JP6717320B2 - ガラス物品 - Google Patents
ガラス物品 Download PDFInfo
- Publication number
- JP6717320B2 JP6717320B2 JP2017551946A JP2017551946A JP6717320B2 JP 6717320 B2 JP6717320 B2 JP 6717320B2 JP 2017551946 A JP2017551946 A JP 2017551946A JP 2017551946 A JP2017551946 A JP 2017551946A JP 6717320 B2 JP6717320 B2 JP 6717320B2
- Authority
- JP
- Japan
- Prior art keywords
- glass plate
- region
- film thickness
- coating
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011521 glass Substances 0.000 title claims description 211
- 238000000576 coating method Methods 0.000 claims description 177
- 239000011248 coating agent Substances 0.000 claims description 171
- 239000005357 flat glass Substances 0.000 claims description 38
- 239000000853 adhesive Substances 0.000 claims description 31
- 230000001070 adhesive effect Effects 0.000 claims description 31
- 238000002834 transmittance Methods 0.000 claims description 11
- 229910052724 xenon Inorganic materials 0.000 claims description 4
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 claims description 4
- 239000007788 liquid Substances 0.000 description 67
- 239000000203 mixture Substances 0.000 description 23
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 22
- 238000005299 abrasion Methods 0.000 description 22
- 238000010438 heat treatment Methods 0.000 description 22
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 12
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 12
- 230000003028 elevating effect Effects 0.000 description 11
- 239000000243 solution Substances 0.000 description 11
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 11
- 238000000034 method Methods 0.000 description 10
- 238000001035 drying Methods 0.000 description 9
- 239000007787 solid Substances 0.000 description 9
- 229920002635 polyurethane Polymers 0.000 description 8
- 239000004814 polyurethane Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 6
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 6
- 238000005336 cracking Methods 0.000 description 6
- 239000006185 dispersion Substances 0.000 description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 5
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 5
- 239000011976 maleic acid Substances 0.000 description 5
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 5
- 239000010419 fine particle Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- 239000002738 chelating agent Substances 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- -1 polybutylene terephthalate Polymers 0.000 description 3
- 239000011164 primary particle Substances 0.000 description 3
- 229910052814 silicon oxide Inorganic materials 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- ARXJGSRGQADJSQ-UHFFFAOYSA-N 1-methoxypropan-2-ol Chemical compound COCC(C)O ARXJGSRGQADJSQ-UHFFFAOYSA-N 0.000 description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 239000002250 absorbent Substances 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- HTZCNXWZYVXIMZ-UHFFFAOYSA-M benzyl(triethyl)azanium;chloride Chemical compound [Cl-].CC[N+](CC)(CC)CC1=CC=CC=C1 HTZCNXWZYVXIMZ-UHFFFAOYSA-M 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000008119 colloidal silica Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 230000003595 spectral effect Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000011882 ultra-fine particle Substances 0.000 description 2
- NXVIERHSHQTUKE-UHFFFAOYSA-N (4,4-dihydroxycyclohexa-1,5-dien-1-yl)-(2,4-dihydroxyphenyl)methanone Chemical compound OC1=CC(O)=CC=C1C(=O)C1=CCC(O)(O)C=C1 NXVIERHSHQTUKE-UHFFFAOYSA-N 0.000 description 1
- 229910014314 BYK190 Inorganic materials 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 125000001181 organosilyl group Chemical group [SiH3]* 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 239000005341 toughened glass Substances 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/004—Mounting of windows
- B60J1/006—Mounting of windows characterised by fixation means such as clips, adhesive, etc.
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05F—DEVICES FOR MOVING WINGS INTO OPEN OR CLOSED POSITION; CHECKS FOR WINGS; WING FITTINGS NOT OTHERWISE PROVIDED FOR, CONCERNED WITH THE FUNCTIONING OF THE WING
- E05F11/00—Man-operated mechanisms for operating wings, including those which also operate the fastening
- E05F11/38—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement
- E05F11/382—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement for vehicle windows
- E05F11/385—Fixing of window glass to the carrier of the operating mechanism
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/006—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character
- C03C17/008—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character comprising a mixture of materials covered by two or more of the groups C03C17/02, C03C17/06, C03C17/22 and C03C17/28
- C03C17/009—Mixtures of organic and inorganic materials, e.g. ormosils and ormocers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/28—Surface treatment of glass, not in the form of fibres or filaments, by coating with organic material
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05F—DEVICES FOR MOVING WINGS INTO OPEN OR CLOSED POSITION; CHECKS FOR WINGS; WING FITTINGS NOT OTHERWISE PROVIDED FOR, CONCERNED WITH THE FUNCTIONING OF THE WING
- E05F11/00—Man-operated mechanisms for operating wings, including those which also operate the fastening
- E05F11/38—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/44—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the composition of the continuous phase
- C03C2217/445—Organic continuous phases
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/46—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase
- C03C2217/47—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase consisting of a specific material
- C03C2217/475—Inorganic materials
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/46—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase
- C03C2217/48—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase having a specific function
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05F—DEVICES FOR MOVING WINGS INTO OPEN OR CLOSED POSITION; CHECKS FOR WINGS; WING FITTINGS NOT OTHERWISE PROVIDED FOR, CONCERNED WITH THE FUNCTIONING OF THE WING
- E05F11/00—Man-operated mechanisms for operating wings, including those which also operate the fastening
- E05F11/38—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement
- E05F11/44—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement operated by one or more lifting arms
- E05F11/445—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement operated by one or more lifting arms for vehicle windows
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05F—DEVICES FOR MOVING WINGS INTO OPEN OR CLOSED POSITION; CHECKS FOR WINGS; WING FITTINGS NOT OTHERWISE PROVIDED FOR, CONCERNED WITH THE FUNCTIONING OF THE WING
- E05F11/00—Man-operated mechanisms for operating wings, including those which also operate the fastening
- E05F11/53—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by horizontal movement
- E05F11/535—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by horizontal movement for vehicle windows
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2600/00—Mounting or coupling arrangements for elements provided for in this subclass
- E05Y2600/50—Mounting methods; Positioning
- E05Y2600/52—Toolless
- E05Y2600/526—Gluing or cementing
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Surface Treatment Of Glass (AREA)
Description
(2)ガラス物品は、機能膜の表面に対してテーバー式耐摩耗試験機を用い、JIS−R3212(1998年)によるCS−10F摩耗ホイールで1000回転の摩耗試験を行う前の、前記第二被覆領域の最大膜厚部位における曇価(ヘイズ値)(H1)が1.0[%]以下であり、かつ前記摩耗試験前の曇価(H1)と前記摩耗試験後の前記最大膜厚部位における曇価(ヘイズ値)(H2)との差(ΔH)(ΔH=H2−H1)が5.0[%]以下であることを特徴とする。
・シリル化紫外線吸収剤(11);以下の調製例で合成された4−(2−ヒドロキシ−3−(3−(トリメトキシシリル)プロポキシ)プロポキシ)−2,2’,4’−トリヒドロキシベンゾフェノン。
(赤外線吸収剤(b))
・ITO超微粒子;三菱マテリアル社製(平均一次粒子径20nm、平均分散粒子径55nm)、以下、適宜「ITO」と省略する。
(分散剤(c))
・DISPERBYK−190;ビックケミー・ジャパン社製、酸価10mgKOH/g、分子量2,200の分散剤の40質量%水溶液、以下、適宜「BYK190」と省略する。
(キレート剤(d))
・ノンポールPMA−50W;日油社製、固形分40〜48質量%の水溶液のマレイン酸重合物水溶液、キレート剤としての機能と酸として機能の両方を有する。以下、適宜「PMA−50W」と省略する。
(バインダー成分(e))
・SR−SEP;阪本薬品工業社製、ソルビトール系ポリグリシジルエーテル
(液状媒体(f))
・ソルミックスAP−1;日本アルコール販売社製、エタノール:2−プロパノール:メタノール=85.5:13.4:1.1(質量比)の混合溶媒。
(シリカ微粒子(g))
・メタノールシリカゾル;日産化学工業社製、平均一次粒径10〜20nmの酸化ケイ素微粒子(30質量%)をメタノールに分散させたコロイダルシリカ。
・IPA−ST;日産化学工業社製、平均一次粒径10〜15nmの酸化ケイ素微粒子(30質量%)をイソプロピルアルコールに分散させたコロイダルシリカ。
2,2’,4,4’−テトラヒドロキシベンゾフェノン(BASF社製)49.2g、3−グリシドキシプロピルトリメトキシシラン(信越化学社製)123.2g、塩化ベンジルトリエチルアンモニウム(純正化学社製)0.8g、酢酸ブチル(純正化学社製)100gを仕込み、撹拌しながら60℃に昇温し、溶解させ、120℃まで加熱し4時間反応させることにより、固形分濃度63質量%のシリル化紫外線吸収剤溶液を得た。
ITO超微粒子の11.9g、DISPERBYK−190の3.0g、ソルミックスAP−1の24.2gを、ボールミルを用いて48時間分散処理し、その後さらにソルミックスAP−1を添加してITO固形分濃度が20質量%となるように希釈し、ITO分散液を得た。
<用いられたガラス板>
ガラスの種類:高熱線吸収グリーンガラス(旭硝子社製UVFL)、板厚3.5mm、寸法(高さ540mm、幅880mm)を用いた。
シリル化紫外線吸収剤溶液の11.7g、メチルエチルケトンの39.8g、メタノールの8.6g、純水の18.0g、テトラエトキシシランの14.0g、SR−SEPの0.8g、PMA−50Wの0.18g、マレイン酸の0.01gを仕込み50℃で2時間撹拌したのちにITO分散液の7.0gを加え、固形分濃度13%の液状組成物1を得た。
シリル化紫外線吸収剤溶液の11.7g、メチルエチルケトンの39.8g、メタノールの8.6g、純水の18.0g、テトラエトキシシランの14.0g、SR−SEPの0.8g、PMA−50Wの0.18g、マレイン酸の0.01gを仕込み50℃で2時間撹拌したのちにITO分散液の7.0gを加え、固形分濃度13%の液状組成物1を得た。
シリル化紫外線吸収剤溶液の11.7g、アセトンの24.2g、アセトニトリルの24.2g、純水の18.0g、テトラエトキシシランの14.0g、SR−SEPの0.8g、PMA−50Wの0.18g、マレイン酸の0.01gを仕込み50℃で2時間撹拌したのちにITO分散液の7.0gを加え、固形分濃度13%の液状組成物3を得た。
シリル化紫外線吸収剤溶液の13.5g、メチルエチルケトンの32.4g、メタノールの8.8g、純水の18.6g、テトラエトキシシランの14.4g、SR−SEPの0.8g、酢酸の9.9gを仕込み50℃で2時間撹拌したのちにIPA−STの1.5gを加え、固形分濃度13%の液状組成物4を得た。
シリル化紫外線吸収剤溶液の11.7g、メチルエチルケトンの39.8g、メタノールの8.6g、純水の18.0g、テトラエトキシシランの14.0g、SR−SEPの0.8g、PMA−50Wの0.18g、マレイン酸の0.01gを仕込み50℃で2時間撹拌したのちにITO分散液の7.0gを加え、固形分濃度13%の液状組成物1を得た。
シリル化紫外線吸収剤溶液の13.5g、1ーメトキシー2ープロパノールの41.2g、純水の18.6g、テトラエトキシシランの14.4g、SR−SEPの0.8g、酢酸の9.9gを仕込み50℃で2時間撹拌したのちメタノールシリカゾルの1.5gを加え、固形分濃度13%の液状組成物6を得た。
ホルダ付きガラス板を乾燥炉に投入し、接着剤を硬化させた後にガラス物品を得た。その後、ガラス板からの機能膜の剥がれの有無を目視にて確認した。評価基準は以下の通りとした。
A:目視にてガラス板からの機能膜の剥がれが確認できない
B:目視にてガラス板からの機能膜の剥がれが確認できる
例1〜例6で得られたガラス物品に対して、照射照度150W/m2(300−400nm)、ブラックパネル温度83度、湿度50RH%の条件に設定したスーパーキセノンウエザーメーター(スガ試験機:SX75)内に、1000時間放置する促進耐候性試験を行った。
例1〜例6で得られたガラス物品に対して、JIS−R3212(1998年)に従って、CS−10F摩耗ホイールで1000回転の摩耗試験を行った。
ガラス物品において、促進耐候性試験前の機能膜の第二被覆領域の最小膜厚部位および第二被覆領域の他の部位の分光特性を、分光光度計(日立製作所製:U−4100)を用いて測定し、ISO−9050(1990年)に準拠して紫外線透過率(Tuv[%])をそれぞれ算出した。第二被覆領域の最小膜厚部位の紫外線透過率を、Tuv1[%]とした。
次に、ガラス物品において、促進耐候性試験前の機能膜の第二被覆領域にて、Tuv[%]が1.0[%]であった部位にて促進耐候性試験を行い、試験後に分光光度計(日立製作所製:U−4100)を用いて分光特性を測定し、ISO−9050(1990年)に準拠して紫外線透過率(Tuv[%])を算出した。試験後の紫外線透過率を、Tuv2[%]とした。
ガラス物品において、テーバー式摩耗試験前後における機能膜の第二被覆領域の最大膜厚部位の曇価(ヘイズ値)[%]をヘイズメーター(ビックガードナー社製:ヘイズガードプラス)により測定した。試験前の第二被覆領域の最大膜厚部位の曇価(ヘイズ値)をH1[%]、試験後の当該部位の曇価(ヘイズ値)をH2[%]、試験前後の当該部位の曇価(ヘイズ値)の差をΔH(=H1−H2)[%]とした。

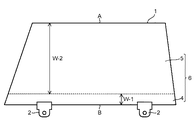
2 ホルダ
3 接着剤
4 第一被覆領域
5 第二被覆領域
6 機能膜
Claims (10)
- 上辺と下辺を備える輪郭形状を有するガラス板と、前記ガラス板の少なくとも一方の主面上に形成された機能膜と、前記ガラス板の下辺を嵌入する凹部を有するホルダとを備えるガラス物品であって、
前記機能膜は、第一被覆領域及び第二被覆領域を有し、前記第二被覆領域は、前記ガラス板の上辺から下辺に向かって延在する前記主面を覆うように形成されており、前記第一被覆領域は、前記第二被覆領域の下側であって前記下辺に沿って形成されており、前記第一被覆領域の最大膜厚が前記第二被覆領域の最大膜厚よりも薄く、
前記ホルダは、前記凹部内の接着剤を介して、前記ガラス板の下辺側であって、前記機能膜の前記第一被覆領域内において設けられていることを特徴とするガラス物品。 - 前記第一被覆領域における最大膜厚が、前記第二被覆領域における最小膜厚よりも小さいことを特徴とする請求項1に記載のガラス物品。
- 前記第一被覆領域における最大膜厚が、1.0μm以下であることを特徴とする請求項2に記載のガラス物品。
- 前記第一被覆領域における最大膜厚が、0.5μm以下であることを特徴とする請求項3に記載のガラス物品。
- 前記第一被覆領域における最大膜厚と最小膜厚の差が、前記第二被覆領域における最大膜厚と最小膜厚の差よりも小さいことを特徴とする請求項1または2に記載のガラス物品。
- 前記機能膜が、紫外線を吸収する機能膜、または紫外線及び赤外線を吸収する機能膜であることを特徴とする請求項1から5のいずれか1項に記載のガラス物品。
- 前記第二被覆領域の最小膜厚部位において、ISO−9050(1990年)に準拠して測定される紫外線透過率Tuv1[%]が3.0[%]以下であり、
前記第二被覆領域においてISO−9050(1990年)に準拠して測定される紫外線透過率Tuv[%]が1.0[%]となる部位を、照射照度150W/m2(300−400nm)、ブラックパネル温度83度、湿度50RH%の条件に設定したスーパーキセノンウエザーメーター(スガ試験機:SX75)内に1000時間放置した後の、前記部位におけるISO−9050(1990年)に準拠して測定される紫外線透過率Tuv2[%]が4.0[%]以下であることを特徴とする請求項1から6のいずれか1項に記載のガラス物品。 - 前記機能膜に対して、JIS−R3212(1998年)によるCS−10F摩耗ホイールで1000回転の摩耗試験を行う前の、前記第二被覆領域の最大膜厚部位における曇価(ヘイズ値)(H1)が1.0[%]以下であり、前記摩耗試験前の曇価(H1)と前記摩耗試験後の前記最大膜厚部位における曇価(ヘイズ値)(H2)との差(ΔH)(ΔH=H2−H1)が5.0[%]以下であることを特徴とする請求項1から7のいずれか1項に記載のガラス物品。
- 前記ガラス板は、自動車車両の窓の開口部において上下方向に昇降して開閉可能に取り付けられる窓ガラスであって、前記ガラス板が上昇されて前記開口部を閉じたときに、前記第二被覆領域の主要領域は、前記開口部の開口領域に位置するように設けられており、前記第一被覆領域の主要領域は、前記開口部の下方の開口領域外に位置するように設けられていることを特徴とする請求項1から8のいずれか1項に記載のガラス物品。
- 前記ガラス板は、自動車車両の窓の開口部において上下方向に昇降して開閉可能に取り付けられる窓ガラスであって、前記ガラス板は湾曲されて自動車車両の室内側が凹面、室外側が凸面となった曲面状ガラス板であり、前記凹面に前記機能膜が形成されていることを特徴とする請求項1から9のいずれか1項に記載のガラス物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015227439 | 2015-11-20 | ||
| JP2015227439 | 2015-11-20 | ||
| PCT/JP2016/084265 WO2017086438A1 (ja) | 2015-11-20 | 2016-11-18 | ガラス物品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017086438A1 JPWO2017086438A1 (ja) | 2018-09-06 |
| JP6717320B2 true JP6717320B2 (ja) | 2020-07-01 |
Family
ID=58718999
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017551946A Active JP6717320B2 (ja) | 2015-11-20 | 2016-11-18 | ガラス物品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10576808B2 (ja) |
| EP (1) | EP3379014B1 (ja) |
| JP (1) | JP6717320B2 (ja) |
| CN (1) | CN108291420B (ja) |
| WO (1) | WO2017086438A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7147484B2 (ja) * | 2017-12-08 | 2022-10-05 | Agc株式会社 | ホルダ付きウインドウガラス及びその製造方法 |
| JP7080726B2 (ja) * | 2018-05-22 | 2022-06-06 | 日本板硝子株式会社 | ガラス積層体 |
| EP4192701A1 (en) * | 2020-08-07 | 2023-06-14 | AGC Glass Europe | Vehicle window comprising a window holder |
| JPWO2022075323A1 (ja) * | 2020-10-07 | 2022-04-14 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5733197A (en) | 1980-07-29 | 1982-02-23 | Toyo Umpanki Co Ltd | Method of adjusting pneumatic pressure of front wheel in front wheel six wheel type forklift |
| US4987699A (en) * | 1989-08-24 | 1991-01-29 | Gold Peter N | Mounting for an automotive window panel |
| US5765310A (en) * | 1996-10-01 | 1998-06-16 | Gold; Peter N. | Frangible vehicle window panel mounting bracket |
| JP3473833B2 (ja) * | 1999-07-01 | 2003-12-08 | セントラル硝子株式会社 | 自動車用部分撥水ガラスおよびその製造方法 |
| US6044589A (en) * | 1999-09-14 | 2000-04-04 | Saturn Corporation | Motor vehicle window mounting apparatus |
| US6170197B1 (en) * | 1999-10-08 | 2001-01-09 | Delphi Technologies, Inc. | Window regulator mechanism |
| KR100487073B1 (ko) * | 2001-10-16 | 2005-05-03 | 가부시키가이샤 니프코 | 유리홀더 및 유리장착방법 |
| US7340861B2 (en) * | 2003-12-18 | 2008-03-11 | Chrysler Llc | Integrated laminated glass attachment plate |
| JP4933780B2 (ja) * | 2006-01-17 | 2012-05-16 | 日本板硝子株式会社 | 車両用窓ガラス及びその製造方法 |
| JP4529922B2 (ja) * | 2006-03-09 | 2010-08-25 | 株式会社ファルテック | 車両用窓組立体の製造方法および窓ガラスホルダー |
| JP5071075B2 (ja) * | 2007-11-29 | 2012-11-14 | 旭硝子株式会社 | 車両用ガラス板ホルダ及びホルダ付き車両用ガラス板 |
| EP2674403A4 (en) * | 2011-02-07 | 2016-03-02 | Nippon Sheet Glass Co Ltd | GLASS ARTICLES WITH UV RADIATION SCREENING AND MICROPARTICLE DISPERSED COMPOSITION FOR PREPARING A UV RADIATION SCREENING FOIL |
| JP5733197B2 (ja) * | 2011-12-22 | 2015-06-10 | 旭硝子株式会社 | 塗膜付き自動車用窓ガラスおよびその製造方法 |
| JP5867529B2 (ja) * | 2014-03-04 | 2016-02-24 | 旭硝子株式会社 | 被膜付き自動車用窓ガラス |
| JP7147484B2 (ja) * | 2017-12-08 | 2022-10-05 | Agc株式会社 | ホルダ付きウインドウガラス及びその製造方法 |
-
2016
- 2016-11-18 WO PCT/JP2016/084265 patent/WO2017086438A1/ja unknown
- 2016-11-18 EP EP16866438.1A patent/EP3379014B1/en active Active
- 2016-11-18 CN CN201680067589.4A patent/CN108291420B/zh active Active
- 2016-11-18 JP JP2017551946A patent/JP6717320B2/ja active Active
-
2018
- 2018-04-09 US US15/948,067 patent/US10576808B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3379014B1 (en) | 2021-04-21 |
| EP3379014A4 (en) | 2019-07-24 |
| WO2017086438A1 (ja) | 2017-05-26 |
| US10576808B2 (en) | 2020-03-03 |
| EP3379014A1 (en) | 2018-09-26 |
| CN108291420B (zh) | 2020-08-07 |
| CN108291420A (zh) | 2018-07-17 |
| US20180222291A1 (en) | 2018-08-09 |
| JPWO2017086438A1 (ja) | 2018-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6717320B2 (ja) | ガラス物品 | |
| US10400130B2 (en) | Anti-fogging coated transparent article | |
| JP6004054B2 (ja) | 自動車用紫外線吸収ガラス物品および自動車の摺動窓 | |
| US8246848B2 (en) | Process for producing base material for forming heat shielding film | |
| JP6574882B2 (ja) | 自動車のフロントドア用窓ガラス及びフロントドア構造 | |
| EP2674403A1 (en) | Glass article having ultraviolet ray shielding performance, and microparticles-dispersed composition for forming ultraviolet ray shielding film | |
| JP5446266B2 (ja) | 車両用熱線遮蔽ガラス及びその製造方法 | |
| WO2015166874A1 (ja) | 窓枠付き車両窓部材およびその製造方法 | |
| US7771831B2 (en) | Infrared shielding film-coated glass plate and process for its production | |
| JP6625609B2 (ja) | 透明物品とその製造方法、及びそれに用いる膜形成溶液 | |
| JP7080726B2 (ja) | ガラス積層体 | |
| JP2008201608A (ja) | 紫外線遮蔽層付きガラス板及びその製造方法 | |
| JP2012188636A (ja) | 赤外線の吸収・遮蔽機能を有するコーティング剤 | |
| JPH08134432A (ja) | ガラス用光線遮蔽剤 | |
| JPH10152349A (ja) | 紫外線吸収着色ガラス | |
| JPH08231245A (ja) | 紫外線赤外線吸収ガラス | |
| JPH08133790A (ja) | 紫外線赤外線吸収透明体 | |
| JP6993590B2 (ja) | 着色被膜付板ガラスの製造方法 | |
| WO2020141601A1 (ja) | 紫外線遮蔽ガラス | |
| JP2024066990A (ja) | ガラス積層体とその製造方法 | |
| CN117413029A (zh) | 用于制备近红外屏蔽涂层的透明成膜组合物及其制备方法 | |
| JP2024030759A (ja) | ガラス積層体とその製造方法 | |
| JP2023154400A (ja) | 被覆ガラス板とその製造方法、自動車用フロントベンチガラス、並びに、窓枠部材付き車両窓ガラスの製造方法 | |
| JPH06144870A (ja) | 紫外線・熱線遮蔽膜およびこれを形成したガラスならびにその形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190807 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20200416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200512 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200525 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6717320 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |