JP6868701B2 - ダクトをライニングするためのシステムに用いられるピグ - Google Patents
ダクトをライニングするためのシステムに用いられるピグ Download PDFInfo
- Publication number
- JP6868701B2 JP6868701B2 JP2019537898A JP2019537898A JP6868701B2 JP 6868701 B2 JP6868701 B2 JP 6868701B2 JP 2019537898 A JP2019537898 A JP 2019537898A JP 2019537898 A JP2019537898 A JP 2019537898A JP 6868701 B2 JP6868701 B2 JP 6868701B2
- Authority
- JP
- Japan
- Prior art keywords
- branch
- heating chamber
- pig
- gas
- trunk
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 241000282887 Suidae Species 0.000 title description 8
- 238000010438 heat treatment Methods 0.000 claims description 70
- 239000012815 thermoplastic material Substances 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 4
- 239000012783 reinforcing fiber Substances 0.000 claims description 4
- 229920001169 thermoplastic Polymers 0.000 claims description 4
- 239000004416 thermosoftening plastic Substances 0.000 claims description 4
- 238000001816 cooling Methods 0.000 claims description 3
- 239000002759 woven fabric Substances 0.000 claims description 2
- 239000011162 core material Substances 0.000 claims 1
- 239000011159 matrix material Substances 0.000 claims 1
- 238000010586 diagram Methods 0.000 description 4
- 210000005239 tubule Anatomy 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000010865 sewage Substances 0.000 description 2
- 239000000835 fiber Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
Images
























Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/26—Pigs or moles, i.e. devices movable in a pipe or conduit with or without self-contained propulsion means
- F16L55/28—Constructional aspects
- F16L55/40—Constructional aspects of the body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/0065—Heat treatment
- B29C63/0069—Heat treatment of tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/26—Lining or sheathing of internal surfaces
- B29C63/34—Lining or sheathing of internal surfaces using tubular layers or sheathings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/26—Lining or sheathing of internal surfaces
- B29C63/34—Lining or sheathing of internal surfaces using tubular layers or sheathings
- B29C63/341—Lining or sheathing of internal surfaces using tubular layers or sheathings pressed against the wall by mechanical means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/162—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe
- F16L55/165—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a pipe or flexible liner being inserted in the damaged section
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/162—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe
- F16L55/165—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a pipe or flexible liner being inserted in the damaged section
- F16L55/1652—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a pipe or flexible liner being inserted in the damaged section the flexible liner being pulled into the damaged section
- F16L55/1653—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a pipe or flexible liner being inserted in the damaged section the flexible liner being pulled into the damaged section and being pressed into contact with the pipe by a tool which moves inside along the pipe
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/26—Pigs or moles, i.e. devices movable in a pipe or conduit with or without self-contained propulsion means
- F16L55/28—Constructional aspects
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L2101/00—Uses or applications of pigs or moles
- F16L2101/10—Treating the inside of pipes
- F16L2101/18—Lining other than coating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L2101/00—Uses or applications of pigs or moles
- F16L2101/20—Expelling gases or fluids
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Pipe Accessories (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
Claims (15)
- ダクトに配置された織布ライナスリーブ内に少なくとも部分的に挿入可能であり、前記ダクトの中のその位置で前記ライナスリーブを加熱して前記ライナスリーブの熱可塑性材料を融解して、融解された前記熱可塑性材料の続く冷却の際に、前記ダクトに剛性ライナを形成することが可能であるピグであって、前記ピグは、
加圧ガスを受容するためのガス注入口と、
前記加圧ガスが加熱される加熱チャンバと、
前記加熱チャンバで加熱された加圧ガスを前記織布ライナスリーブに送出可能であるガス排出口と、を備え、
前記ピグは、加圧ガスを前記加熱チャンバの中へ送出可能である、前記加熱チャンバに配置されるツリーディフューザを備え、
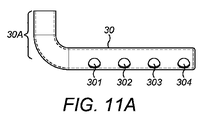
前記ツリーディフューザは、各々少なくとも1つのガス送出開口部を備える複数の枝管を有し、各枝管は前記ツリーディフューザの幹部分から外側に延在することを特徴とする、ピグ。 - 前記ツリーディフューザの前記枝管は、複数の枝管のセットで形成されており、第1の枝管のセットは、各々、第1の直径の管腔を有し、第2の枝管のセットは、各々、前記第1の直径よりも小さな第2の直径の管腔を有する、請求項1に記載のピグ。
- 複数の管の前記セットは、各々前記第2の直径よりも小さい第3の直径の管腔を有する第3の枝管のセットを備える、請求項2に記載のピグ。
- 前記第3のセットの前記枝管は、前記第1のセットの前記枝管よりも多数であり、前記第2のセットの前記枝管よりも多数である、請求項3に記載のピグ。
- 前記第1のセットおよび前記第2のセットの各枝管は、前記ツリーディフューザの前記幹部分から最も遠い閉鎖遠位端部と、前記枝管の中心軸に垂直な方向に加圧ガスを前記加熱チャンバに送出可能である、その長さに沿った複数のガス送出開口部とを有し、
前記第3のセットの各枝管は、前記枝管の中心軸と位置合わせされた方向に加圧ガスを前記加熱チャンバに送出可能である、前記枝管の開放端部によって提供される送出開口部を有する、請求項3または請求項4に記載されたピグ。 - 前記加熱チャンバは、円筒形であり中心軸を有し、前記ツリーディフューザの前記幹部分は、前記中心軸と位置合わせされており、前記枝管は、前記幹部分から径方向外側に延在する、請求項1から5のいずれか1項に記載のピグ。
- 前記第1のセットおよび前記第2のセットの前記枝管は、前記加熱チャンバの内向き円筒形表面に向かって、前記ツリーディフューザの前記幹部分と前記加熱チャンバの前記内向き円筒形表面との間の距離の大部分にわたって延在する、請求項2〜5のいずれか1項に従属するときの請求項6に記載のピグ。
- 前記第1のセットおよび前記第2のセットの前記枝管は、前記第3のセットの前記枝管よりも前記幹部分から径方向にさらに離れるように延在する、請求項3〜5のいずれか1項に従属するときの請求項6に記載のピグ。
- 前記第1のセットおよび前記第2のセットの前記枝管は、前記加熱チャンバの内向き円筒形表面に向かって、前記ツリーディフューザの前記幹部分と前記加熱チャンバの前記内向き円筒形表面との間の距離の大部分にわたって延在する、請求項8に記載のピグ。
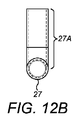
- 各枝管は、同一の管腔直径の幹部分管と接続され、または一体的に形成されており、
前記ピグは、すべての前記幹部分管を取り囲んで包み込む加熱チャンバ注入口管を備え、
その中の前記加熱チャンバ注入口管および前記幹部分管は、前記ガス注入口と接続されており、
ガスは、前記幹部分管およびそれらの関連する枝管を介して、ならびに前記幹部分管とそれらを取り囲む前記加熱チャンバ注入口管との間に規定される通路を介して、前記加熱チャンバの中へ流れる、請求項1から9のいずれか1項に記載のピグ。 - 前記加熱チャンバに設けられる複数の環状のコイル状の加熱要素と、前記加熱チャンバに設けられる複数のバッフルとを備え、各バッフルは隣の加熱コイルの対の間に挟まれる、請求項1から10のいずれか1項に記載のピグ。
- 前記ツリーディフューザの少なくともいくつかの枝管は、コイル状の環状の前記加熱要素の少なくとも1つのコイルの間に延在する、請求項11に記載のピグ。
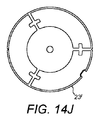
- 各バッフルは、中央ランドと、リムと、前記中央ランドから前記リムまで延在する複数のアームとを備え、
前記バッフルは、前記加熱チャンバのガス注入口端部から見たときに、隣のバッフルの前記アームが互いに対してオフセットされるように配置される、請求項11または請求項12に記載のピグ。 - 前記バッフルにおいて中央に配置される位置合わせされた開口部を通って延在するとともに、前記加熱チャンバのガス注入口端部に最も近いコイル状の前記加熱要素を除くコイル状の前記加熱要素の各々の中央開口部を通って延在する芯材を備える、請求項11〜13のいずれか1項に記載のピグ。
- ダクトをライニングする方法であって、
請求項1から14のいずれか1項に記載のピグを、前記ダクトに配置された織布ライナスリーブ内に少なくとも部分的に挿入することと、
前記ツリーディフューザを介して前記ピグの前記加熱チャンバに加圧ガスを送出することと、
前記加熱チャンバの前記加圧ガスを加熱することと、
加熱された前記加圧ガスを、前記ガス排出口を介して、前記ダクトの中のその位置で前記ライナスリーブに送出することにより、前記ライナスリーブの強化繊維の周りの前記ライナスリーブの熱可塑性材料を融解することと、
融解された前記熱可塑性材料を冷却して、前記ダクトに、熱可塑性マトリックスに包み込まれる前記強化繊維を備える剛性ライナを形成することと、を備える、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1616384.2 | 2016-09-27 | ||
| GB1616384.2A GB2554431B (en) | 2016-09-27 | 2016-09-27 | A pig for use in a system for lining ducts |
| PCT/GB2017/052887 WO2018060696A1 (en) | 2016-09-27 | 2017-09-27 | A pig for use in a system for lining ducts |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019529197A JP2019529197A (ja) | 2019-10-17 |
| JP2019529197A5 JP2019529197A5 (ja) | 2020-05-28 |
| JP6868701B2 true JP6868701B2 (ja) | 2021-05-12 |
Family
ID=57539791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019537898A Active JP6868701B2 (ja) | 2016-09-27 | 2017-09-27 | ダクトをライニングするためのシステムに用いられるピグ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11280439B2 (ja) |
| EP (1) | EP3519723B1 (ja) |
| JP (1) | JP6868701B2 (ja) |
| AU (1) | AU2017335237B2 (ja) |
| ES (1) | ES2843102T3 (ja) |
| GB (1) | GB2554431B (ja) |
| WO (1) | WO2018060696A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2571127B (en) | 2018-02-19 | 2021-03-31 | Aqualiner Ltd | A pig for use in a system for lining ducts water or sewage pipes |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3643280A (en) | 1969-12-19 | 1972-02-22 | Marvin D Powers | Pipeline pigs |
| US3765349A (en) | 1971-05-06 | 1973-10-16 | Gerber Garment Technology Inc | Apparatus for forming bundles of sheet material |
| EP0233239B1 (en) | 1985-08-15 | 1990-05-30 | Tate Pipe Lining Processes Limited | A method of and apparatus for lining pipes |
| GB8608805D0 (en) | 1986-04-11 | 1986-05-14 | Du Pont Uk | Thermoplastic polymer-lined pipe |
| JPH01154729A (ja) * | 1987-12-11 | 1989-06-16 | Osaka Bosui Constr Co Ltd | 管内面の硬質チューブライニング工法 |
| JPH02194927A (ja) * | 1989-01-24 | 1990-08-01 | Sumitomo Metal Ind Ltd | 既設管の内面ライニング補修工法 |
| DE3904524C3 (de) * | 1989-02-15 | 1994-05-11 | Guenter Dr Ing Klemm | Spreizvorrichtung zum Auskleiden von Rohrleitungen |
| DE4119161A1 (de) | 1991-06-11 | 1992-12-17 | Werner & Pfleiderer | Verfahren und vorrichtung zum auskleiden der innenwand eines kanalrohres |
| JPH0880566A (ja) * | 1994-09-12 | 1996-03-26 | Maruzen Polymer Kk | 埋設パイプ内面のライニング工法 |
| GB9425503D0 (en) | 1994-12-17 | 1995-02-15 | Wood John | Method and apparatus for re-sizing thermoplastic pipes |
| GB9626060D0 (en) * | 1996-12-16 | 1997-02-05 | United Utilities Plc | Thermoplastic composite products |
| GB0022921D0 (en) | 2000-09-19 | 2000-11-01 | Sev Trent Water Ltd | Lining ducts |
| JP2002086564A (ja) * | 2000-09-20 | 2002-03-26 | Shonan Gosei Jushi Seisakusho:Kk | 管ライニング工法 |
| GB0308529D0 (en) | 2003-04-12 | 2003-05-21 | Sev Trent Water Ltd | Lining ducts |
| DE202006000969U1 (de) | 2006-01-20 | 2007-05-24 | Rosen Swiss Ag | Reinigungsmolch |
| DE602007003773D1 (de) * | 2006-05-23 | 2010-01-28 | Shonan Gosei Jushi Seisakusho | Verfahren zur Auskleidung einer Pipeline |
| JP4916784B2 (ja) * | 2006-06-20 | 2012-04-18 | 吉佳株式会社 | 光硬化性ライニング材の光硬化方法及び該方法に用いる光硬化システム |
| US7827646B2 (en) | 2008-02-08 | 2010-11-09 | Tdw Delaware, Inc. | Vortex inhibitor dispersal pig |
| US20150265980A1 (en) * | 2012-10-19 | 2015-09-24 | Mitsubishi Rayon Co., Ltd. | Air diffusion device, air diffusion method, and water treatment device |
| SE540893C2 (en) | 2016-04-19 | 2018-12-11 | Peanta Invent Ab | Light head for use in relining pipes |
| EP3336404B1 (en) | 2016-12-14 | 2019-10-30 | Bolonia Servicios e Ingenieros, S.L. | A device for curing pipeline inner resin linings |
| GB2571127B (en) | 2018-02-19 | 2021-03-31 | Aqualiner Ltd | A pig for use in a system for lining ducts water or sewage pipes |
-
2016
- 2016-09-27 GB GB1616384.2A patent/GB2554431B/en active Active
-
2017
- 2017-09-27 WO PCT/GB2017/052887 patent/WO2018060696A1/en unknown
- 2017-09-27 JP JP2019537898A patent/JP6868701B2/ja active Active
- 2017-09-27 EP EP17780151.1A patent/EP3519723B1/en active Active
- 2017-09-27 AU AU2017335237A patent/AU2017335237B2/en active Active
- 2017-09-27 US US16/336,458 patent/US11280439B2/en active Active
- 2017-09-27 ES ES17780151T patent/ES2843102T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| GB2554431B (en) | 2018-08-22 |
| WO2018060696A1 (en) | 2018-04-05 |
| US11280439B2 (en) | 2022-03-22 |
| EP3519723B1 (en) | 2021-01-06 |
| EP3519723A1 (en) | 2019-08-07 |
| ES2843102T3 (es) | 2021-07-15 |
| AU2017335237B2 (en) | 2023-01-12 |
| GB201616384D0 (en) | 2016-11-09 |
| JP2019529197A (ja) | 2019-10-17 |
| AU2017335237A1 (en) | 2019-04-18 |
| GB2554431A (en) | 2018-04-04 |
| US20190234551A1 (en) | 2019-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9814512B2 (en) | Coolant injection tube | |
| US11613083B2 (en) | Pig for use in a system for lining ducts water or sewage pipes | |
| JP2013518241A5 (ja) | ||
| JP6868701B2 (ja) | ダクトをライニングするためのシステムに用いられるピグ | |
| EP2828587A2 (en) | Dual purpose heat exchanger | |
| KR102143793B1 (ko) | 나선형 날개를 갖는 열교환장치 | |
| ES2672730T3 (es) | Recipiente de presión y método de calentamiento de un gas a presión que fluye | |
| JP2010085038A (ja) | 熱交換器および温水装置 | |
| JP2019529197A5 (ja) | ||
| JP2021513927A5 (ja) | ||
| US3245395A (en) | Heater for gaseous mediums having helically wound pipe coils | |
| KR101620208B1 (ko) | 타원형 열교환관을 포함한 저탕식 열교환기 | |
| CN107647784A (zh) | 连续加热流体的装置 | |
| JP2551036B2 (ja) | 合成樹脂管の曲げ加工法 | |
| ES2848773T3 (es) | Calentador de agua y un serpentín de tubería para un intercambiador de calor, en particular un intercambiador destinado a ese calentador de agua específico | |
| RU2670632C1 (ru) | Газовая горелка | |
| RU2705174C1 (ru) | Теплообменный аппарат | |
| KR101837890B1 (ko) | 히팅롤 | |
| JP2792811B2 (ja) | 遠赤外線輻射型ヒータにおける放射管構造 | |
| KR200442245Y1 (ko) | 연통 폐열 회수 장치 | |
| JPWO2019201622A5 (ja) | ||
| JP2019503466A (ja) | 熱水機器、煙道ガス放出部、及び流体を加熱するための方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200417 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200417 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210316 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210412 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6868701 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |