JP6790761B2 - 回転電機の製造方法 - Google Patents
回転電機の製造方法 Download PDFInfo
- Publication number
- JP6790761B2 JP6790761B2 JP2016227991A JP2016227991A JP6790761B2 JP 6790761 B2 JP6790761 B2 JP 6790761B2 JP 2016227991 A JP2016227991 A JP 2016227991A JP 2016227991 A JP2016227991 A JP 2016227991A JP 6790761 B2 JP6790761 B2 JP 6790761B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- phase
- stator core
- coils
- blades
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/12—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/0056—Manufacturing winding connections
- H02K15/0068—Connecting winding sections; Forming leads; Connecting leads to terminals
- H02K15/0081—Connecting winding sections; Forming leads; Connecting leads to terminals for form-wound windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
- H02K1/165—Shape, form or location of the slots
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/276—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM]
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/024—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with slots
- H02K15/026—Wound cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
- H02K15/0435—Wound windings
- H02K15/0442—Loop windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
- H02K15/0435—Wound windings
- H02K15/0478—Wave windings, undulated windings
- H02K15/0485—Wave windings, undulated windings manufactured by shaping an annular winding
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/06—Embedding prefabricated windings in machines
- H02K15/062—Windings in slots; salient pole windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/06—Embedding prefabricated windings in machines
- H02K15/062—Windings in slots; salient pole windings
- H02K15/065—Windings consisting of complete sections, e.g. coils, waves
- H02K15/067—Windings consisting of complete sections, e.g. coils, waves inserted in parallel to the axis of the slots or inter-polar channels
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/06—Embedding prefabricated windings in machines
- H02K15/062—Windings in slots; salient pole windings
- H02K15/065—Windings consisting of complete sections, e.g. coils, waves
- H02K15/067—Windings consisting of complete sections, e.g. coils, waves inserted in parallel to the axis of the slots or inter-polar channels
- H02K15/068—Strippers
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/28—Layout of windings or of connections between windings
Description
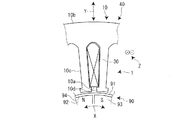
本実施形態の回転電機1は、三相回転電機であり、図1に示すように、固定子40と可動子90とを有している。固定子40は、円筒形状であり内周面に周方向に複数のスロット10aが形成されている固定子鉄心10と、複数のスロット10aに巻かれて装着(挿入)されている波巻構成のコイル30とを有している。可動子90は、固定子40に対して回転可能に支持されている可動子鉄心91と、可動子鉄心91に設けられている少なくとも一対の可動子磁極92、93とを有している。
ここで、固定子40に対する可動子90の回転方向を第一方向(矢印X方向)とする。また、複数の(48個)のスロット10aの深さ方向を第二方向(矢印Y方向)とする。更に、第一方向(矢印X方向)及び第二方向(矢印Y方向)のいずれの方向に対しても直交する方向を第三方向(矢印Z方向)とする。第一方向(矢印X方向)は、回転電機1の周方向に沿った方向に相当し、可動子90の回転方向に相当する。
図3を用いて、コイルの展開接続図について説明する。図3に示すように、本実施形態では、各相のコイル30U、30V、30Wは、波巻構成である。U相コイル30Uは、第一U相コイル30U1と第二U相コイル30U2とから構成されている。また、V相コイル30Vは、第一V相コイル30V1と第二V相コイル30V2とから構成されている。また、W相コイル30Wは、第一W相コイル30W1と第二W相コイル30W2とから構成されている。
第一U相コイル30U1の他端U1N、第二U相コイル30U2の他端U2N、第一V相コイル30V1の他端V1N、第二V相コイル30V2の他端V2N、第一W相コイル30W1の他端W1N、及び第二W相コイル30W2の他端W2Nは、中性点端子70によって接続されている。
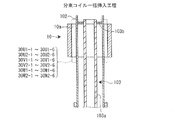
次に、回転電機1(固定子40)の製造方法の概要について、図4を用いて説明する。以後の説明において、第一U相分束コイル30U1−1〜30U1−6及び第二U相分束コイル30U2−1〜30U2−6を、分束コイル30U**と略す。同様に、第一V相コイル30V及び第二V相分束コイル30V2−1〜30V2−6を、分束コイル30V**と略す。同様に、第一W相コイル30W及び第二W相分束コイル30W2−1〜30W2−6を、分束コイル30W**と略す。
次に、分束コイル一括挿入工程において、まず、分束コイル形成工程において形成されたUVW各相の複数の分束コイル30U**、30v**、30w**をコイル挿入機100にセットする。次に、コイル挿入機100によって、UVW各相の分束コイル30U**、30v**、30w**を、同時に一括して固定子鉄心10のスロット10aに挿入する。このように、本実施形態では、従来の固定子の製造方法と異なり、UVW各相の分束コイル30U**、30v**、30w**が同時に一括して固定子鉄心10のスロット10aに挿入される。分束コイル一括挿入工程については、後で詳細に説明する。
次に、中性点装着工程において、U相コイル30U、V相コイル30V、及びW相コイル30Wの他端に、中性点端子70を装着する。この中性点装着工程において、U相コイル30U、V相コイル30V、及びW相コイル30Wの他端が相互に結線される。
次に、検査工程において、製造した固定子40の特性を検査することによって、製造した固定子40の良否を判定し、固定子40の製造が完了する。
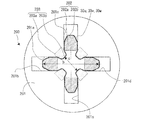
次に、図5A、図5B、図6A、及び図6Bを用いて、分束コイル形成工程について説明する。分束コイル形成工程に用いられるコイル形成機200は、図5A及び図5Bに示すように、基部材201、4つの柱部材202、及び4つの押圧部材203から構成されている。基部材201は、板状である。基部材201には、十字形状の摺動穴201aが貫通形成されている。摺動穴201aは、4つの摺動レーン201b〜201eから構成されている。4つの摺動レーン201b〜201eは、摺動穴201aの中心201a1(図6A示)で接続し、摺動穴201aの中心201a1から外側に延在している。隣接する摺動レーン201b〜201eは、直交している。
柱部材202は、柱形状である。図6Aに示すように、柱部材202は、基部202aと先端部202bとから構成されている。基部202aの断面形状は長方形状である。先端部202bは、基部202aの外側(摺動穴201aの中心201a1から遠い側)に接続している。先端部202bの断面形状は等脚台形である。先端部202bの先端側(外側)の辺は、先端部202bの基端側(内側)の辺よりも短く設定されている。4つの柱部材202は、それぞれ、各摺動レーン201b〜201eに挿通されて、各摺動レーン201b〜201e内を摺動可能に設けられている。4つの柱部材202は、各摺動レーン201b〜201eの外側の第一位置(図5A、図6A示)と、各摺動レーン201b〜201eの中心側の第二位置(図5B、図6B示)間を同時に摺動する。
また、第二U相分束コイル30U2−1〜30U2−6、第二V相分束コイル30V2−1〜30V2−6及び第二W相分束コイル30W2−1〜30W2−6を、コイル形成機200によって、それぞれ形成する際には、末尾の符号が大きくなるに従って、導線30aの本数が多くなるように、4つの柱部材202に導線30aが巻き付けられる。
また、第二U相分束コイル30U2−1〜30U2−6、第二V相分束コイル30V2−1〜30V2−6及び第二W相分束コイル30W2−1〜30W2−6を、コイル形成機200によって、それぞれ形成する際には、末尾の符号が大きくなるに従って、第一位置にある対向する柱部材202の外側間の距離a(図6A示)を小さくする。
図7において、紙面上方をコイル挿入機100の上方とし、紙面下方をコイル挿入機100の下方とする。
分束コイル一括挿入工程は、図8A〜図8Dに示すように、コイルセット工程、固定子鉄心セット工程、及び分束コイル一括挿入工程を有している。
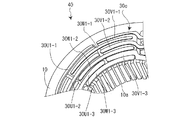
固定子鉄心セット工程において、各ブレード102間にそれぞれ挿入されている各分束コイル30U1−1〜30U1−6、30U2−1〜30U2−6、30V1−1〜30V1−6、30V2−1〜30V2−6、30W1−1〜30W1−6、30W2−1〜30W2−6(以下、適宜、分束コイル30**と表す)を構成する導線30aの本数は、固定子鉄心10に近い各分束コイル30**程、少なく設定されている。
また、固定子鉄心セット工程において、各ブレード102間にそれぞれ挿入されている各分束コイル30**を構成する導線30aの長さは、固定子鉄心10から遠い各分束コイル30**程、短く設定されている。
従来の回転電機の製造方法では、各相のコイル30U、30V、30Wを固定子鉄心10のスロット10aに挿入するために、図12に示すように、スロット紙挿入工程の後に、U相巻線工程、U相挿入工程、U相中間工程、V相巻線工程、V相挿入工程、V相中間工程、W相巻線工程、W相挿入工程、及び最終成形工程が実行される。U相中間工程及びV相中間工程は、次にスロット10aに挿入されるコイル30V、30Wのスロット10aへの挿入の妨げとならないように、スロット10aに挿入されているコイル30U、30Vのコイルエンド30cを、固定子鉄心10の外周側に変形させる工程である。また、最終成形工程では、U相中間工程及びV相中間工程によって、固定子鉄心10の外周側に変形されたコイルエンド30cを、固定子鉄心10の内周側に変形させて、U相中間工程及びV相中間工程が実行される前の状態に戻す工程である。
以上の説明から明らかなように、コイル30U、30V、30Wは複数の分束コイル30**に分割され、分束コイル一括挿入工程において、プッシャー103を固定子鉄心10側に移動させることにより、プッシャー103側にある各ブレード102間にそれぞれ挿入された複数の分束コイル30**で、この分束コイル30**よりも固定子鉄心10側に隣接する分束コイル30**を押圧させて、各相のそれぞれの複数の分束コイル30**を一度に各スロット10aに順次重ねて層状に挿入する。このように、コイル30U、30V、30Wは複数の分束コイル30**に分割されているので、分割されていないコイル30U、30V、30Wと比較して、分束コイル30**の剛性は低いため、分束コイル30**は変形し易い。このため、分束コイル一括挿入工程において、全ての相の分束コイル30**を、一度に固定子鉄心10の各スロット10aに重ねられて層状に挿入することができる。この結果、各相のコイル30を挿入するのに必要な工程を大幅に削減することができる。また、従来のように、1つの相のコイル30U、30V、30Wを固定子鉄心10のスロット10aに挿入した後に、次に挿入されるコイル30U、30V、30Wのスロット10aへの挿入の妨げとならないように、スロット10aに挿入されたコイル30U、30V、30Wの一方側のコイルエンド30cを固定子鉄心10の外周側に変形させる中間成型が不要となる。このように、各相のコイル30U、30V、30Wを挿入するのに必要な工程を大幅に削減することができ、より短時間で製造することができる回転電機1の製造方法を提供することができる。
図13に示すように、各相のコイル30U、30V、30Wが同心巻構成である実施形態にも、本発明の回転電機1及び回転電機1の製造方法は適用可能である。この実施形態でも、U相コイル30Uは、第一U相コイル30U1と第二U相コイル30U2とから構成されている。また、V相コイル30Vは、第一V相コイル30V1と第二V相コイル30V2とから構成されている。また、W相コイル30Wは、第一W相コイル30W1と第二W相コイル30W2とから構成されている。
また、固定子鉄心セット工程において、各ブレード102間にそれぞれ挿入された状態で装着されている各分束コイル30U1−1〜30U1−6、30U2−1〜30U2−6、30V1−1〜30V1−6、30V2−1〜30V2−6、30W1−1〜30W1−6、30W2−1〜30W2−6を構成する導線30aの長さは、固定子鉄心10から遠い各分束コイル30**程、短く設定されている。
上記説明した実施形態では、コイル30の相数は3である。しかし、コイル30の相数が2や4以上である実施形態の回転電機1であっても差し支え無い。
Claims (2)
- 円筒形状であり内周面に周方向に複数のスロットが形成された固定子鉄心と複数の前記スロットにそれぞれ挿入されている複数相のコイルとを備えた固定子と、前記固定子に対して回転可能に支持されている可動子鉄心と前記可動子鉄心に設けられている少なくとも一対の可動子磁極とを備えた可動子とを有する回転電機の製造方法であって、
導線から前記複数相のコイルが複数に分割された分束コイルを、前記各相のそれぞれについて形成する分束コイル形成工程と、
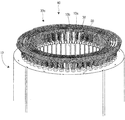
棒状であり互いに離間して円周上に配置された複数のブレードと、各前記ブレードの内側部分と対向するように前記各前記ブレードの内側に配置され前記ブレードの形成方向に沿って移動するプッシャーとを備えたコイル挿入機の各前記ブレード間に、前記各相のそれぞれの複数の前記分束コイルを前記ブレードの形成方向に重ねて層状に挿入するコイルセット工程と、
各前記スロットの位置が各前記ブレード間に形成された隙間の位置と一致するように、前記固定子鉄心を前記コイル挿入機にセットする固定子鉄心セット工程と、
前記プッシャーを前記固定子鉄心側に移動させることにより、前記プッシャー側にある各前記ブレード間にそれぞれ挿入された複数の前記分束コイルで、この分束コイルよりも前記固定子鉄心側に隣接する前記分束コイルを押圧させて、前記各相のそれぞれの複数の前記分束コイルを一度に各前記スロットに順次重ねて層状に挿入する分束コイル一括挿入工程と、を有し、
前記固定子鉄心セット工程において、各前記ブレード間にそれぞれ重ねられて層状に挿入されている各前記分束コイルを構成する前記導線の1巻分の長さは、前記固定子鉄心から遠い各前記分束コイル程、短く設定されている、回転電機の製造方法。 - 前記固定子鉄心セット工程において、各前記ブレード間にそれぞれ重ねられて層状に挿入されている各前記分束コイルを構成する前記導線の本数は、前記固定子鉄心に近い各前記分束コイル程、少なく設定されている請求項1に記載の回転電機の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016227991A JP6790761B2 (ja) | 2016-11-24 | 2016-11-24 | 回転電機の製造方法 |
| US15/702,832 US10686350B2 (en) | 2016-11-24 | 2017-09-13 | Manufacturing method of rotary electric machine and rotary electric machine |
| CN201710826452.9A CN108110963B (zh) | 2016-11-24 | 2017-09-14 | 旋转电机的制造方法以及旋转电机 |
| DE102017123976.6A DE102017123976A1 (de) | 2016-11-24 | 2017-10-16 | Herstellungsverfahren für rotierende elektrische maschine und rotierende elektrische maschine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016227991A JP6790761B2 (ja) | 2016-11-24 | 2016-11-24 | 回転電機の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018085854A JP2018085854A (ja) | 2018-05-31 |
| JP6790761B2 true JP6790761B2 (ja) | 2020-11-25 |
Family
ID=62147896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016227991A Active JP6790761B2 (ja) | 2016-11-24 | 2016-11-24 | 回転電機の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10686350B2 (ja) |
| JP (1) | JP6790761B2 (ja) |
| CN (1) | CN108110963B (ja) |
| DE (1) | DE102017123976A1 (ja) |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57110056A (en) * | 1980-12-27 | 1982-07-08 | Toshiba Seiki Kk | Wound coil inserting device for stator of rotary electric machine |
| JP3485199B2 (ja) | 1993-12-06 | 2004-01-13 | 本田技研工業株式会社 | 多相回転機の固定子巻線方法 |
| JPH08116650A (ja) * | 1994-10-18 | 1996-05-07 | Matsushita Electric Ind Co Ltd | コイルインサータ |
| JP2901888B2 (ja) * | 1994-12-27 | 1999-06-07 | 本田技研工業株式会社 | ステータの巻線組付方法 |
| JP2005080356A (ja) * | 2003-08-29 | 2005-03-24 | Honda Motor Co Ltd | コイル挿入方法 |
| US8384263B2 (en) * | 2008-02-14 | 2013-02-26 | Hitachi, Ltd. | Rotating electrical machine having a compact stator |
| JP5315743B2 (ja) * | 2008-03-26 | 2013-10-16 | アイシン精機株式会社 | 電動回転モーター |
| JP2011193630A (ja) | 2010-03-15 | 2011-09-29 | Honda Motor Co Ltd | ステータコアへのコイル挿入装置 |
| WO2013051469A1 (ja) * | 2011-10-04 | 2013-04-11 | アイシン・エィ・ダブリュ株式会社 | ステータ製造方法及びステータ製造装置 |
| JP5586109B1 (ja) * | 2014-03-05 | 2014-09-10 | E−Tec株式会社 | コイル挿入機 |
-
2016
- 2016-11-24 JP JP2016227991A patent/JP6790761B2/ja active Active
-
2017
- 2017-09-13 US US15/702,832 patent/US10686350B2/en active Active
- 2017-09-14 CN CN201710826452.9A patent/CN108110963B/zh active Active
- 2017-10-16 DE DE102017123976.6A patent/DE102017123976A1/de active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20180145569A1 (en) | 2018-05-24 |
| DE102017123976A1 (de) | 2018-06-07 |
| JP2018085854A (ja) | 2018-05-31 |
| CN108110963B (zh) | 2020-01-21 |
| CN108110963A (zh) | 2018-06-01 |
| US10686350B2 (en) | 2020-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10916995B2 (en) | Method and two-part tool arrangement for producing a stator for an electrical machine | |
| US11063502B2 (en) | Method and one-piece tool assembly for producing a stator for an electrical machine | |
| US8779643B2 (en) | Stator for electric rotating machine and method of manufacturing same | |
| JP6146219B2 (ja) | 同芯巻コイルの成形方法及び成形装置 | |
| JP5083329B2 (ja) | ステータ及びこれを用いた回転電機 | |
| US9935515B2 (en) | Armature for rotary electric machine | |
| CN109075668B (zh) | 电枢的制造方法、旋转电机的制造方法、电枢、旋转电机及电枢的制造装置 | |
| EP2680412B1 (en) | Arrangement of coil wires in a rotor of an electric motor | |
| US11394282B2 (en) | Method of forming a component for an electric machine | |
| CA3087320A1 (en) | Process for making a continuous bar winding for an electric machine | |
| US20120001516A1 (en) | Stator for electric rotating machine and method of manufacturing the same | |
| JP7036613B2 (ja) | ステータの製造方法 | |
| JP6790761B2 (ja) | 回転電機の製造方法 | |
| EP3477819B1 (en) | Method for producing a stator, and teeth stack for a stator | |
| JP6206051B2 (ja) | 同芯巻コイルの成形方法及び成形装置 | |
| WO2020100311A1 (ja) | 固定子の製造方法 | |
| JP6351861B2 (ja) | 電機子の製造方法 | |
| JP7025224B2 (ja) | 回転電機のステータ | |
| JP2012090375A (ja) | 回転電機用固定子巻線の製造方法 | |
| JP6070496B2 (ja) | ステータコイルの巻線形成装置及び巻線形成方法 | |
| JP6206052B2 (ja) | 同芯巻コイルの成形方法及び成形装置 | |
| US20230231434A1 (en) | Coil, stator comprising same, and motor | |
| US20220399764A1 (en) | Synchronous electric machine with reluctance assisted by permanent magnets and process for making such electric machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191010 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200827 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201006 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201019 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6790761 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |