JP6591237B2 - ダイヤモンドドレッサ - Google Patents
ダイヤモンドドレッサ Download PDFInfo
- Publication number
- JP6591237B2 JP6591237B2 JP2015172906A JP2015172906A JP6591237B2 JP 6591237 B2 JP6591237 B2 JP 6591237B2 JP 2015172906 A JP2015172906 A JP 2015172906A JP 2015172906 A JP2015172906 A JP 2015172906A JP 6591237 B2 JP6591237 B2 JP 6591237B2
- Authority
- JP
- Japan
- Prior art keywords
- diamond
- artificial
- recess
- dresser
- shank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
Description
前記人造粒ダイヤモンドにおいて対向して位置する二つの頂点の一方の頂点を前記凹部の底部に向け、二つの前記頂点を結ぶ仮想直線が前記シャンクの軸心と一致する姿勢で前記凹部内に固着され、
前記シャンクの先端面から突出する前記人造粒ダイヤモンドの突出長さが、前記人造粒ダイヤモンドの前記軸心方向の長さの70%〜80%であることを特徴とする。
9a,11b 先端面
9c,11c 軸心
10 ダイヤモンドドレッサ
11 シャンク(台金)
11a 先端部
12 凹部
12a 底部
13 ロー材
20,40,60 人造粒ダイヤモンド
20a 仮想直線
21,22,23,24,25,26 頂点
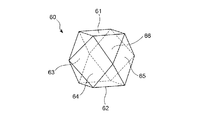
41,42,43,44,45,46,61,62,63,64,65,66 平面部
D 軸心方向の長さ
P 突出長さ
Claims (3)
- 研削砥石のドレッシングに使用されるダイヤモンドドレッサであって、
軸心方向の先端部は円錐台形状をなし、その最先端部にて、前記軸心と直交する平坦な先端面の中心に円錐形状の凹部を有するシャンクと、前記先端面から一部を突出させた状態で前記凹部にロー材で固着された一つの人造粒ダイヤモンドと、を備え、前記人造粒ダイヤモンドが、正八面体形状であって、
前記人造粒ダイヤモンドにおいて対向して位置する二つの頂点の一方の頂点を前記凹部の底部に向け、二つの前記頂点を結ぶ仮想直線が前記シャンクの軸心と一致する姿勢で前記凹部内に固着され、
前記シャンクの先端面から突出する前記人造粒ダイヤモンドの突出長さが、前記人造粒ダイヤモンドの前記軸心方向の長さの70%〜80%であるダイヤモンドドレッサ。 - 前記ロー材が銀ローである請求項1に記載のダイヤモンドドレッサ。
- 前記人造粒ダイヤモンドが真空雰囲気において固着された請求項1または2に記載のダイヤモンドドレッサ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015172906A JP6591237B2 (ja) | 2015-09-02 | 2015-09-02 | ダイヤモンドドレッサ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015172906A JP6591237B2 (ja) | 2015-09-02 | 2015-09-02 | ダイヤモンドドレッサ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017047506A JP2017047506A (ja) | 2017-03-09 |
| JP6591237B2 true JP6591237B2 (ja) | 2019-10-16 |
Family
ID=58278492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015172906A Active JP6591237B2 (ja) | 2015-09-02 | 2015-09-02 | ダイヤモンドドレッサ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6591237B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58126003A (ja) * | 1982-01-22 | 1983-07-27 | Sumitomo Electric Ind Ltd | ダイヤモンド工具とその製造法 |
| JPH0335972A (ja) * | 1989-06-30 | 1991-02-15 | Osaka Diamond Ind Co Ltd | 単結晶ダイヤモンドドレッサー |
| JP3450085B2 (ja) * | 1995-02-16 | 2003-09-22 | 豊田バンモップス株式会社 | ダイヤモンドドレッサ |
| JP4508514B2 (ja) * | 2001-03-02 | 2010-07-21 | 旭ダイヤモンド工業株式会社 | Cmpコンディショナ及びその製造方法 |
| JP3797948B2 (ja) * | 2002-03-28 | 2006-07-19 | 株式会社ノリタケスーパーアブレーシブ | ダイヤモンド工具 |
| JP4215570B2 (ja) * | 2003-06-09 | 2009-01-28 | 株式会社ノリタケスーパーアブレーシブ | ドレッサ |
| EP1779973A4 (en) * | 2004-08-16 | 2010-10-27 | Toyoda Van Moppes Ltd | ROTATIONSDIAMANTABRICHTUNGSWERKZEUG |
-
2015
- 2015-09-02 JP JP2015172906A patent/JP6591237B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017047506A (ja) | 2017-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9969054B2 (en) | Grinding tool and method of manufacturing the same | |
| US20160303704A1 (en) | Grinding Tool | |
| JP5014327B2 (ja) | ダイヤモンド切削部材およびその製造方法 | |
| JP5930489B2 (ja) | cBN切削工具の製造方法 | |
| CN104070467B (zh) | 微刃磨削制品及其制备方法和应用 | |
| JP4365251B2 (ja) | ダイヤモンドスクライバー及びダイヤモンドスクライバーの製造方法 | |
| JP6591237B2 (ja) | ダイヤモンドドレッサ | |
| JP6476892B2 (ja) | マルチポイントダイヤモンドツール | |
| CN107415065A (zh) | 刀轮 | |
| US20210284890A1 (en) | Grinding tool and method of fabricating the same | |
| JP5001398B2 (ja) | ダイヤモンドスクライビング工具及びその製造方法 | |
| JP4969467B2 (ja) | ダイヤモンドドレッサ | |
| JP4242168B2 (ja) | 角形打抜きパンチ及びその製造方法 | |
| JP2013022701A (ja) | 切削チップおよび切削工具 | |
| JP2010179439A (ja) | 単結晶ダイヤモンドエンドミル、およびその製造方法 | |
| KR100615684B1 (ko) | 원뿔형 드레서 | |
| JP6771207B2 (ja) | マルチポイントダイヤモンドツール及びその製造方法 | |
| JP2010269381A (ja) | ドレッサ | |
| CN210010859U (zh) | 一种新型复合砂轮 | |
| JP4777735B2 (ja) | ピアシング用丸パンチ | |
| JP2012152871A (ja) | 切削チップおよび内径加工用切削工具 | |
| CN205254206U (zh) | Mcd单晶高光铣刀 | |
| JP7258719B2 (ja) | ダイヤモンドドレッサ | |
| KR20090132676A (ko) | 씨비엔 디스크를 이용한 씨비엔 엔드밀과 그 제조방법 | |
| JP2017035711A (ja) | ろう付け方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161219 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170105 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170410 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170823 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170901 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20170929 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190624 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6591237 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |