JP6609263B2 - 帯電不織布およびそれを用いた濾材、帯電不織布の製造方法 - Google Patents
帯電不織布およびそれを用いた濾材、帯電不織布の製造方法 Download PDFInfo
- Publication number
- JP6609263B2 JP6609263B2 JP2016556563A JP2016556563A JP6609263B2 JP 6609263 B2 JP6609263 B2 JP 6609263B2 JP 2016556563 A JP2016556563 A JP 2016556563A JP 2016556563 A JP2016556563 A JP 2016556563A JP 6609263 B2 JP6609263 B2 JP 6609263B2
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- charged
- charged nonwoven
- collection efficiency
- amorphous polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/009—Condensation or reaction polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/08—Filter cloth, i.e. woven, knitted or interlaced material
- B01D39/083—Filter cloth, i.e. woven, knitted or interlaced material of organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B03—SEPARATION OF SOLID MATERIALS USING LIQUIDS OR USING PNEUMATIC TABLES OR JIGS; MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C—MAGNETIC OR ELECTROSTATIC SEPARATION OF SOLID MATERIALS FROM SOLID MATERIALS OR FLUIDS; SEPARATION BY HIGH-VOLTAGE ELECTRIC FIELDS
- B03C3/00—Separating dispersed particles from gases or vapour, e.g. air, by electrostatic effect
- B03C3/28—Plant or installations without electricity supply, e.g. using electrets
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/04—Additives and treatments of the filtering material
- B01D2239/0435—Electret
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/0622—Melt-blown
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1233—Fibre diameter
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M2200/00—Functionality of the treatment composition and/or properties imparted to the textile material
- D06M2200/30—Flame or heat resistance, fire retardancy properties
Description
本発明の帯電不織布は、非晶性ポリマーを主成分とする繊維を用いて形成されたものであることを特徴とする。
本発明の帯電不織布は、メルトブローン法またはスパンボンド法によって製造されたものであることが好ましく、また、コロナ放電法およびハイドロチャージング法のうちの少なくともいずれかの方法で帯電させたものであることがより好ましい。
本発明は、非晶性ポリマーを主成分とする繊維を用いて、メルトブローン法またはスパンボンド法によって不織布を形成し、コロナ放電法およびハイドロチャージング法のうちの少なくともいずれかの方法で帯電させる、帯電不織布の製造方法についても提供する。
(1)面速度8.6cm/秒における、粒径1μmの石英粉塵の捕集効率が40%以上であり、
(2)QF値が0.05以上であり、かつ、
(3)100℃で24時間放置後の粉塵捕集効率の減少率が10%以下
という濾材として優れた性能を示すものである。
不織布を走査型電子顕微鏡で拡大撮影し、任意の100本の繊維の径を測定し、平均値を算出し、平均繊維径とした。
得られた連続繊維不織布を標準環境下(温度:20℃、相対湿度:65%)に4時間以上放置した後、PEACOCK Dial−Thickness Gauge H Type(株式会社安田精機製作所製:φ10mm×180g/cm2)にて5ヶ所厚さを測定し、平均値を不織布の厚さとして表した。
JIS P8124に準じて測定した。
〔不織布の厚さ〕と〔不織布の坪量〕とを用いて不織布の体積を測定し、これらの結果から不織布の密度を算出した。
通気度JIS L1913「一般不織布試験方法」のフラジール形法に準拠して測定した。
JIS A1322試験法に準拠して、45℃に配置した試料の下端に対して、試料の下端から50mm離れたメッケルバーナーで10秒間加熱したときの炭化長を測定した。その炭化長の結果から、下記の基準にしたがって難燃性を評価した。
b:炭化長が5cm以上。
得られた不織布から5cm×5cmの試験片を切り出し、JIS L 1094の規定に準拠して、春日電機株式会社製のファラデーケージ(静電電荷量計:KQ431B型)を用い、電荷量を測定した後、試料面積25cm2で除して、表面電荷密度(クーロン/cm2)とした。
JIS T 8151に準拠し、不織布を11cmφの大きさに切り出し、濾過部8.6cmφの試料台にセットし(濾過面積:58.1cm2)、風量30L/分、面速度8.6cm/秒で石英粉塵(平均粒径:1μm)を濾過したときの捕集効率(%)を測定した。なお、捕集効率の減少率は、以下の計算式
(減少率)=(初期の捕集効率−(100℃、24時間放置後の捕集効率))/初期の捕集効率×100
により求めた。
JIS T 8151に準拠し、不織布を11cmφの大きさに切り出し、濾過部8.6cmφの試料台にセットし(濾過面積:58.1cm2)、風量30L/分、面速度8.6cm/秒で石英粉塵(平均粒径:1μm)を濾過したときの圧力損失(Pa)を測定した。
得られた不織布を100℃、24時間放置した後、上述したようにして捕集効率、圧力損失を測定した。
上述のように測定された初期および100℃、24時間放置後の捕集効率、圧力損失から、下記式
−ln(1−捕集効率(%)/100)/圧力損失(Pa)
にて、初期QF値および100℃、24時間放置後のQF値をそれぞれ測定した。
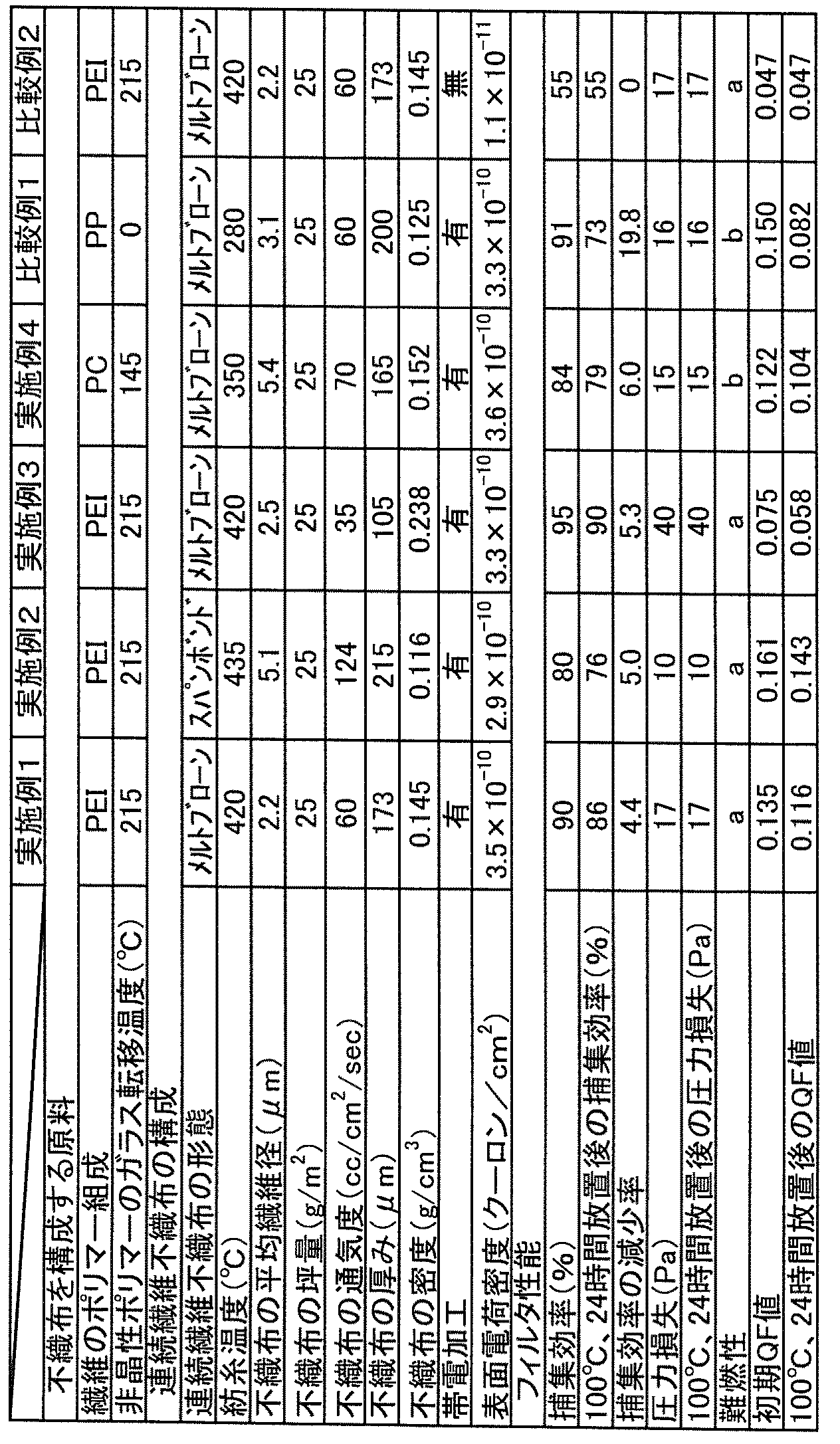
非晶性ポリエーテルイミド(ガラス転移温度:215℃)を使用し、紡糸温度420℃で坪量25g/m2、平均繊維径が2.2μmのメルトブローン不織布を紡糸した。その後、ロール温度200℃、接圧30kg/cmにてカレンダー処理し、直流高電圧安定化電源(春日電機社製)を用い、コロナ放電法で、電圧間距離が20mm、電圧が30kV、温度が30℃、時間が3秒の条件で電圧を印加した。得られた帯電不織布の物性を表1に示す。
非晶性ポリエーテルイミド(ガラス転移温度:215℃)を使用し、紡糸温度435℃で坪量25g/m2、平均繊維径が5.1μmのスパンボンド不織布を紡糸した。その後、ロール温度200℃、接圧30kg/cmにてカレンダー処理し、直流高電圧安定化電源(春日電機社製)を用い、コロナ放電法で、電圧間距離が20mm、電圧が30kV、温度が30℃、時間が3秒の条件で電圧を印加した。得られた帯電不織布の物性を表1に示す。
非晶性ポリエーテルイミド(ガラス転移温度:215℃)を使用し、紡糸温度420℃で坪量25g/m2、平均繊維径が2.5μmのメルトブローン不織布を紡糸した。その後、ロール温度200℃、接圧80kg/cmにてカレンダー処理し、直流高電圧安定化電源(春日電機社製)を用い、コロナ放電法で、電圧間距離が20mm、電圧が30kV、温度が30℃、時間が3秒の条件で電圧を印加した。得られた帯電不織布の物性を表1に示す。
非晶性ポリカーボネート(PC)(ガラス転移温度:145℃)を使用し、紡糸温度350℃で坪量25g/m2、平均繊維径が5.4μmのメルトブローン不織布を紡糸した。その後、ロール温度100℃、接圧30kg/cmにてカレンダー処理し、直流高電圧安定化電源(春日電機社製)を用い、コロナ放電法で、電圧間距離が20mm、電圧が30kV、温度が30℃、時間が3秒の条件で電圧を印加した。得られた帯電不織布の物性を表1に示す。
ASTM D 1238に準拠し、温度230℃、荷重2.16kgで測定されたメルトフローレート(MFR)が1100g/10分であるポリプロピレン(ガラス転移温度:0℃)を使用し、紡糸温度280℃で坪量25g/m2、平均繊維径が3.1μmのメルトブローン不織布を紡糸した。直流高電圧安定化電源(春日電機社製)を用い、コロナ放電法で、電圧間距離が20mm、電圧が30kV、温度が30℃、時間が3秒の条件で電圧を印加した。得られた帯電不織布の物性を表1に示す。
コロナ放電法を施さなかったこと以外は実施例1と同様に行った。得られた不織布の物性を表1に示す。
Claims (10)
- 非晶性ポリマーを主成分とする繊維を用いて形成された帯電不織布であって、
前記非晶性ポリマーは非晶性ポリエーテルイミドであり、
平均繊維径が1.2〜25μmである、帯電不織布。 - 表面電荷密度が1×10−10クーロン/cm2以上である、請求項1に記載の帯電不織布。
- 面速度8.6cm/秒における、粒径1μmの粉塵の捕集効率が40%以上であり、QF値が0.05以上であり、かつ、100℃で24時間放置後の粉塵捕集効率の減少率が10%以下である、請求項1または2に記載の帯電不織布。
- QF値が0.1以上であり、かつ、100℃で24時間放置後の粉塵捕集効率の減少率が20%以下である、請求項3に記載の帯電不織布。
- 前記非晶性ポリマーのガラス転移温度が200℃以上である、請求項1〜4のいずれか1項に記載の帯電不織布。
- 厚みが10〜1000μmの範囲内である、請求項1〜5のいずれか1項に記載の帯電不織布。
- メルトブローン法またはスパンボンド法によって製造されたものである、請求項1〜6のいずれか1項に記載の帯電不織布。
- コロナ放電法およびハイドロチャージング法のうちの少なくともいずれかの方法で帯電させたものである、請求項7に記載の帯電不織布。
- 請求項1〜8のいずれか1項に記載の帯電不織布を用いた濾材。
- 非晶性ポリマーを主成分とする繊維を用いて、メルトブローン法またはスパンボンド法によって不織布を形成し、コロナ放電法およびハイドロチャージング法のうちの少なくともいずれかの方法で帯電させる、帯電不織布の製造方法であって、
前記非晶性ポリマーは非晶性ポリエーテルイミドであり、
平均繊維径が1.2〜25μmである、帯電不織布の製造方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014219402 | 2014-10-28 | ||
| JP2014219405 | 2014-10-28 | ||
| JP2014219405 | 2014-10-28 | ||
| JP2014219402 | 2014-10-28 | ||
| PCT/JP2015/080140 WO2016068090A1 (ja) | 2014-10-28 | 2015-10-26 | 帯電不織布およびそれを用いた濾材、帯電不織布の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016068090A1 JPWO2016068090A1 (ja) | 2017-08-03 |
| JP6609263B2 true JP6609263B2 (ja) | 2019-11-20 |
Family
ID=55857429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016556563A Active JP6609263B2 (ja) | 2014-10-28 | 2015-10-26 | 帯電不織布およびそれを用いた濾材、帯電不織布の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10400372B2 (ja) |
| EP (1) | EP3214215A4 (ja) |
| JP (1) | JP6609263B2 (ja) |
| KR (1) | KR102277601B1 (ja) |
| CN (1) | CN107109733B (ja) |
| TW (1) | TWI635891B (ja) |
| WO (1) | WO2016068090A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6609263B2 (ja) | 2014-10-28 | 2019-11-20 | 株式会社クラレ | 帯電不織布およびそれを用いた濾材、帯電不織布の製造方法 |
| US10343095B2 (en) * | 2014-12-19 | 2019-07-09 | Hollingsworth & Vose Company | Filter media comprising a pre-filter layer |
| TWI656974B (zh) * | 2017-03-10 | 2019-04-21 | 台灣科德寶寶翎不織布股份有限公司 | 彈性不織布基材的製造方法 |
| CN113260750B (zh) * | 2018-12-28 | 2023-06-16 | 可乐丽可乐富丽世股份有限公司 | 纤维结构体及其用途 |
| EP3936650B1 (en) * | 2019-03-07 | 2024-02-21 | Kuraray Co., Ltd. | Continuous long-fiber non-woven fabric, layered body, and composite material and production method therefor |
| CN110534835B (zh) * | 2019-09-17 | 2022-04-22 | 常州大学 | 超临界co2流体回收废旧锂离子电池电解液的方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4547420A (en) * | 1983-10-11 | 1985-10-15 | Minnesota Mining And Manufacturing Company | Bicomponent fibers and webs made therefrom |
| JP3650505B2 (ja) * | 1997-02-27 | 2005-05-18 | 帝人テクノプロダクツ株式会社 | メルトブロー不織布 |
| JP2001210549A (ja) | 1999-11-19 | 2001-08-03 | Mitsui Chemicals Inc | エレクトレット |
| KR101441593B1 (ko) * | 2006-02-01 | 2014-09-19 | 도레이 카부시키가이샤 | 필터용 부직포 및 그 제조 방법 |
| US8030424B2 (en) | 2006-08-23 | 2011-10-04 | North Carolina State University | Cyclobutene polymers and methods of making the same |
| JP2008221074A (ja) * | 2007-03-09 | 2008-09-25 | Toyobo Co Ltd | エレクトレット濾材およびその製造方法 |
| JP2009119327A (ja) | 2007-11-13 | 2009-06-04 | Kureha Ltd | 軽量耐熱フィルター |
| JP5464813B2 (ja) | 2008-03-21 | 2014-04-09 | 旭化成せんい株式会社 | 耐熱性繊維不織布 |
| JP2009226321A (ja) * | 2008-03-24 | 2009-10-08 | Toray Ind Inc | 難燃性エレクトレット濾材およびフィルターユニット |
| DE102008047552A1 (de) * | 2008-09-16 | 2010-04-08 | Carl Freudenberg Kg | Elektretfilterelement und Verfahren zu dessen Herstellung |
| JP2010090512A (ja) | 2008-10-09 | 2010-04-22 | Teijin Techno Products Ltd | 積層構造体およびそれからなる耐熱フィルターろ材 |
| EP2512802B1 (en) * | 2009-12-17 | 2017-12-13 | 3M Innovative Properties Company | Dimensionally stable nonwoven fibrous webs and methods of making and using the same |
| JP2011183236A (ja) | 2010-03-04 | 2011-09-22 | Kureha Ltd | 嵩高性を有する耐熱フィルター用濾材の製造方法および該濾材を使用したフィルター |
| JP5762806B2 (ja) * | 2011-04-14 | 2015-08-12 | 株式会社タマル製作所 | ナノファイバーを用いたフィルター製造方法 |
| CN104508018B (zh) | 2012-07-30 | 2017-10-20 | 可乐丽股份有限公司 | 耐热性树脂复合体及其制造方法、以及耐热性树脂复合体用无纺布 |
| TW201408966A (zh) | 2012-08-27 | 2014-03-01 | 宏昕電機股份有限公司 | 空氣過濾裝置 |
| JP6609263B2 (ja) | 2014-10-28 | 2019-11-20 | 株式会社クラレ | 帯電不織布およびそれを用いた濾材、帯電不織布の製造方法 |
-
2015
- 2015-10-26 JP JP2016556563A patent/JP6609263B2/ja active Active
- 2015-10-26 WO PCT/JP2015/080140 patent/WO2016068090A1/ja active Application Filing
- 2015-10-26 KR KR1020177014531A patent/KR102277601B1/ko active IP Right Grant
- 2015-10-26 CN CN201580059007.3A patent/CN107109733B/zh active Active
- 2015-10-26 EP EP15855828.8A patent/EP3214215A4/en active Pending
- 2015-10-26 US US15/522,506 patent/US10400372B2/en active Active
- 2015-10-28 TW TW104135433A patent/TWI635891B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| US10400372B2 (en) | 2019-09-03 |
| CN107109733A (zh) | 2017-08-29 |
| US20170350049A1 (en) | 2017-12-07 |
| CN107109733B (zh) | 2021-03-05 |
| TW201630648A (zh) | 2016-09-01 |
| EP3214215A1 (en) | 2017-09-06 |
| JPWO2016068090A1 (ja) | 2017-08-03 |
| TWI635891B (zh) | 2018-09-21 |
| WO2016068090A1 (ja) | 2016-05-06 |
| KR102277601B1 (ko) | 2021-07-14 |
| EP3214215A4 (en) | 2018-05-30 |
| KR20170075011A (ko) | 2017-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6609263B2 (ja) | 帯電不織布およびそれを用いた濾材、帯電不織布の製造方法 | |
| EP2609238B1 (en) | Nonwoven web and fibers with electret properties, manufacturing processes thereof and their use | |
| Li et al. | Ultrafine, self-crimp, and electret nano-wool for low-resistance and high-efficiency protective filter media against PM0. 3 | |
| JP6366681B2 (ja) | 帯電強化添加剤を含むエレクトレットウェブ | |
| KR20160025561A (ko) | 난연성 부직포, 성형체 및 컴포지트 적층체 | |
| JP6617148B2 (ja) | 不織布およびその製造方法 | |
| CN108201735B (zh) | 过滤装置及其制备方法 | |
| JP2014124578A (ja) | フィルター用ろ材およびその製造方法 | |
| JP6158061B2 (ja) | エアフィルタ用濾材 | |
| Hu et al. | Polylactic acid/calcium stearate hydrocharging melt-blown nonwoven fabrics for respirator applications | |
| Cheng et al. | Processing nomex nanofibers by ionic solution blow-spinning for efficient high-temperature exhausts treatment | |
| JP6487904B2 (ja) | 絶縁性不織布およびその製造方法、絶縁材 | |
| JP6617058B2 (ja) | メルトブロー不織布及び吸音材 | |
| KR20110078293A (ko) | 정전 스펀본드 부직포 및 그의 제조방법 | |
| Song et al. | Stereocomplexation-Enhanced Electroactivity of Poly (lactic acid) Nanofibrous Membranes for Long-Term PM Capturing and Remote Respiratory Monitoring | |
| JP2017077516A (ja) | 気体フィルタ用濾材 | |
| JP2018051459A (ja) | エアフィルタ濾材 | |
| KR102571795B1 (ko) | 피부 자극이 적은 복합 부직포, 및 이를 포함하는 물품 | |
| CN115038829B (zh) | 芳族杂环熔体添加剂 | |
| CN113043633B (zh) | 一种能够自发产生静电的薄膜材料、其制备方法和应用 | |
| Sikdar | Effect of Materials and Processing Conditions on Barrier and Mechanical Properties of Polypropylene Meltblown Nonwovens | |
| Zhang et al. | A Novel Liquid Electret Charging Polylactic Acid Meltblown Nonwovens With High Filterability and Charge Stability | |
| KR20180133963A (ko) | 고효율 여과용 부직포 및 이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190704 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191025 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6609263 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |