheinische Gmbh | Verfahren und System zum Herstellen einer Werkstoffplatte |
| CN110049644A (zh) * | 2019-04-04 | 2019-07-23 | Oppo广东移动通信有限公司 | 壳体及其制备方法及电子设备 |
| CN110205810A (zh) * | 2019-07-12 | 2019-09-06 | 常熟市新光毛条处理有限公司 | 一种耐洗防缩羊毛条的制备方法 |
| GB2595847A (en) * | 2020-06-01 | 2021-12-15 | Altro Ltd | Improvements in or relating to organic material |
| NL2027284B1 (en) * | 2021-01-07 | 2022-07-22 | I4F Licensing Nv | Decorative panel, in particular a wall, ceiling or floor panel, and a covering constructed by a multitude of such panels |
| NL2029278B1 (en) * | 2021-09-29 | 2023-04-06 | Champion Link Int Corp | Decorative panel and method for producing decorative panel |
| WO2023234833A1 (en) * | 2022-05-31 | 2023-12-07 | Välinge Innovation AB | A method to produce a laminated substrate with an embossed structure |
| WO2023234834A1 (en) * | 2022-05-31 | 2023-12-07 | Välinge Innovation AB | A method to produce a panel with an embossed structure |
| DE102022116429A1 (de) | 2022-06-30 | 2024-01-04 | Hueck Rheinische Gmbh | Verfahren zur Bearbeitung einer Oberfläche eines Presswerkzeugs und Polierwerkzeug zum Polieren einer Oberfläche eines Presswerkzeugs |
Family Cites Families (162)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2861372A (en) * | 1955-05-06 | 1958-11-25 | Arborite Company Ltd | Method of surface finish of plastic panels |
| US3135643A (en) | 1960-05-31 | 1964-06-02 | Gen Electric | Decorative laminates |
| GB984170A (en) | 1962-06-21 | 1965-02-24 | Conway Dolman Ltd | Improvements in or relating to chipboard |
| US3286006A (en) | 1962-06-21 | 1966-11-15 | Annand David Logan | Method of making chipboard involving grinding together a fibrous filler and solid resin |
| US3308013A (en) | 1965-12-07 | 1967-03-07 | Weyerhaeuser Co | Compressible mat of whole wood fibers and uncured resin as overlay for wood product and process of making same |
| US3484396A (en) | 1966-10-07 | 1969-12-16 | Perstorp Ab | Thermosetting composition comprising amino-formaldehyde resin with cellulosic filler containing a high percent of beta- and gamma-cellulose |
| IL31279A0 (en) | 1967-12-19 | 1969-02-27 | Formica Int | Improvements in or relating to thermoset plastic laminates and to coating compositions for use in the manufacture thereof |
| US3887678A (en) * | 1972-12-15 | 1975-06-03 | Armstrong Cork Co | Mechanically embossed resilient laminar floor material |
| US4256793A (en) * | 1975-02-25 | 1981-03-17 | Westinghouse Electric Corp. | Embossing assembly for high pressure laminate surfaces |
| JPS529062A (en) | 1975-07-08 | 1977-01-24 | Exxon Research Engineering Co | Threeecolor high pressure decorative plates colored and embossed and method of production thereof |
| US4092198A (en) * | 1975-11-05 | 1978-05-30 | Exxon Research & Engineering Co. | Process for high pressure decorative laminate having registered color and embossing and resultant product |
| US4430375A (en) | 1977-01-10 | 1984-02-07 | Nevamar Corporation | Abrasion-resistant laminate |
| US4255480A (en) | 1978-02-22 | 1981-03-10 | Nevamar Corporation | Abrasion-resistant laminate |
| JPS5736607A (ja) * | 1980-08-14 | 1982-02-27 | Matsushita Electric Works Ltd | Kataitanoseizohoho |
| US4376147A (en) * | 1981-08-31 | 1983-03-08 | Clopay Corporation | Plastic film having a matte finish |
| JPS58110250A (ja) * | 1981-12-24 | 1983-06-30 | 大日本印刷株式会社 | 同調エンボス化粧板の製造法 |
| US4456643A (en) | 1982-07-29 | 1984-06-26 | Armstrong World Industries, Inc. | Decorative laminate |
| US4450194A (en) * | 1982-07-29 | 1984-05-22 | Armstrong World Industries, Inc. | Decorative laminate |
| DE3567596D1 (en) * | 1984-03-08 | 1989-02-23 | Heinz Georg Baus | Apparatus for manufacturing sheets, and sheets manufactured by this apparatus |
| JPS6131824U (ja) * | 1984-07-31 | 1986-02-26 | 関東レザ−株式会社 | 型押用彫刻金型 |
| US4756856A (en) | 1984-12-20 | 1988-07-12 | Polaroid Corporation | Method of and apparatus for forming surface of magnetic media |
| JPS6287284A (ja) * | 1985-10-11 | 1987-04-21 | Dainippon Printing Co Ltd | 凹凸化粧シ−トの製造方法 |
| US4916007A (en) * | 1985-10-18 | 1990-04-10 | Tarkett Inc. | Underprinted inlaid sheet materials having unique decorative design effects |
| NZ225556A (en) | 1987-07-31 | 1992-02-25 | Dow Chemical Co | Reinforced laminates with a base layer of wood products |
| SE8804488D0 (sv) | 1988-12-12 | 1988-12-12 | Holmsund Golv Ab | Plastmatta |
| US5112671A (en) * | 1989-04-13 | 1992-05-12 | Armstrong World Industries, Inc. | Tile product having multiple levels of height, multiple levels of gloss and mortar-line surround |
| ES2104617T3 (es) * | 1989-10-19 | 1997-10-16 | Avery Dennison Corp | Procedimiento para fabricar paneles de plastico con superficies abollonadas resistentes a la intemperie para exteriores y paneles de plastico resistentes a la intemperie para exteriores. |
| US5188876A (en) * | 1990-04-12 | 1993-02-23 | Armstrong World Industries, Inc. | Surface covering with inorganic wear layer |
| SE468419B (sv) | 1990-10-19 | 1993-01-18 | Casco Nobel Ab | Pulvertraekomposition foer framstaellning av pressade traeprodukter, foerfarande foer framstaellning av en saadan komposition samt anvaendning av en saadan komposition |
| US5466511A (en) | 1991-07-18 | 1995-11-14 | Nevamar Corporation | Coated transfer sheet and laminate produced therefrom |
| US5266384A (en) | 1991-07-18 | 1993-11-30 | Nevamar Corporation | Aesthetic surface layer |
| GB2262940A (en) | 1991-12-23 | 1993-07-07 | Amtico Co | Floor coverings |
| CA2114248A1 (en) | 1992-05-26 | 1993-12-09 | Gunter Tesch | Floor covering based on thermoplastic material |
| EP0611340B1 (de) | 1992-05-26 | 1997-10-22 | Günter TESCH | Holzbelag, insbesondere holzbodenbelag |
| SE9201982D0 (sv) | 1992-06-29 | 1992-06-29 | Perstorp Flooring Ab | Spaanskiva, foerfarande foer framstaellning daerav samt anvaendning daerav |
| US5787655A (en) | 1992-09-11 | 1998-08-04 | Saylor, Jr.; Edward T. | Slip-resistant cover system and method for making same |
| DE19508797C1 (de) | 1995-03-15 | 1996-08-29 | Graudenz & Partner Consultatio | Verfahren zur Herstellung von Dekorpapier zur Verwendung bei der Herstellung von abriebfesten Laminaten |
| US5670237A (en) | 1995-06-07 | 1997-09-23 | Mannington Mills, Inc. | Method for making a surface covering product and products resulting from said method |
| GB9523781D0 (en) | 1995-11-21 | 1996-01-24 | Amtico Co | Floor coverings and films for use therein |
| US6013222A (en) | 1995-12-08 | 2000-01-11 | 3M Innovative Properties Company | Method of producing sheet material incorporating particulate matter |
| US5855832A (en) | 1996-06-27 | 1999-01-05 | Clausi; Robert N. | Method of molding powdered plant fiber into high density materials |
| US5766522A (en) | 1996-07-19 | 1998-06-16 | Morton International, Inc. | Continuous processing of powder coating compositions |
| US6218001B1 (en) | 1997-10-22 | 2001-04-17 | Mannington Mills, Inc. | Surface coverings containing dispersed wear-resistant particles and methods of making the same |
| US6468645B1 (en) | 1998-01-07 | 2002-10-22 | Robert N. Clausi | Molding finely powdered lignocellulosic fibers into high density materials |
| US6423167B1 (en) | 1998-06-05 | 2002-07-23 | Premark Rwp Holdings | Method for controlling laminate gloss |
| CA2250645A1 (en) | 1998-10-16 | 2000-04-16 | Wayne Wasylciw | Process for the production of articles from treated lignocellulosic particles and binder |
| US20080010924A1 (en) * | 2006-07-12 | 2008-01-17 | Pietruczynik Christopher B | Exterior building material having a hollow thin wall profile and an embossed low gloss surface |
| US6649248B1 (en) | 1998-11-27 | 2003-11-18 | Awi Licensing Company | Hot melt calendered or extruded wear layer for embossed substrates and method of manufacture |
| GB9900577D0 (en) | 1999-01-13 | 1999-03-03 | Altro Ltd | Non stain flooring |
| JP4486191B2 (ja) * | 1999-10-21 | 2010-06-23 | ロンシール工業株式会社 | 装飾シート |
| WO2001042373A2 (en) | 1999-12-09 | 2001-06-14 | Valspar Sourcing, Inc. | Abrasion resistant coatings |
| US6617009B1 (en) | 1999-12-14 | 2003-09-09 | Mannington Mills, Inc. | Thermoplastic planks and methods for making the same |
| US7169460B1 (en) | 1999-12-14 | 2007-01-30 | Mannington Mills, Inc. | Thermoplastic planks and methods for making the same |
| US7763345B2 (en) | 1999-12-14 | 2010-07-27 | Mannington Mills, Inc. | Thermoplastic planks and methods for making the same |
| US6761008B2 (en) | 1999-12-14 | 2004-07-13 | Mannington Mills, Inc. | Connecting system for surface coverings |
| US20060019113A1 (en) | 2000-03-24 | 2006-01-26 | Cyro Industries | Plastic sheet product offering matte appearance and method of preparation |
| EP1149712A1 (fr) | 2000-04-25 | 2001-10-31 | Tarkett Sommer S.A. | Procédé de production de revêtements de sols et de murs à effet de décor de brillance différentiel et produits obtenus |
| TW500663B (en) | 2000-05-22 | 2002-09-01 | Huan-Tsan Lin | Method for producing antislippage sandpaper (sandcloth) |
| DE60108121T2 (de) | 2000-06-02 | 2006-02-09 | Coveright Surfaces Holding Gmbh | Laminatdeckblatt mit schutzpressplatte-eigenschaften und verfahren zu dessen herstellung |
| EP1209199A1 (en) | 2000-11-23 | 2002-05-29 | Dsm N.V. | Granite-look reinforced laminar product of a thermosetting aminoplast |
| DE10061497B4 (de) * | 2000-12-08 | 2005-08-11 | Treibacher Schleifmittel Gmbh | Verschleißschutzschicht auf Basis von Kunstharz, Verfahren zu ihrer Herstellung sowie ihre Verwendung |
| US6607831B2 (en) * | 2000-12-28 | 2003-08-19 | 3M Innovative Properties Company | Multi-layer article |
| US6803110B2 (en) | 2001-01-22 | 2004-10-12 | Formica Corporation | Decorative laminate assembly and method for producing same |
| US6890625B2 (en) | 2001-02-05 | 2005-05-10 | Awi Licensing Company | Surface covering having gloss in-register and method of making |
| DE10106762A1 (de) | 2001-02-14 | 2002-08-22 | Trespa Int Bv | Dekorative Platte und/oder Formteil, deren Verwendung und Verfahren zu deren Herstellung |
| US20080063844A1 (en) | 2001-06-29 | 2008-03-13 | Mannington Mills, Inc. | Surface coverings containing aluminum oxide |
| US8028486B2 (en) | 2001-07-27 | 2011-10-04 | Valinge Innovation Ab | Floor panel with sealing means |
| US20030072919A1 (en) * | 2001-09-13 | 2003-04-17 | Frank Watts | Surface covering having differential gloss in-register and method of making |
| US6593006B2 (en) | 2001-09-27 | 2003-07-15 | O'sullivan Industries, Inc. | Decorative wooden articles and method of fabricating |
| US20040206036A1 (en) | 2003-02-24 | 2004-10-21 | Valinge Aluminium Ab | Floorboard and method for manufacturing thereof |
| DE10316886B4 (de) | 2003-04-12 | 2010-04-15 | Volker Kettler | Elastischer Bodenbelag und Verfahren zu dessen Herstellung |
| US7419716B2 (en) * | 2003-05-30 | 2008-09-02 | Awi Licensing Company | Multiple gloss level surface coverings and method of making |
| US7040962B2 (en) * | 2003-11-19 | 2006-05-09 | Fuji Seiki Machine Works, Ltd. | Ice blasting apparatus and trimming method for film insert molding |
| DE10355180B4 (de) | 2003-11-26 | 2010-04-08 | Thomas C. Linnemann | Verfahren zum Herstellen eines Dekorlaminats |
| US7886497B2 (en) | 2003-12-02 | 2011-02-15 | Valinge Innovation Ab | Floorboard, system and method for forming a flooring, and a flooring formed thereof |
| DE602004029613D1 (de) * | 2004-03-15 | 2010-11-25 | Otis Elevator Co | Verfahren zur Herstellung eines LASTTRAGENDEN GLIEDS FÜR AUFZUGSANLAGEN MIT EINEM MANTEL MIT MINDESTENS EINER RAUEN AUSSENFLÄCHE |
| PL2269744T3 (pl) | 2004-05-28 | 2020-06-01 | SWISS KRONO Tec AG | Panel z płyty z tworzywa drzewnego z powłoką powierzchniową |
| US7824757B2 (en) * | 2004-05-28 | 2010-11-02 | Kronotec Ag | Panel made of a wooden material with a surface coating |
| ITMI20041578A1 (it) | 2004-07-30 | 2004-10-30 | Tocchio S R L | Metodo per la realizzazione di carte decorative e laminati ad alta resistenza all'abrasione, in particolare per pavimentazione. |
| DE102004041434B4 (de) * | 2004-08-27 | 2013-10-10 | Credit Card Supplies | Verfahren zur Herstellung eines Prägeblechs für eine Heiß-Kalt-Laminierpresse mit dreidimensionalen Strukturen |
| CA2586744A1 (en) * | 2004-12-16 | 2006-06-22 | Flooring Industries Ltd. | Floor panel imitating a wood pattern on its surface and method for manufacturing |
| SE529385C2 (sv) * | 2005-02-15 | 2007-07-24 | Forbo Project Vinyl Ab | Förfarande för golvtillverkning med termoplastiskt material |
| BE1016613A3 (nl) * | 2005-06-06 | 2007-02-06 | Flooring Ind Ltd | Werkwijze, inrichting en accessoires voor het vervaardigen van vloerpanelen. |
| US7576140B2 (en) | 2005-10-18 | 2009-08-18 | Sabic Innovative Plastics Ip B.V. | Method of improving abrasion resistance of plastic article and article produced thereby |
| BE1016846A3 (nl) * | 2005-11-09 | 2007-08-07 | Flooring Ind Ltd | Vloerbekleding, vloerpanelen en werkwijze voor het vervaardigen van vloerpanelen. |
| SE530653C2 (sv) | 2006-01-12 | 2008-07-29 | Vaelinge Innovation Ab | Fuktsäker golvskiva samt golv med ett elastiskt ytskikt omfattande ett dekorativt spår |
| JP4878884B2 (ja) * | 2006-03-22 | 2012-02-15 | スリーエム イノベイティブ プロパティズ カンパニー | 装飾シート |
| DE102006018277B4 (de) | 2006-04-20 | 2008-04-17 | Kronotec Ag | Bauplatte und Verfahren zur Herstellung einer Bauplatte |
| BE1017157A3 (nl) * | 2006-06-02 | 2008-03-04 | Flooring Ind Ltd | Vloerbekleding, vloerelement en werkwijze voor het vervaardigen van vloerelementen. |
| SE533410C2 (sv) | 2006-07-11 | 2010-09-14 | Vaelinge Innovation Ab | Golvpaneler med mekaniska låssystem med en flexibel och förskjutbar tunga samt tunga därför |
| JP2008105393A (ja) * | 2006-09-25 | 2008-05-08 | Fujifilm Corp | 成形印刷物の製造方法及び成形印刷物 |
| SE531111C2 (sv) | 2006-12-08 | 2008-12-23 | Vaelinge Innovation Ab | Mekanisk låsning av golvpaneler |
| EP1961556A1 (de) | 2007-02-22 | 2008-08-27 | Hermes Schleifkörper GmbH | Zusammengesetzter Werkstoff, Paneel, das solchen zusammengesetzten Werkstoff umfasst, Verfahren zum Herstellen solcher zusammengesetzter Werkstoffe und solcher Paneele |
| DE102007019179A1 (de) * | 2007-04-20 | 2008-10-30 | Center For Abrasives And Refractories Research & Development C.A.R.R.D. Gmbh | Verschleißschutzschicht |
| CN101679697B (zh) * | 2007-04-24 | 2014-05-21 | 陶氏环球技术有限责任公司 | 包括乙烯/α-烯烃的互聚物的热成型,耐刮擦,低光泽组合物 |
| DE102007046532B3 (de) | 2007-09-28 | 2008-10-09 | Agepan-Tarkett Laminatepark Eiweiler Gmbh & Co. Kg | Verfahren zum Herstellen eines Fußbodenpaneels mit hoher Rutschfestigkeit |
| EP3072653B1 (en) * | 2007-11-19 | 2022-06-08 | Välinge Innovation AB | Method of manufacturing a building panel |
| US9783996B2 (en) * | 2007-11-19 | 2017-10-10 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| US20160167086A9 (en) | 2007-12-11 | 2016-06-16 | Citadel Restoration And Repair, Inc. | Same-Day use floor coating and methods |
| US7947139B2 (en) * | 2007-12-14 | 2011-05-24 | Kings Mountain International, Inc. | Systems and methods for creating textured laminates |
| US8627862B2 (en) | 2008-01-31 | 2014-01-14 | Valinge Innovation Ab | Mechanical locking of floor panels, methods to install and uninstall panels, a method and an equipment to produce the locking system, a method to connect a displaceable tongue to a panel and a tongue blank |
| DE102008008808A1 (de) | 2008-02-12 | 2009-08-13 | Dekor-Kunststoffe Gmbh | Verfahren zur Herstellung eines scheuerfesten Overlays |
| US20110287237A1 (en) * | 2008-03-24 | 2011-11-24 | Biovation, Llc | Wear Resistant Biolaminate Composite Assembly and Related Methods |
| US8419877B2 (en) * | 2008-04-07 | 2013-04-16 | Ceraloc Innovation Belgium Bvba | Wood fibre based panels with a thin surface layer |
| ES2693125T3 (es) | 2008-04-07 | 2018-12-07 | Välinge Innovation AB | Método de fabricación de un tablero de suelo basado en fibra de madera |
| BE1018156A3 (nl) | 2008-05-20 | 2010-06-01 | Flooring Ind Ltd Sarl | Werkwijze voor het vervaardigen van beklede panelen en bekleed paneel. |
| PT2599934T (pt) | 2009-01-30 | 2018-12-06 | Vaelinge Innovation Ab | Bloqueio mecánico de painéis de chão |
| EP2226201B1 (de) | 2009-03-04 | 2012-11-21 | Flooring Technologies Ltd. | Verfahren und Anlage zur Herstellung einer Holzfaserplatte |
| DE102009018488A1 (de) | 2009-04-22 | 2010-10-28 | Hamberger Industriewerke Gmbh | Paneel und Verfahren zur Herstellung eines Paneels |
| DK2263867T3 (da) | 2009-06-16 | 2012-06-25 | Huelsta Werke Huels Kg | Laminatgulvpanel |
| ES2425844T3 (es) | 2009-06-17 | 2013-10-17 | Välinge Innovation AB | Panel, uso de un panel, método para fabricar un panel y un prepreg |
| US8474208B2 (en) | 2009-06-22 | 2013-07-02 | Novalis Holdings Limited | Floor panel containing a polymer and cork |
| EP2272667B1 (de) | 2009-07-06 | 2020-02-26 | Välinge Innovation AB | Holzwerkstoffplatte und ein Verfahren zu deren Herstellung |
| ES2574791T3 (es) | 2009-07-09 | 2016-06-22 | Flooring Technologies Ltd. | Tablero de materia derivada de la madera con capa superficial uniforme y un procedimiento para su fabricación |
| US8365499B2 (en) | 2009-09-04 | 2013-02-05 | Valinge Innovation Ab | Resilient floor |
| JP5558876B2 (ja) | 2009-09-18 | 2014-07-23 | 東海ゴム工業株式会社 | 誘電膜、およびその製造方法、並びにそれを用いたトランスデューサ |
| DE202009014669U1 (de) * | 2009-10-30 | 2010-01-21 | Hueck Rheinische Gmbh | Werkstoffplatte mit Dekorschicht und Prägung |
| DE102009053498A1 (de) | 2009-11-16 | 2011-05-19 | Giesecke & Devrient Gmbh | Laminierkörper |
| WO2011082491A1 (en) * | 2010-01-07 | 2011-07-14 | Clausi Robert N | Resilient flooring compositions |
| EP2524090B1 (en) | 2010-01-11 | 2022-04-13 | Välinge Innovation AB | Surface covering with interlocking design |
| ES2542075T3 (es) | 2010-01-15 | 2015-07-30 | Välinge Innovation AB | Capa de superficie de color brillante |
| US8734909B2 (en) * | 2010-03-10 | 2014-05-27 | Eastman Chemical Company | Methods and apparatus for coating substrates |
| FR2958192B1 (fr) * | 2010-04-01 | 2012-04-20 | Alcan Rhenalu | Tole metallique a reliefs pour la realisation de planchers industrielles sur lesquels circulent des chariots, cylindre grave permettant d'obtenir de telles toles par laminage |
| LT2558297T (lt) | 2010-04-13 | 2018-03-26 | Välinge Innovation AB | Miltelinė perdanga |
| PL2558306T3 (pl) | 2010-04-13 | 2017-09-29 | Välinge Innovation AB | Wzory wtryskiwane cyfrowo w powierzchnie proszkowe |
| US8480841B2 (en) | 2010-04-13 | 2013-07-09 | Ceralog Innovation Belgium BVBA | Powder overlay |
| BE1019331A5 (nl) | 2010-05-10 | 2012-06-05 | Flooring Ind Ltd Sarl | Vloerpaneel en werkwijzen voor het vervaardigen van vloerpanelen. |
| BE1019383A3 (nl) * | 2010-06-23 | 2012-06-05 | Flooring Ind Ltd Sarl | Werkwijze voor het vervaardigen van panelen en paneel hierbij bekomen. |
| AU2010361006B2 (en) | 2010-09-23 | 2014-06-12 | Flooring Technologies Ltd. | Method for producing panels and panel produced according to the method |
| EP2463116B1 (en) * | 2010-12-08 | 2013-11-13 | Spanolux N.V. - Div. Balterio | A method of manufacturing a panel including a wear resistant layer |
| ES2688298T3 (es) * | 2011-03-10 | 2018-10-31 | Hueck Rheinische Gmbh | Procedimiento para procesar una superficie estructurada de una herramienta de grabado en relieve y la herramienta de grabado en relieve |
| CN102689335B (zh) * | 2011-03-21 | 2015-09-16 | 圣象(江苏)木业研究有限公司 | 高、低光相间饰面的人造板制造方法及制造模板 |
| BE1020072A5 (nl) * | 2011-07-12 | 2013-04-02 | Flooring Ind Ltd Sarl | Werkwijzen voor het vervaardigen van laminaatpanelen. |
| US20130052437A1 (en) | 2011-08-24 | 2013-02-28 | Pratt & Whitney | Substrates Coated with Wear Resistant Layers and Methods of Applying Wear Resistant Layers to Same |
| ES2769906T3 (es) | 2011-08-29 | 2020-06-29 | Ceraloc Innovation Ab | Sistema de bloqueo mecánico para paneles de suelo |
| GB201120627D0 (en) * | 2011-11-30 | 2012-01-11 | James Halstead Plc | Floor covering |
| DE102012005312A1 (de) * | 2012-03-19 | 2013-09-19 | Nora Systems Gmbh | Bodenbelag |
| BE1021471B1 (nl) * | 2012-04-03 | 2015-11-27 | Flooring Industries Limited, Sarl | Laminaatpaneel, werkwijze voor het vervaardigen van een laminaatpaneel en perselement om de werkwijze te verwezenlijken |
| DE202012004375U1 (de) * | 2012-05-04 | 2012-06-11 | Hueck Rheinische Gmbh | Werkstoffplatte mit einer strukturierten Oberfläche |
| US20140017452A1 (en) * | 2012-07-13 | 2014-01-16 | Floor Iptech Ab | Digital coating and printing |
| US10035358B2 (en) * | 2012-07-17 | 2018-07-31 | Ceraloc Innovation Ab | Panels with digital embossed in register surface |
| EP2722189A1 (de) | 2012-10-17 | 2014-04-23 | Akzenta Paneele + Profile GmbH | Verfahren zur Herstellung eines dekorierten Wand- oder Bodenpaneels |
| CN202899550U (zh) * | 2012-10-25 | 2013-04-24 | 中山市大自然木业有限公司 | 一种强化地板 |
| EP2730429B1 (de) * | 2012-11-07 | 2018-01-10 | Akzenta Paneele + Profile GmbH | Verfahren zur Herstellung eines dekorierten Wand- oder Bodenpaneels |
| GB2508812A (en) | 2012-11-23 | 2014-06-18 | James Halstead Plc | Manufacture of sound attenuating floor covering |
| US9409382B2 (en) * | 2012-11-28 | 2016-08-09 | Valinge Innovation Ab | Method of producing a building panel |
| US9371456B2 (en) * | 2013-01-11 | 2016-06-21 | Ceraloc Innovation Ab | Digital thermal binder and powder printing |
| US10041212B2 (en) * | 2013-02-04 | 2018-08-07 | Ceraloc Innovation Ab | Digital overlay |
| HUE047188T2 (hu) | 2013-03-25 | 2020-04-28 | Vaelinge Innovation Ab | Mechanikus rögzítõrendszerrel ellátott padlólapok, valamint az említett rögzítõrendszer kialakítására szolgáló eljárás |
| JP2014195914A (ja) * | 2013-03-29 | 2014-10-16 | 大建工業株式会社 | 化粧板 |
| EP2789501B1 (de) | 2013-04-11 | 2019-04-03 | Schmitz Cargobull AG | Nutzfahrzeugboden mit rutschfester Kunststofffolie |
| JP6246906B2 (ja) * | 2013-05-14 | 2017-12-13 | ウーペーエム−キュンメネ コーポレイションUPM−Kymmene Corporation | 表面粗さを有する複合材料構造体 |
| DE102013010160A1 (de) * | 2013-06-19 | 2015-01-08 | Hueck Rheinische Gmbh | Verfahren zur Herstellung einer Werkstoffplatte mittels eines Pressbleches oder Endlosbandes, sowie Pressblech oder Endlosband und Werkstoffplatte |
| CN104074337A (zh) * | 2014-06-06 | 2014-10-01 | 江苏普奥新型装饰材料有限公司 | 一种铝塑复合地板及其制造方法 |
| BR112017000330B1 (pt) | 2014-07-16 | 2021-08-17 | Vãlinge Innovation Ab | Método para produzir uma folha resistente ao desgaste termoplástico, método de produção de um painel de construção, e painel de construção |
| CN104177817B (zh) * | 2014-07-30 | 2016-08-24 | 东莞市雄林新材料科技股份有限公司 | 一种高耐磨透明tpu球膜及其制备方法 |
| HUE061045T2 (hu) | 2014-08-29 | 2023-05-28 | Vaelinge Innovation Ab | Függõleges illesztékrendszer felületburkoló panelhez |
| US11913226B2 (en) | 2015-01-14 | 2024-02-27 | Välinge Innovation AB | Method to produce a wear resistant layer with different gloss levels |
| CA3008157C (en) | 2015-12-17 | 2023-08-22 | Valinge Innovation Ab | A method for producing a mechanical locking system for panels |
| UA124541C2 (uk) | 2016-09-30 | 2021-10-05 | Велінге Інновейшн Аб | Набір панелей, що збирають за допомогою вертикального переміщення і спільного блокування у вертикальному і горизонтальному напрямку |
| WO2018217158A1 (en) | 2017-05-23 | 2018-11-29 | Välinge Innovation AB | Method to produce a coating layer, a building panel and a coated foil |
| EA039273B1 (ru) | 2018-01-09 | 2021-12-27 | Велинге Инновейшн Аб | Набор панелей |
-
2016
- 2016-01-13 US US14/994,593 patent/US11913226B2/en active Active
- 2016-01-13 CA CA2973333A patent/CA2973333C/en active Active
- 2016-01-13 CN CN201680005675.2A patent/CN107124891A/zh active Pending
- 2016-01-13 WO PCT/SE2016/050012 patent/WO2016114710A1/en active Application Filing
- 2016-01-13 EP EP16737613.6A patent/EP3245330A4/en active Pending
- 2016-01-13 RU RU2017127895A patent/RU2702563C2/ru active
- 2016-01-13 KR KR1020177021797A patent/KR102469131B1/ko active IP Right Grant
- 2016-01-13 JP JP2017536318A patent/JP6879917B2/ja active Active
- 2016-01-13 MY MYPI2017702338A patent/MY188739A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CA2973333A1 (en) | 2016-07-21 |
| MY188739A (en) | 2021-12-27 |
| CA2973333C (en) | 2023-08-15 |
| EP3245330A1 (en) | 2017-11-22 |
| US11913226B2 (en) | 2024-02-27 |
| RU2702563C2 (ru) | 2019-10-08 |
| CN107124891A (zh) | 2017-09-01 |
| KR102469131B1 (ko) | 2022-11-18 |
| US20160201324A1 (en) | 2016-07-14 |
| JP2018508382A (ja) | 2018-03-29 |
| KR20170104532A (ko) | 2017-09-15 |
| RU2017127895A3 (ja) | 2019-04-17 |
| EP3245330A4 (en) | 2018-08-22 |
| RU2017127895A (ru) | 2019-02-14 |
| WO2016114710A1 (en) | 2016-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6879917B2 (ja) | 様々な光沢度を持つ耐磨耗層を製造する方法 | |
| US11820112B2 (en) | Method to produce a thermoplastic wear resistant foil | |
| US20230364901A1 (en) | Method to produce a coating layer, a building panel and a coated foil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181102 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200107 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201013 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20201222 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210315 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20210402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210413 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210430 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6879917 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |