JP6626794B2 - 回転電機の製造方法 - Google Patents
回転電機の製造方法 Download PDFInfo
- Publication number
- JP6626794B2 JP6626794B2 JP2016136216A JP2016136216A JP6626794B2 JP 6626794 B2 JP6626794 B2 JP 6626794B2 JP 2016136216 A JP2016136216 A JP 2016136216A JP 2016136216 A JP2016136216 A JP 2016136216A JP 6626794 B2 JP6626794 B2 JP 6626794B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- permanent magnet
- electric machine
- magnet
- rotating electric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 39
- 238000003780 insertion Methods 0.000 claims description 106
- 230000037431 insertion Effects 0.000 claims description 106
- 239000000853 adhesive Substances 0.000 claims description 88
- 230000001070 adhesive effect Effects 0.000 claims description 88
- 238000002347 injection Methods 0.000 claims description 36
- 239000007924 injection Substances 0.000 claims description 36
- 238000000034 method Methods 0.000 claims description 34
- 238000010030 laminating Methods 0.000 claims description 17
- 229910000831 Steel Inorganic materials 0.000 claims description 12
- 239000010959 steel Substances 0.000 claims description 12
- 238000005429 filling process Methods 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 3
- 238000003475 lamination Methods 0.000 description 28
- 238000004804 winding Methods 0.000 description 12
- 238000010586 diagram Methods 0.000 description 11
- 230000005415 magnetization Effects 0.000 description 6
- 230000035515 penetration Effects 0.000 description 6
- 230000004907 flux Effects 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000002513 implantation Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 2
- 238000010248 power generation Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910001172 neodymium magnet Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Description
図1は、本発明に係る製造方法によって製造される回転電機100の一例を示す分解斜視図である。図2は、図1に示す回転電機100に使用される回転子20と固定子30の一例を示す平面図である。
次に、本発明の一実施形態に係る回転電機の製造方法について詳細に説明する。図3は、本発明の一実施形態に係る回転電機の製造方法S100に含まれる各工程を示すフロー図である。
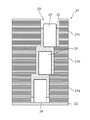
図4Aは、図3に示す挿入工程S1の説明図であり、図1および図2に示す回転子鉄心21の磁石挿入孔23の近傍の模式的な断面図である。挿入工程S1は、複数の段部21a,21b,21c(図4H参照)によって構成される回転子鉄心21のひとつの段部21aの磁石挿入孔23に永久磁石24を挿入する工程である。
図4Bは、図3に示す積層工程S2の説明図である。積層工程S2は、回転子鉄心21が軸線L方向において多段に構成される段スキューの構成を有する場合に、下段の段部21aに上段の段部21bを、回転子鉄心21の周方向に所定のスキュー角ずらして積層させる工程である。積層工程S2によって積層された上段の段部21bの磁石挿入孔23の下部の開口は、永久磁石24が配置された下段の段部21aの磁石挿入孔23の上部の開口に連通している。積層工程S2の終了後は、図3に示すように、注入工程S3が実施される。
図4Cは、図3に示す注入工程S3の説明図である。注入工程S3は、上段の段部21bの磁石挿入孔23に接着剤25を注入して、下段の段部21aの磁石挿入孔23に配置された下段の永久磁石24の少なくとも上端部の周囲に接着剤25を配置する工程である。
図4Dは、図3に示す充填工程S4の説明図である。充填工程S4は、上段の段部21bの磁石挿入孔23に上段の永久磁石24を押し込んで、接着剤25を下段の永久磁石24の外表面および上段の永久磁石24の外表面に行き渡らせる工程である。充填工程S4では、まず、上段の段部21bの磁石挿入孔23に上段の永久磁石24が、たとえば自動挿入機によって挿入される。これにより、上段の永久磁石24は、下部が接着剤25に接触した状態で上段の段部21bの磁石挿入孔23内に配置される。
挿入完了判定S5では、すべての磁石挿入孔23に永久磁石24が挿入されたか否かの判定を行う。たとえば、注入工程S3および充填工程S4を、個々の磁石挿入孔23に対して順次行う場合には、磁石挿入孔23の数と等しい回数の注入工程S3および充填工程S4が実施されたか否かを判定する。
積層完了判定S6では、回転子鉄心21を構成する複数の段部21a,21b,21c(図4Hを参照)の積層が完了したか否かの判定を行う。すなわち、回転子鉄心21が軸線L方向において多段に構成される段スキューの構成を有する場合に、回転子鉄心21を構成する段部21a,21b,21cを積層させる積層工程S2が完了したか否かを判定する。
図4Eは、図3に示す積層完了判定S6の後の2回目の積層工程S2の説明図である。2回目の積層工程S2では、1回目の積層工程S2と同様に、下段の段部21bに上段の段部21cを、回転子鉄心21の周方向に所定のスキュー角ずらして積層させる。積層工程S2によって積層された上段の段部21cの磁石挿入孔23の下部の開口は、永久磁石24が配置された下段の段部21bの磁石挿入孔23の上部の開口に連通している。2回目の積層工程S2の終了後は、図3に示すように、2回目の注入工程S3が実施される。
図4Fは、図3に示す積層完了判定S6の後の2回目の注入工程S3の説明図である。2回目の注入工程S3では、回転子鉄心21の下段の段部21bに積層された上段の段部21cの磁石挿入孔23に接着剤25を注入し、下段の段部21bの磁石挿入孔23に配置された下段の永久磁石24の上端部の周囲に接着剤25を配置する。これにより、下段の段部21bの磁石挿入孔23の上部と上段の段部21cの磁石挿入孔23の底部とに接着剤25が配置される。
図4Gは、図3に示す積層完了判定S6の後の2回目の充填工程の説明図である。2回目の充填工程S4では、1回目の充填工程S4と同様に、上段の段部21bの接着剤25が注入された磁石挿入孔23に永久磁石24を挿入する。この段階では、1回目の充填工程S4と同様に、下段の段部21bの磁石挿入孔23に配置された永久磁石24の周囲、および、上段の段部21cの磁石挿入孔23に配置された永久磁石24の周囲に接着剤25が十分に行き渡っていない。また、上段の永久磁石24の下端と下段の永久磁石24の上端との間には、比較的粘度の高い接着剤25が存在し、比較的大きな間隔が形成されている。
図4Hは、図3に示す硬化工程S8および遠心充填工程S7の説明図である。充填工程S4の完了後、硬化工程S8および遠心充填工程S7の前に、複数の段部21a,21b,21cによって構成された回転子鉄心21にエンドリング22が接合され、最上段の段部21cの磁石挿入孔23の開口が閉鎖される。
調整工程S9は、硬化工程S8が終了した回転子20のバランス調整を行う工程である。具体的には、たとえば不図示のバランスウェイトを調整することで、回転子20のバランス調整を行うことができる。調整工程S9の終了後は、図3に示すように着磁工程S10を実施する。
着磁工程S10は、永久磁石24の着磁を行う工程である。着磁工程S10は、適宜の着磁装置によって行うことができる。なお、予め着磁した永久磁石24を用いる場合には、図3に示す着磁工程S10を省略することができる。また、本実施形態の回転電機の製造方法S100は、図3に示す各工程以外の工程については、公知の回転電機の製造方法と同様の工程を採用することができる。
Claims (9)
- 複数の鋼板を積層し、複数の段部を有する磁石挿入孔を形成した回転子鉄心の該磁石挿入孔に、複数の永久磁石が前記複数の段部ごとに挿入された回転電機の製造方法であって、
前記複数の永久磁石の挿入方向の高さは、前記複数の段部の挿入方向の高さに対して、小さく設定されており、
前記複数の段部のうちの下段の段部に下段用の永久磁石を挿入する挿入工程と、
前記下段の段部の上に、上段の段部を周方向にずらして前記複数の鋼板を積層させる積層工程と、
前記上段の段部に接着剤を注入して前記下段の段部に配置された前記下段用の永久磁石の少なくとも上端部の周囲に該接着剤を配置する注入工程と、
前記上段の段部に上段用の永久磁石を押し込んで前記上段用の永久磁石の挿入方向の先端面を前記下段の段部と前記上段の段部との間の段差面に当接させ、前記接着剤を前記下段用の永久磁石の外表面および該上段用の永久磁石の外表面に行き渡らせる充填工程と、を有することを特徴とする回転電機の製造方法。 - 前記積層工程と前記注入工程と前記充填工程とを繰り返すことを特徴とする請求項1に記載の回転電機の製造方法。
- 前記充填工程において、前記上段用の永久磁石を押し込む力を制御することを特徴とする請求項1または請求項2に記載の回転電機の製造方法。
- 前記挿入工程において、前記複数の段部を有する複数の前記磁石挿入孔に一括して前記下段用の永久磁石を挿入し、
前記注入工程において、前記複数の段部を有する複数の前記磁石挿入孔に一括して前記接着剤を注入し、
前記充填工程において、複数の前記上段用の永久磁石を前記複数の段部を有する複数の前記磁石挿入孔に一括して押し込むことを特徴とする請求項1から請求項3のいずれか一項に記載の回転電機の製造方法。 - 前記注入工程において、前記接着剤の注入量は、前記充填工程の後に少なくとも前記上段用の永久磁石の押し込み方向における後端面が前記接着剤から露出する量に調整されることを特徴とする請求項1から請求項4のいずれか一項に記載の回転電機の製造方法。
- 前記注入工程において、最上段の前記段部に対する前記接着剤の注入量は、他の前記段部に対する前記接着剤の注入量よりも多いことを特徴とする請求項5に記載の回転電機の製造方法。
- 前記充填工程の終了後に、前記回転子鉄心を軸周りに回転させて前記接着剤を前記複数の段部を有する複数の永久磁石と前記回転子鉄心との間に行き渡らせる遠心充填工程を有することを特徴とする請求項1から請求項6のいずれか一項に記載の回転電機の製造方法。
- 前記接着剤を硬化させる硬化工程を有することを特徴とする請求項7に記載の回転電機の製造方法。
- 前記遠心充填工程と前記硬化工程とを並行して行うことを特徴とする請求項8に記載の回転電機の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016136216A JP6626794B2 (ja) | 2016-07-08 | 2016-07-08 | 回転電機の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016136216A JP6626794B2 (ja) | 2016-07-08 | 2016-07-08 | 回転電機の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018007528A JP2018007528A (ja) | 2018-01-11 |
| JP6626794B2 true JP6626794B2 (ja) | 2019-12-25 |
Family
ID=60948219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016136216A Active JP6626794B2 (ja) | 2016-07-08 | 2016-07-08 | 回転電機の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6626794B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7128730B2 (ja) * | 2018-11-30 | 2022-08-31 | 東芝産業機器システム株式会社 | 接着剤塗布装置及び接着剤塗布方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09327140A (ja) * | 1996-06-07 | 1997-12-16 | Hitachi Ltd | 永久磁石回転型回転電機及びその製造方法 |
| JP4453427B2 (ja) * | 2004-04-15 | 2010-04-21 | トヨタ自動車株式会社 | 永久磁石モータのロータ及びその製造方法 |
| JP5322700B2 (ja) * | 2009-02-27 | 2013-10-23 | 三菱電機株式会社 | 回転子、その製造方法、その製造装置、及びその回転子を搭載した圧縮機 |
| JP5325712B2 (ja) * | 2009-09-02 | 2013-10-23 | 日立オートモティブシステムズ株式会社 | 回転電機及びその製造方法 |
| JP2011254619A (ja) * | 2010-06-02 | 2011-12-15 | Miyaden Co Ltd | 永久磁石モータのロータ加熱装置及びロータ加熱方法 |
| JP6401486B2 (ja) * | 2014-04-14 | 2018-10-10 | 株式会社三井ハイテック | 回転子積層鉄心及び回転子積層鉄心の製造方法 |
-
2016
- 2016-07-08 JP JP2016136216A patent/JP6626794B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018007528A (ja) | 2018-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200136446A1 (en) | Electric Machine with Q-Offset Grooved Interior-Magnet Rotor and Vehicle | |
| JP5479978B2 (ja) | 回転電機 | |
| JP3746372B2 (ja) | 永久磁石式回転電機及びそれを用いた電動車両 | |
| JP5961344B2 (ja) | 永久磁石を備える、磁束収束タイプの同期回転電気機械 | |
| US10666102B2 (en) | Rotary electric machine | |
| WO2015146210A1 (ja) | 永久磁石式回転電機及びその製造方法 | |
| US20090278417A1 (en) | IPM Rotor, IPM Rotor Manufacturing Method and IPM Rotor Manufacturing Apparatus | |
| CN108475971B (zh) | 磁化方法、转子、电动机以及涡旋压缩机 | |
| CN108475972B (zh) | 转子、磁化方法、电动机以及涡旋压缩机 | |
| JP5665660B2 (ja) | 永久磁石式回転電機 | |
| JP6661939B2 (ja) | ロータ | |
| CN108616176A (zh) | Wrsm电动机的转子结构 | |
| JP7293371B2 (ja) | 回転電機の回転子 | |
| JP2009195088A (ja) | 回転電機及びその製造方法 | |
| CN112953054A (zh) | 具有降噪转子凹口的电机 | |
| JP2019154232A (ja) | 回転子および回転電機 | |
| US20140265702A1 (en) | Electric Machine with Skewed Permanent Magnet Arrangement | |
| US10720807B2 (en) | Magnet-type rotor, rotary electric machine equipped with magnet-type rotor, and electric vehicle equipped with rotary electric machine | |
| JP6626794B2 (ja) | 回転電機の製造方法 | |
| US11637467B2 (en) | Adhesive mixture including hard magnetic material for e-machine rotor | |
| JP6615708B2 (ja) | 回転電機の製造方法 | |
| JP2018042371A (ja) | ブラシレスモータ | |
| WO2019187205A1 (ja) | 回転電機 | |
| JP2000152538A (ja) | 永久磁石埋め込みモータ | |
| JP2004140951A (ja) | 永久磁石埋め込みモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180704 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6626794 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |