JP6762829B2 - 射出成形機 - Google Patents
射出成形機 Download PDFInfo
- Publication number
- JP6762829B2 JP6762829B2 JP2016195067A JP2016195067A JP6762829B2 JP 6762829 B2 JP6762829 B2 JP 6762829B2 JP 2016195067 A JP2016195067 A JP 2016195067A JP 2016195067 A JP2016195067 A JP 2016195067A JP 6762829 B2 JP6762829 B2 JP 6762829B2
- Authority
- JP
- Japan
- Prior art keywords
- phase
- motor
- value
- control device
- current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001746 injection moulding Methods 0.000 title claims description 25
- 239000012778 molding material Substances 0.000 claims description 49
- 238000002347 injection Methods 0.000 description 123
- 239000007924 injection Substances 0.000 description 123
- 238000000034 method Methods 0.000 description 36
- 230000008569 process Effects 0.000 description 36
- 230000007246 mechanism Effects 0.000 description 21
- 238000007906 compression Methods 0.000 description 18
- 230000006835 compression Effects 0.000 description 17
- 238000006243 chemical reaction Methods 0.000 description 13
- 238000001514 detection method Methods 0.000 description 13
- 230000008859 change Effects 0.000 description 9
- 239000012141 concentrate Substances 0.000 description 9
- 238000012545 processing Methods 0.000 description 8
- 238000005303 weighing Methods 0.000 description 8
- 238000001816 cooling Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 230000007274 generation of a signal involved in cell-cell signaling Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000010485 coping Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 150000003949 imides Chemical class 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 230000036962 time dependent Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C2045/1784—Component parts, details or accessories not otherwise provided for; Auxiliary operations not otherwise provided for
- B29C2045/1792—Machine parts driven by an electric motor, e.g. electric servomotor
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
可動部を駆動する三相交流モータと、
制御する物理量の実績値と設定値との差に基づいて、前記三相交流モータに電流を供給する制御装置とを有し、
前記物理量は、成形材料の圧力、型締力、前記可動部の位置、前記可動部の速度、ノズルタッチ力、前記三相交流モータの電気角、及び前記三相交流モータの機械角のうちの少なくとも1つであり、
前記制御装置は、前記物理量の実績値と設定値との差、および前記三相交流モータの各相における電流瞬時値の大きさに基づいて、前記三相交流モータに電流を供給し、また、前記三相交流モータのいずれか一相の電流瞬時値の大きさが閾値以下となるように、前記三相交流モータに電流を供給する、射出成形機が提供される。
20 トグル機構
21 クロスヘッド
25 型締モータ
40 射出装置
43 スクリュ
46 射出モータ
50 エジェクタ装置
51 エジェクタモータ
53 エジェクタロッド
60 射出装置移動装置
61 射出装置移動モータ
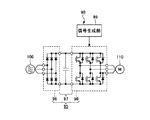
90 制御装置
95 電力供給ユニット
99 信号生成部
Claims (10)
- 可動部を駆動する三相交流モータと、
制御する物理量の実績値と設定値との差に基づいて、前記三相交流モータに電流を供給する制御装置とを有し、
前記物理量は、成形材料の圧力、型締力、前記可動部の位置、前記可動部の速度、ノズルタッチ力、前記三相交流モータの電気角、及び前記三相交流モータの機械角のうちの少なくとも1つであり、
前記制御装置は、前記物理量の実績値と設定値との差、および前記三相交流モータの各相における電流瞬時値の大きさに基づいて、前記三相交流モータに電流を供給し、また、前記三相交流モータのいずれか一相の電流瞬時値の大きさが閾値以下となるように、前記三相交流モータに電流を供給する、射出成形機。 - 前記制御装置は、前記物理量の実績値と設定値との差が許容範囲内であって、且つ、前記三相交流モータのいずれか一相の電流瞬時値の大きさが閾値以下となるように、前記三相交流モータに電流を供給する、請求項1に記載の射出成形機。
- 前記制御装置は、前記物理量の実績値と設定値との差が許容範囲内である場合に、前記三相交流モータのいずれか一相の電流瞬時値の大きさが閾値以下であるか否かの判断を行う、請求項1または2に記載の射出成形機。
- 前記制御装置は、前記物理量の実績値と設定値との差が許容範囲内である場合に、前記三相交流モータの各相の電流瞬時値の大きさがいずれも閾値を超えると判断すると、前記三相交流モータの各相の電気角を回転させるか、又は前記物理量の実績値と設定値との差が許容範囲内である場合に、前記三相交流モータのいずれか一相の電流瞬時値の大きさが閾値以下であると判断すると、前記三相交流モータの各相の電気角を固定させる、請求項1〜3のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記三相交流モータの各相の電気角を固定させている場合に、前記物理量の実績値と設定値との差が許容範囲内であるか否かを判断する、請求項1〜4のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記物理量の実績値と設定値との差が許容範囲内であって且つ前記三相交流モータのいずれか一相の電流瞬時値の大きさが閾値以下となる、前記可動部の位置を求める、請求項1〜5のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記物理量の実績値と設定値との差を許容範囲内に維持すると共に、前記三相交流モータの各相の電流瞬時値の大きさの最大値を小さくするように、前記三相交流モータの各相の電気角を回転させることが可能か否かを判断する、請求項1〜6のいずれか1項に記載の射出成形機。
- 前記制御装置は、過去のショットの前記三相交流モータの各相における電流瞬時値の大きさに基づいて、今回のショットの前記三相交流モータの各相における電流瞬時値の大きさを決める、請求項1〜7のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記物理量の実績値と設定値との差が許容範囲内であって、且つ、前記三相交流モータのいずれか一相の電流瞬時値の大きさと、前記三相交流モータの残りのいずれか一相の電流瞬時値の大きさとの差が閾値以下となるように、前記三相交流モータに電流を供給する、請求項1〜8のいずれか1項に記載の射出成形機。
- 前記制御装置は、前記三相交流モータの各相における電流瞬時値のうち最大値をImax、中間値をImid、最小値をIminとすると、|Imid|が閾値以下であって|Imax|と|Imin|との差の大きさが閾値以下となるように、前記三相交流モータに電流を供給する、請求項1〜9のいずれか1項に記載の射出成形機。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016195067A JP6762829B2 (ja) | 2016-09-30 | 2016-09-30 | 射出成形機 |
| CN201710895031.1A CN107877781B (zh) | 2016-09-30 | 2017-09-28 | 注射成型机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016195067A JP6762829B2 (ja) | 2016-09-30 | 2016-09-30 | 射出成形機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018058214A JP2018058214A (ja) | 2018-04-12 |
| JP6762829B2 true JP6762829B2 (ja) | 2020-09-30 |
Family
ID=61780979
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016195067A Active JP6762829B2 (ja) | 2016-09-30 | 2016-09-30 | 射出成形機 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6762829B2 (ja) |
| CN (1) | CN107877781B (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3121561B2 (ja) * | 1997-04-21 | 2001-01-09 | ファナック株式会社 | 射出成形機 |
| JP2866361B2 (ja) * | 1997-05-28 | 1999-03-08 | ファナック株式会社 | 射出機構の駆動装置 |
| JP3593671B2 (ja) * | 1998-05-01 | 2004-11-24 | 日創電機株式会社 | 成形機 |
| TWI220879B (en) * | 2000-08-11 | 2004-09-11 | Sumitomo Heavy Industries | Control unit of motor for injection molding machine |
| JP6199751B2 (ja) * | 2014-01-17 | 2017-09-20 | 住友重機械工業株式会社 | 射出成形機 |
| JP6385838B2 (ja) * | 2015-01-29 | 2018-09-05 | 住友重機械工業株式会社 | 射出成形機 |
-
2016
- 2016-09-30 JP JP2016195067A patent/JP6762829B2/ja active Active
-
2017
- 2017-09-28 CN CN201710895031.1A patent/CN107877781B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018058214A (ja) | 2018-04-12 |
| CN107877781A (zh) | 2018-04-06 |
| CN107877781B (zh) | 2019-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3829149B2 (ja) | 電動モータの効率の変動の補償 | |
| WO2017164284A1 (ja) | 射出成形機 | |
| JP6113625B2 (ja) | 射出成形機 | |
| EP3202549A1 (en) | Injection molding machine | |
| EP3047956B1 (en) | Injection molding machine and injection molding method | |
| JP6762829B2 (ja) | 射出成形機 | |
| JP6199751B2 (ja) | 射出成形機 | |
| JP2006334820A (ja) | 成形機及びその制御方法 | |
| JP6385838B2 (ja) | 射出成形機 | |
| KR101728211B1 (ko) | 사출성형기 | |
| TWI709474B (zh) | 射出成形機及產業用機械 | |
| JP6840600B2 (ja) | 射出成形機 | |
| JP2007196391A (ja) | 射出成形機及び射出成形機に設けられた圧力検出器の異常を検出する方法 | |
| JP2017065016A (ja) | 射出成形機 | |
| KR102371314B1 (ko) | 사출성형기 | |
| JP7250980B2 (ja) | 射出成形機 | |
| JP6611160B2 (ja) | 射出成形機 | |
| JP6716154B2 (ja) | 射出成形機 | |
| CN118232753A (zh) | 马达控制装置及成型机 | |
| JP2023028933A (ja) | トグル型締装置の型締力多段制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190719 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200609 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200909 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6762829 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |