JP6855460B2 - 付加製造システムのための調節可能なz軸プリントヘッドモジュール - Google Patents
付加製造システムのための調節可能なz軸プリントヘッドモジュール Download PDFInfo
- Publication number
- JP6855460B2 JP6855460B2 JP2018513617A JP2018513617A JP6855460B2 JP 6855460 B2 JP6855460 B2 JP 6855460B2 JP 2018513617 A JP2018513617 A JP 2018513617A JP 2018513617 A JP2018513617 A JP 2018513617A JP 6855460 B2 JP6855460 B2 JP 6855460B2
- Authority
- JP
- Japan
- Prior art keywords
- platen
- support
- dispenser
- along
- feed material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 81
- 239000000654 additive Substances 0.000 title description 32
- 230000000996 additive effect Effects 0.000 title description 32
- 239000000463 material Substances 0.000 claims description 110
- 238000005259 measurement Methods 0.000 claims description 29
- 238000002844 melting Methods 0.000 claims description 22
- 230000008018 melting Effects 0.000 claims description 22
- 230000007246 mechanism Effects 0.000 claims description 11
- 239000007789 gas Substances 0.000 description 19
- 238000010438 heat treatment Methods 0.000 description 18
- 238000000034 method Methods 0.000 description 16
- 239000000843 powder Substances 0.000 description 13
- 238000005245 sintering Methods 0.000 description 12
- 230000008569 process Effects 0.000 description 9
- 238000000151 deposition Methods 0.000 description 8
- 239000002245 particle Substances 0.000 description 8
- 239000000155 melt Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000009826 distribution Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 238000007639 printing Methods 0.000 description 6
- 230000008021 deposition Effects 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 238000010146 3D printing Methods 0.000 description 3
- 238000004590 computer program Methods 0.000 description 3
- 239000012254 powdered material Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000011960 computer-aided design Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000002085 persistent effect Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 238000000110 selective laser sintering Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/46—Radiation means with translatory movement
- B22F12/48—Radiation means with translatory movement in height, e.g. perpendicular to the deposition plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/55—Two or more means for feeding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/003—Apparatus, e.g. furnaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/232—Driving means for motion along the axis orthogonal to the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/236—Driving means for motion in a direction within the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/295—Heating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
- B29C64/336—Feeding of two or more materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
- B22F12/13—Auxiliary heating means to preheat the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
- B22F12/45—Two or more
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/60—Planarisation devices; Compression devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/80—Plants, production lines or modules
- B22F12/88—Handling of additively manufactured products, e.g. by robots
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Powder Metallurgy (AREA)
- Producing Shaped Articles From Materials (AREA)
Description
・分配システム、スプレッダ、感知システム、熱源及び/又はエネルギー源などのプリントヘッドの一部として先ほど述べられた種々の構成要素は、プリントヘッドでの代わりにガントリに装着することができ、又はガントリを支持するフレームに装着することができる。
・水平に移動している構成要素が垂直に移動している構成要素で支持される代わりに、垂直に移動している構成要素は、水平に移動している構成要素で支持することができる。ゆえに、例えば、システムは、適所に固定されている水平に延びるレールと、水平なレール上を水平に移動するように構成されている垂直に延びるレールとを含むことができるだろう。
・プリントヘッドモジュールを有するよりむしろ、ディスペンサ及びエネルギー源は、支持体、例えばプラットフォーム150などに直接装着することができるだろう。
Claims (15)
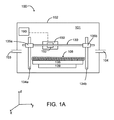
- 製造されている物体を支持するための上面を有するプラテンと、
垂直な軸及び水平な軸に沿って移動可能な支持体と、
前記垂直な軸に沿って前記支持体を移動させるための第1のアクチュエータと、
前記水平な軸に沿って前記支持体を移動させるための第2のアクチュエータと、
前記プラテン上に供給材料の複数の連続層を供給するためのディスペンサと、
レーザビームを発生させるとともに前記供給材料の少なくとも一部を溶融解させるように構成されたエネルギー源であって、前記垂直な軸に沿った前記支持体の動きが、前記プラテンの前記上面に向かって又は前記上面から離れるよう前記ディスペンサ及び前記エネルギー源を共に移動させるように、前記ディスペンサ及び前記エネルギー源が前記プラテン上で前記支持体に装着される、エネルギー源と、
前記水平な軸に対して垂直な方向に沿って前記レーザビームを偏向するように構成された機構と、
前記第1のアクチュエータ、前記第2のアクチュエータ、前記ディスペンサ及び前記エネルギー源に連結されたコントローラであって、前記第1のアクチュエータに前記支持体を移動させ、前記複数の連続層の各々が供給された後に、前記ディスペンサ及び前記アクチュエータを前記上面から離すよう持ち上げるように構成されているとともに、前記第2のアクチュエータに前記水平な軸に沿って前記支持体を移動させ、前記供給材料の層が供給される間に、前記プラテンの前記上面全域で前記ディスペンサをスキャンするように構成されている、コントローラと
を備える、付加製造システム。 - 前記プラテンが垂直には動かないように構成されている、請求項1に記載のシステム。
- 前記コントローラが、前記アクチュエータに、層の溶融解した部分の厚さにおよそ等しい距離だけ前記支持体を移動させるように構成されている、請求項1に記載のシステム。
- 前記機構が、ガルボ又は圧電マイクロミラーデバイスに装着されるミラーである、請求項1に記載のシステム。
- 前記プラテンが水平には動かないように構成されている、請求項1に記載のシステム。
- 前記支持体が、前記プラテン上を水平に延びるプラットフォームを備え、前記プラットフォームが、前記プラテンの対向側面の水平なレールで支持されかつ当該水平なレールに沿って移動可能である、請求項1に記載のシステム。
- 前記支持体が、前記プラテンの片側の一又は複数の水平なレールで支持されかつ当該水平なレールに沿って移動可能である、請求項1に記載のシステム。
- 前記一又は複数の水平なレールが、前記プラテンの前記片側の一又は複数の垂直なレールに沿って支持されかつ移動可能である、請求項7に記載のシステム。
- 前記ディスペンサ及び前記エネルギー源を保持するフレームを備え、前記支持体が実質的に垂直なプレートを備え、前記フレームの垂直なサイドパネルが、前記垂直なプレートに機械的に固定されている、請求項7に記載のシステム。
- 前記支持体及び前記アクチュエータが、可動ロボットアームを有するロボットを備える、請求項1に記載のシステム。
- 前記ロボットが6軸ロボットを含む、請求項10に記載のシステム。
- 製造されている物体を支持するための上面を有するプラテンと、
水平な軸に沿って移動可能であり、垂直なプレートを含む支持体と、
前記水平な軸に沿って前記支持体を移動させるためのアクチュエータと、
第1の垂直なサイドパネル、及び前記第1の垂直なサイドパネルに対向する第1のフレームの側面の第2の垂直なサイドパネルを有する第1のフレームであって、前記第1のフレームの前記第1の垂直なサイドパネルが前記支持体に機械的に固定されている、第1のフレームと、
前記第1のフレーム及び第2のフレームが前記プラテン上においてカンチレバー配置で保持されるように、前記第1のフレームの前記第2の垂直なサイドパネルに機械的に固定された第1の垂直なサイドパネルを有する第2のフレームと、
前記プラテン上に供給材料の複数の連続層を供給するための、前記第1のフレームに装着された第1のディスペンサと、
前記プラテン上に供給材料の複数の連続層を供給するための、前記第2のフレームに装着された第2のディスペンサであって、前記水平な軸に沿った前記支持体の動きが、前記プラテンの前記上面全域で前記水平な軸に沿って、前記第1のディスペンサ及び前記第2のディスペンサを共にスキャンする、第2のディスペンサと、
レーザビームを発生させるとともに前記供給材料の少なくとも一部を溶融解させるように構成されたエネルギー源と、
前記水平な軸に対して垂直な方向に沿って前記レーザビームを偏向するように構成された機構と
を備える、付加製造システム。 - 前記垂直なプレート、前記第1のフレーム及び前記第2のフレームが、前記水平な軸に垂直な線に沿って順番に位置付けられ、前記第1のディスペンサが、前記プラテンの第1の部分に供給材料の前記複数の連続層を供給するように構成され、前記第2のディスペンサが、前記第1の部分に平行に延びる前記プラテンの第2の部分に、供給材料の前記複数の連続層を供給するように構成されている、請求項12に記載のシステム。
- 前記エネルギー源が、前記プラテンの前記第1の部分で供給材料を溶融解させるための、前記第1のフレームに装着された第1のエネルギー源、及び前記プラテンの前記第2の部分で供給材料を溶融解させるための、前記第2のフレームに装着された第2のエネルギー源を備える、請求項13に記載のシステム。
- 製造されている物体を支持するための上面を有するプラテンと、
水平な軸に沿って移動可能な支持体と、
前記プラテン及び/又は前記支持体に連結され、それらの間に相対運動を生成するアクチュエータシステムと、
前記プラテン上に供給材料の複数の連続層を供給するためのディスペンサと、
レーザビームを発生させるとともに前記供給材料の少なくとも一部を溶融解させるように構成されたエネルギー源であって、前記ディスペンサ及び前記エネルギー源が前記プラテン上で前記支持体に装着される、エネルギー源と、
前記水平な軸に対して垂直な方向に沿って前記レーザビームを偏向するように構成された機構と、
前記支持体と供給材料の前記連続層の上面との間の距離を測定するように構成された計測システムと、
前記アクチュエータ、前記ディスペンサ及び前記エネルギー源に連結されたコントローラであって、前記ディスペンサが供給材料の層を供給する間に、前記アクチュエータシステムに前記支持体に対する前記プラテンの横運動を生成させ、前記計測システムからの測定値を受信させ、前記横運動中に前記支持体と前記上面との間で一定の距離を維持するために、前記アクチュエータシステムに、前記横運動中に前記支持体に対する前記プラテンの垂直な位置を調節させ、前記アクチュエータシステムに、前記プラテンと前記支持体との間で垂直運動を生成させ、前記複数の連続層の各々が供給された後に、前記ディスペンサと前記上面との間の距離を増加させるように構成されたコントローラと
を備える、付加製造システム。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562219605P | 2015-09-16 | 2015-09-16 | |
| US62/219,605 | 2015-09-16 | ||
| US201562262667P | 2015-12-03 | 2015-12-03 | |
| US62/262,667 | 2015-12-03 | ||
| PCT/US2016/051766 WO2017048865A1 (en) | 2015-09-16 | 2016-09-14 | Adjustable z-axis printhead module for additive manufacturing system |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018535114A JP2018535114A (ja) | 2018-11-29 |
| JP2018535114A5 JP2018535114A5 (ja) | 2019-10-31 |
| JP6855460B2 true JP6855460B2 (ja) | 2021-04-07 |
Family
ID=58237599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018513617A Active JP6855460B2 (ja) | 2015-09-16 | 2016-09-14 | 付加製造システムのための調節可能なz軸プリントヘッドモジュール |
Country Status (7)
| Country | Link |
|---|---|
| US (3) | US10350824B2 (ja) |
| EP (1) | EP3349968A4 (ja) |
| JP (1) | JP6855460B2 (ja) |
| KR (1) | KR20180042305A (ja) |
| CN (1) | CN108025500A (ja) |
| IL (1) | IL257508B (ja) |
| WO (1) | WO2017048865A1 (ja) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10705509B2 (en) | 2013-10-21 | 2020-07-07 | Made In Space, Inc. | Digital catalog for manufacturing |
| CA2930572C (en) * | 2013-11-14 | 2019-07-02 | General Electric Company | Layered manufacturing of single crystal alloy components |
| US10953571B2 (en) | 2013-11-26 | 2021-03-23 | Made In Space, Inc. | Metal casting methods in microgravity and other environments |
| CN106536165B (zh) * | 2014-07-09 | 2020-10-13 | 应用材料公司 | 增材制造中的层状加热、线状加热、等离子体加热及多重馈给材料 |
| CN107771109B (zh) * | 2015-06-19 | 2021-09-07 | 应用材料公司 | 在增材制造中的材料分配和压实 |
| WO2017048919A1 (en) * | 2015-09-16 | 2017-03-23 | Applied Materials, Inc. | Array of printhead modules for additive manufacturing system |
| WO2017048861A1 (en) | 2015-09-16 | 2017-03-23 | Applied Materials, Inc. | Printhead module for additive manufacturing system |
| JP6855460B2 (ja) | 2015-09-16 | 2021-04-07 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 付加製造システムのための調節可能なz軸プリントヘッドモジュール |
| TW201811542A (zh) * | 2016-07-28 | 2018-04-01 | 應用材料股份有限公司 | 控制用於積層製造的能量束之強度分佈 |
| WO2018074991A1 (en) * | 2016-10-17 | 2018-04-26 | Hewlett-Packard Development Company, Lp | Recoater carriage |
| DE102016120044A1 (de) * | 2016-10-20 | 2018-04-26 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur additiven Herstellung dreidimensionaler Objekte |
| WO2018109734A2 (en) * | 2016-12-18 | 2018-06-21 | Csir | Additive manufacturing apparatus and method |
| DE102017205027A1 (de) * | 2017-03-24 | 2018-09-27 | SLM Solutions Group AG | Vorrichtung und Verfahren zum Herstellen von dreidimensionalen Werkstücken |
| WO2018182622A1 (en) * | 2017-03-30 | 2018-10-04 | Hewlett-Packard Development Company, L.P. | Build material conveyors |
| US20180304539A1 (en) * | 2017-04-21 | 2018-10-25 | Applied Materials, Inc. | Energy delivery system with array of energy sources for an additive manufacturing apparatus |
| EP3615251A4 (en) * | 2017-04-25 | 2021-03-24 | Hexcel Corporation | SYSTEM FOR SELECTIVE LASER SINTERING |
| US20200101536A1 (en) * | 2017-06-06 | 2020-04-02 | Aurora Labs Limited | 3d printing method and apparatus |
| US10836108B1 (en) * | 2017-06-30 | 2020-11-17 | Made In Space, Inc. | System and method for monitoring and inspection of feedstock material for direct feedback into a deposition process |
| US10710307B2 (en) * | 2017-08-11 | 2020-07-14 | Applied Materials, Inc. | Temperature control for additive manufacturing |
| WO2019094267A1 (en) * | 2017-11-10 | 2019-05-16 | General Electric Company | Powder refill system for an additive manufacturing machine |
| US11090724B2 (en) * | 2017-12-28 | 2021-08-17 | Applied Materials, Inc. | Additive manufacturing with powder dispensing |
| FR3077017B1 (fr) * | 2018-01-23 | 2021-01-15 | Safran Aircraft Engines | Outillage pour la fabrication additive sur lit de poudre equipe d'un systeme permettant d'eviter un endommagement de son moyen d'etalement |
| CN111465483B (zh) * | 2018-01-25 | 2022-11-11 | 惠普发展公司,有限责任合伙企业 | 构建材料分配装置 |
| CN108480635A (zh) * | 2018-05-03 | 2018-09-04 | 中国兵器装备研究院 | 一种增材制造装置 |
| CN109352994B (zh) * | 2018-10-30 | 2021-06-01 | 北京星航机电装备有限公司 | 一种适用于激光成形3d打印机焦平面的快速确定方法 |
| DE102019000796A1 (de) | 2019-02-05 | 2020-08-06 | Voxeljet Ag | Wechselbare Prozesseinheit |
| WO2020176079A1 (en) * | 2019-02-26 | 2020-09-03 | Cellink Ab | Systems and methods for real-time optoelectronic assessments of fluid volume in fluid dispensing systems |
| DE102019205190A1 (de) * | 2019-04-11 | 2020-10-15 | Robert Bosch Gmbh | Vorrichtung und Verfahren zur Herstellung von dreidimensionalen Bauteilen aus Metallpulver |
| EP3972815A2 (en) * | 2019-05-23 | 2022-03-30 | General Electric Company | Actuator assemblies for additive manufacturing apparatuses and methods for using the same |
| WO2020243145A1 (en) | 2019-05-28 | 2020-12-03 | Vulcanforms Inc. | Recoater system for additive manufacturing |
| US12011880B2 (en) | 2019-05-28 | 2024-06-18 | Vulcanforms Inc. | Recoater system for additive manufacturing |
| WO2020243139A1 (en) | 2019-05-28 | 2020-12-03 | Vulcanforms Inc. | Recoater system for additive manufacturing |
| US11273606B2 (en) | 2019-07-19 | 2022-03-15 | Hamilton Sundstrand Corporation | Sweep gas systems |
| US11400649B2 (en) * | 2019-09-26 | 2022-08-02 | Applied Materials, Inc. | Air knife assembly for additive manufacturing |
| US11518097B2 (en) | 2019-11-25 | 2022-12-06 | Applied Materials, Inc. | Selective powder dispenser configurations for additive manufacturing |
| US11524455B2 (en) * | 2019-11-25 | 2022-12-13 | Applied Materials, Inc. | Removable unit for selective powder delivery for additive manufacturing |
| WO2022015831A1 (en) | 2020-07-15 | 2022-01-20 | Applied Materials, Inc. | Large area recoating for additive manufacturing |
| US11135771B1 (en) | 2021-04-09 | 2021-10-05 | Curiteva, Inc. | System and method of manufacturing a medical implant |
| US11809160B2 (en) | 2021-12-09 | 2023-11-07 | Autodesk, Inc. | Multi-tooltip control for computer-aided manufacturing |
| CN115502417B (zh) * | 2021-12-30 | 2024-03-22 | 北京航空航天大学 | 真空增材制造装置及方法 |
Family Cites Families (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7253A (en) * | 1850-04-02 | Mantelpiece | ||
| US6046426A (en) * | 1996-07-08 | 2000-04-04 | Sandia Corporation | Method and system for producing complex-shape objects |
| JPH1158848A (ja) | 1997-08-26 | 1999-03-02 | Brother Ind Ltd | 手動走査兼用画像形成装置 |
| NL1016912C2 (nl) * | 2000-12-19 | 2002-06-21 | Eric Alexander Schmets | Alarminrichting voor duikers. |
| US20030076371A1 (en) * | 2001-10-24 | 2003-04-24 | 3D Systems, Inc. | Scanning techniques in selective deposition modeling |
| KR20050003356A (ko) | 2002-04-10 | 2005-01-10 | 후지 샤신 필름 가부시기가이샤 | 노광헤드 및 노광장치와 그 응용 |
| US20040005374A1 (en) | 2002-05-16 | 2004-01-08 | Subhash Narang | Creating objects through X and Z movement of print heads |
| AU2003900180A0 (en) | 2003-01-16 | 2003-01-30 | Silverbrook Research Pty Ltd | Method and apparatus (dam001) |
| FR2850308B1 (fr) | 2003-01-28 | 2005-03-04 | Commissariat Energie Atomique | Peripherique permettant l'impression et la decoupe de feuilles de papier a l'aide d'une source laser de faible puissance |
| CN101444959B (zh) | 2003-05-01 | 2012-08-22 | 奥布吉特几何有限公司 | 快速成型装置 |
| WO2005097476A2 (en) * | 2004-04-02 | 2005-10-20 | Z Corporation | Methods and apparatus for 3d printing |
| JP2006248039A (ja) * | 2005-03-10 | 2006-09-21 | Roland Dg Corp | 三次元造形方法 |
| US7997196B2 (en) | 2007-04-10 | 2011-08-16 | Whelan Paul L | Portable intaglio printing press |
| ES2323351B1 (es) | 2007-09-04 | 2010-04-23 | Fundacio Privada Ascamm | Dispositivo y aparato para deposicion selectiva de materia plastica fundida y metodo de fabricacion por deposicion selectiva. |
| CN102015258B (zh) * | 2008-04-21 | 2013-03-27 | 松下电器产业株式会社 | 层叠造形装置 |
| JP5033114B2 (ja) * | 2008-12-15 | 2012-09-26 | 長野日本無線株式会社 | 三次元造形機 |
| US8951786B1 (en) * | 2010-04-27 | 2015-02-10 | Biomason, Inc. | Compositions, tools and methods for the manufacture of construction materials using enzymes |
| US8491083B2 (en) * | 2010-10-27 | 2013-07-23 | International Business Machines Corporation | Inkjet printing of microfluidic channels |
| CN102463746B (zh) | 2010-11-19 | 2014-04-02 | 山东新北洋信息技术股份有限公司 | 打印头组件及使用该组件的打印机 |
| US9238329B2 (en) | 2010-12-22 | 2016-01-19 | Stratasys, Inc. | Voice coil mechanism for use in additive manufacturing system |
| US8419996B2 (en) * | 2010-12-22 | 2013-04-16 | Stratasys, Inc. | Print head assembly for use in fused deposition modeling system |
| NL2005991C2 (nl) * | 2011-01-12 | 2012-07-16 | Oosterhuis Beheer B V As | Hypoxisch brandbestrijdingssysteem, gebouw voorzien daarvan en werkwijze daarvoor. |
| WO2012166552A1 (en) | 2011-06-02 | 2012-12-06 | A. Raymond Et Cie | Fasteners manufactured by three-dimensional printing |
| EP2546760A1 (en) * | 2011-07-11 | 2013-01-16 | Accenture Global Services Limited | Provision of user input in systems for jointly discovering topics and sentiment |
| DE102011111498A1 (de) | 2011-08-31 | 2013-02-28 | Voxeljet Technology Gmbh | Vorrichtung zum schichtweisen Aufbau von Modellen |
| JP5759851B2 (ja) * | 2011-09-22 | 2015-08-05 | 株式会社キーエンス | 三次元造形装置及び三次元造形方法 |
| TWI472427B (zh) * | 2012-01-20 | 2015-02-11 | 財團法人工業技術研究院 | 粉體鋪層裝置與方法及其積層製造方法 |
| US20140232035A1 (en) * | 2013-02-19 | 2014-08-21 | Hemant Bheda | Reinforced fused-deposition modeling |
| US20140271328A1 (en) * | 2013-03-15 | 2014-09-18 | Matterfab Corp. | Apparatus and methods for manufacturing |
| US20140363532A1 (en) * | 2013-06-10 | 2014-12-11 | Kirk W. Wolfgram | Multiple color extrusion type three dimensional printer |
| EP2818305B1 (en) * | 2013-06-25 | 2016-03-23 | SLM Solutions GmbH | Powder application apparatus and method of operating a powder application apparatus |
| WO2015038072A1 (en) | 2013-09-12 | 2015-03-19 | Bio3D Technologies Pte Ltd | A 3d printer with a plurality of interchangeable printing modules and methods of using said printer |
| WO2015054577A1 (en) * | 2013-10-11 | 2015-04-16 | Advanced Solutions Life Sciences, Llc | System and workstation for the design, fabrication and assembly of bio-material constructs |
| JP6073773B2 (ja) * | 2013-10-30 | 2017-02-01 | ローランドディー.ジー.株式会社 | 三次元造形装置、三次元造形方法、プログラムおよびコンピューター読み取り可能な記録媒体 |
| TWI535553B (zh) | 2013-12-11 | 2016-06-01 | 三緯國際立體列印科技股份有限公司 | 立體列印裝置 |
| US20150174824A1 (en) | 2013-12-19 | 2015-06-25 | Karl Joseph Gifford | Systems and methods for 3D printing with multiple exchangeable printheads |
| US20150183161A1 (en) * | 2013-12-31 | 2015-07-02 | Nike, Inc. | 3d print head |
| TWI486263B (zh) | 2014-01-06 | 2015-06-01 | 三緯國際立體列印科技股份有限公司 | 列印頭模組 |
| CN103802318A (zh) * | 2014-02-14 | 2014-05-21 | 青岛尚慧信息技术有限公司 | 一种立体结构的制备装置 |
| CN103802322B (zh) * | 2014-03-07 | 2015-12-09 | 济南大学 | 基于fdm的新型3d打印机 |
| WO2015155745A1 (en) * | 2014-04-10 | 2015-10-15 | Ge Avio S.R.L. | Process for forming a component by means of additive manufacturing, and powder dispensing device for carrying out such a process |
| US9764515B2 (en) | 2014-05-01 | 2017-09-19 | Musc Foundation For Research Development | Multidispensor cartesian robotic printer |
| CN204018721U (zh) | 2014-07-09 | 2014-12-17 | 山东科技大学 | 一种金属粉末激光烧结三维打印机 |
| CN203937195U (zh) | 2014-07-22 | 2014-11-12 | 武汉诣文科技有限公司 | 用于3d打印机的稳定平衡装置 |
| DE102014112447A1 (de) * | 2014-08-29 | 2016-03-03 | Exone Gmbh | 3D-Drucker, 3D-Druckeranordnung und generatives Fertigungsverfahren |
| CN204235896U (zh) | 2014-11-06 | 2015-04-01 | 于雷 | 一种三维打印机 |
| US9637596B2 (en) * | 2015-03-10 | 2017-05-02 | International Business Machines Corporation | Polyhemiaminal and polyhexahydrotriazine materials from 1,4 conjugate addition reactions |
| US10814387B2 (en) | 2015-08-03 | 2020-10-27 | General Electric Company | Powder recirculating additive manufacturing apparatus and method |
| US10328525B2 (en) | 2015-08-25 | 2019-06-25 | General Electric Company | Coater apparatus and method for additive manufacturing |
| JP6855460B2 (ja) | 2015-09-16 | 2021-04-07 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 付加製造システムのための調節可能なz軸プリントヘッドモジュール |
-
2016
- 2016-09-14 JP JP2018513617A patent/JP6855460B2/ja active Active
- 2016-09-14 WO PCT/US2016/051766 patent/WO2017048865A1/en active Application Filing
- 2016-09-14 US US15/265,631 patent/US10350824B2/en not_active Expired - Fee Related
- 2016-09-14 KR KR1020187007493A patent/KR20180042305A/ko unknown
- 2016-09-14 EP EP16847247.0A patent/EP3349968A4/en not_active Withdrawn
- 2016-09-14 CN CN201680052494.5A patent/CN108025500A/zh active Pending
-
2018
- 2018-02-13 IL IL257508A patent/IL257508B/en unknown
- 2018-03-30 US US15/942,116 patent/US10391707B2/en not_active Expired - Fee Related
- 2018-03-30 US US15/942,153 patent/US11207826B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN108025500A (zh) | 2018-05-11 |
| EP3349968A1 (en) | 2018-07-25 |
| US20170072643A1 (en) | 2017-03-16 |
| US20180222116A1 (en) | 2018-08-09 |
| KR20180042305A (ko) | 2018-04-25 |
| WO2017048865A1 (en) | 2017-03-23 |
| US10391707B2 (en) | 2019-08-27 |
| US20180222114A1 (en) | 2018-08-09 |
| EP3349968A4 (en) | 2019-08-21 |
| IL257508A (en) | 2018-06-28 |
| US11207826B2 (en) | 2021-12-28 |
| JP2018535114A (ja) | 2018-11-29 |
| US10350824B2 (en) | 2019-07-16 |
| IL257508B (en) | 2022-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6855460B2 (ja) | 付加製造システムのための調節可能なz軸プリントヘッドモジュール | |
| US10967626B2 (en) | Printhead module for additive manufacturing system | |
| CN108025499B (zh) | 用于增材制造系统的打印头模块的阵列 | |
| TWI781202B (zh) | 增材製造方法和設備 | |
| JP6898036B2 (ja) | 移動式走査エリアを使用する付加製造 | |
| JP6845335B2 (ja) | 移動式走査エリアを使用する付加製造 | |
| JP6848069B2 (ja) | 移動式走査エリアを使用する付加製造 | |
| KR20180021916A (ko) | 예비 가열을 이용하는 적층 제조 | |
| JP2020536768A (ja) | 付加製造のための選択的な粉末供給 | |
| EP3689503A1 (en) | Recoating assembly for an additive manufacturing machine | |
| JP6888874B2 (ja) | 移動式走査エリアを使用する付加製造 | |
| US11524455B2 (en) | Removable unit for selective powder delivery for additive manufacturing | |
| US11724314B2 (en) | Large area recoating for additive manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190913 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210302 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210317 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6855460 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |