JP6568449B2 - シート融着体の製造方法及び製造装置 - Google Patents
シート融着体の製造方法及び製造装置 Download PDFInfo
- Publication number
- JP6568449B2 JP6568449B2 JP2015205032A JP2015205032A JP6568449B2 JP 6568449 B2 JP6568449 B2 JP 6568449B2 JP 2015205032 A JP2015205032 A JP 2015205032A JP 2015205032 A JP2015205032 A JP 2015205032A JP 6568449 B2 JP6568449 B2 JP 6568449B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- support member
- laser beam
- laser
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 67
- 230000004927 fusion Effects 0.000 title claims description 58
- 238000000034 method Methods 0.000 claims description 25
- 239000000463 material Substances 0.000 claims description 17
- 229920005989 resin Polymers 0.000 claims description 16
- 239000011347 resin Substances 0.000 claims description 16
- 230000001678 irradiating effect Effects 0.000 claims description 14
- 230000008569 process Effects 0.000 claims description 10
- 230000008859 change Effects 0.000 claims description 8
- 230000002745 absorbent Effects 0.000 description 30
- 239000002250 absorbent Substances 0.000 description 30
- 239000004745 nonwoven fabric Substances 0.000 description 10
- 230000002093 peripheral effect Effects 0.000 description 10
- 239000000047 product Substances 0.000 description 10
- 239000000853 adhesive Substances 0.000 description 9
- 230000001070 adhesive effect Effects 0.000 description 9
- 238000004891 communication Methods 0.000 description 8
- 238000005520 cutting process Methods 0.000 description 8
- 238000005304 joining Methods 0.000 description 7
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 7
- -1 polyethylene Polymers 0.000 description 7
- 230000007246 mechanism Effects 0.000 description 6
- 239000000470 constituent Substances 0.000 description 5
- 239000004831 Hot glue Substances 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 239000002243 precursor Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 230000003187 abdominal effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 230000011218 segmentation Effects 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 1
- 229910009372 YVO4 Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000036962 time dependent Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/729—Textile or other fibrous material made from plastics
- B29C66/7294—Non woven mats, e.g. felt
- B29C66/72941—Non woven mats, e.g. felt coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1648—Laser beams characterised by the way of heating the interface radiating the edges of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1654—Laser beams characterised by the way of heating the interface scanning at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1696—Laser beams making use of masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/747—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using other than mechanical means
- B29C65/7473—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using other than mechanical means using radiation, e.g. laser, for simultaneously welding and severing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
- B29C65/7847—Holding or clamping means for handling purposes using vacuum to hold at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83431—Roller, cylinder or drum types; Band or belt types; Ball types rollers, cylinders or drums cooperating with bands or belts
- B29C66/83433—Roller, cylinder or drum types; Band or belt types; Ball types rollers, cylinders or drums cooperating with bands or belts the contact angle between said rollers, cylinders or drums and said bands or belts being a non-zero angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83431—Roller, cylinder or drum types; Band or belt types; Ball types rollers, cylinders or drums cooperating with bands or belts
- B29C66/83435—Roller, cylinder or drum types; Band or belt types; Ball types rollers, cylinders or drums cooperating with bands or belts said rollers, cylinders or drums being hollow
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/836—Moving relative to and tangentially to the parts to be joined, e.g. transversely to the displacement of the parts to be joined, e.g. using a X-Y table
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/137—Beaded-edge joints or bead seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/48—Wearing apparel
- B29L2031/4871—Underwear
- B29L2031/4878—Diapers, napkins
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- Textile Engineering (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
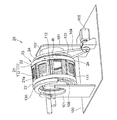
前記搬送工程は、円筒形状の支持部材21の第1面21a(外周面)上におむつ連続体10(帯状のシート積層体)を加圧状態で支持させ、支持部材21を符号Rで示す方向に回転動作させることによっておむつ連続体10をその長手方向に搬送する工程である。
前記レーザー光照射工程は、支持部材21の第2面21b側に配置されたレーザー光照射部50から、支持部材21に設けられた、おむつ連続体10の幅方向CDに長い光通過部24に沿ってレーザー光を照射することにより、支持部材21の第1面21a上に光通過部24を覆うように加圧状態で支持されたおむつ連続体10にレーザー光を照射し、それによっておむつ連続体10を分断するのと同時に、その分断によって生じた複数枚のシートの切断縁部どうしを融着させてサイドシール部4(シール縁部)を形成する工程である。
本発明には、おむつ1の如き吸収性物品の製造方法として、このような、搬送工程及びレーザー照射工程を有するシート融着体の製造方法によりシート融着体を製造する工程を含むものが含まれる。おむつ1におけるシート融着体は、前述した通り外装体3である。
例えば、前記実施形態においては、レーザー光照射部50及びその移動機構(スライダー51等)は、図9に示すように、凹部120の開口部25の回転方向Rの先端側に配置されていたが、回転方向Rの後端側に配置されていても良い。
また、レーザー光照射部50を光通過部24に沿って移動させる移動機構は、前述したサーボモータを駆動源とするものに限定されず、この種の移動機構として公知のものを特に制限なく利用することができ、例えば、空圧式アクチュエータ、油圧式アクチュエータ等を駆動源とするものを利用することができる。
前述した本発明の実施形態に関し、更に以下の付記を開示する。
複数枚のシートの縁部が重なった状態で融着したシール縁部を有するシート融着体の製造方法であって、
前記複数枚のシートの少なくとも一部のシートは樹脂材を含み、
第1面及びそれと反対側に位置する第2面を有する支持部材の該第1面上に、前記複数枚のシートが重ねられた構成を有する帯状のシート積層体を加圧状態で支持させ、該支持部材を動作させることによって該シート積層体をその長手方向に搬送する搬送工程と、
前記支持部材の前記第2面側に配置されたレーザー光照射部から、該支持部材に設けられた、前記シート積層体の幅方向に長い光通過部に沿ってレーザー光を照射することにより、該支持部材の前記第1面上に該光通過部を覆うように加圧状態で支持された該シート積層体にレーザー光を照射し、それによって該シート積層体を分断するのと同時に、その分断によって生じた前記複数枚のシートの切断縁部どうしを融着させて前記シール縁部を形成するレーザー光照射工程とを有し、
前記支持部材に、複数の前記光通過部が前記シート積層体の搬送方向に間欠的に設けられ、且つその複数の光通過部に対応して、複数の前記レーザー光照射部が該支持部材と一体化して配設されている、シート融着体の製造方法。
複数の前記光通過部に対して複数の前記レーザー光照射部が1体1で対応し、
複数の前記レーザー光照射部は、それぞれ、対応する前記光通過部と対向する位置に配設され、且つ前記支持部材の動作中に、該光通過部の長手方向に沿って移動しつつ該光通過部に向けてレーザー光を照射可能になされている前記<2>に記載のシート融着体の製造方法。
<3>
前記レーザー光照射部は、前記光通過部の長手方向に沿った移動における移動速度を任意に変更可能になされており、該レーザー光照射部の移動速度を変化させながら前記シート積層体にレーザー光を照射する前記<2>に記載のシート融着体の製造方法。
<4>
前記シート積層体におけるレーザー光の照射対象部分即ち前記シール縁部の形成予定部分が、該シート積層体の幅方向において厚みが不均一である場合において、
前記レーザー光照射工程では、前記照射対象部分における相対的に厚みの大きい肉厚部にレーザー光を照射する場合は、前記レーザー光照射部の移動速度を相対的に遅くし、該照射対象部分における相対的に厚みの小さい肉薄部にレーザー光を照射する場合は、該レーザー光照射部の移動速度を相対的に速くする前記<3>に記載のシート融着体の製造方法。
前記支持部材は、前記シート積層体の搬送方向に対応して回転軸周りに回転動作し、該支持部材が一回転するごとに、前記レーザー光照射部が、対応する前記光通過部に沿った移動路を一往復するようになされている前記<2>〜<4>の何れか一項に記載のシート融着体の製造方法。
<6>
前記レーザー光照射部が前記移動路の一端側から他端側に移動中は、該レーザー光照射部からレーザー光を照射させ、これとは逆方向に移動中は、該レーザー光照射部からレーザー光を照射させない前記<5>に記載のシート融着体の製造方法。
<7>
前記<1>〜<6>の何れか一項に記載の製造方法により前記シート融着体を製造する工程を含む、吸収性物品の製造方法。
<8>
前記吸収性物品がパンツ型使い捨ておむつである前記<7>に記載の吸収性物品の製造方法。
複数枚のシートの縁部が重なった状態で融着したシール縁部を有するシート融着体の製造装置であって、
第1面及びそれと反対側に位置する第2面を有し、少なくとも一部に樹脂材を含む複数枚のシートが重ねられた帯状のシート積層体をその長手方向にわたって該第1面上に支持しつつこれを該長手方向に搬送する支持部材と、
前記支持部材の前記第2面側に配置されたレーザー光照射部とを具備し、
前記支持部材に、レーザー光が通過可能な複数の光通過部が前記シート積層体の搬送方向に間欠的に設けられ、且つその複数の光通過部に対応して、複数の前記レーザー光照射部が該支持部材と一体化して配設されている、シート融着体の製造装置。
複数の前記光通過部に対して複数の前記レーザー光照射部が1体1で対応し、
複数の前記レーザー光照射部は、それぞれ、対応する前記光通過部と対向する位置に配設され、且つ前記支持部材の動作中に、該光通過部の長手方向に沿って移動しつつ該光通過部に向けてレーザー光を照射可能になされている前記<9>に記載のシート融着体の製造装置。
<11>
前記レーザー光照射部は、前記光通過部の長手方向に沿った移動における移動速度を任意に変更可能になされている前記<9>又は<10>に記載のシート融着体の製造方法。
<12>
前記支持部材は、前記シート積層体の搬送方向に対応して回転軸周りに回転動作し、該支持部材が一回転するごとに、前記レーザー光照射部が、対応する前記光通過部に沿った移動路を一往復するようになされている前記<9>〜<11>の何れか一項に記載のシート融着体の製造装置。
前記レーザー光照射部は、前記光通過部に沿って前記搬送方向と直交する方向に摺動自在に配されたスライダーに固定されている前記<9>〜<12>の何れか一項に記載のシート融着体の製造装置。
<14>
前記スライダーは、前記支持部材の前記第2面に固定され且つ前記光通過部に沿って前記搬送方向と直交する方向に延びる、台座上を摺動自在に配されており、且つ
前記スライダーは、前記台座上に配されたサーボモータに送りねじを介して接続されており、該サーボモータの動作によって該台座上を移動可能になされている前記<13>に記載のシート融着体の製造装置。
<15>
前記レーザー光照射部は、接続手段を介してレーザー光源と接続されている前記<9>〜<14>の何れか一項に記載のシート融着体の製造装置。
前記支持部材は、前記シート積層体の搬送方向に対応して回転軸周りに回転動作し、
前記レーザー光照射部は、前記光通過部における前記支持部材の回転方向の中心を通って該支持部材の前記第1面及び前記第2面の法線方向に延びる、仮想直線上に位置している前記<9>〜<15>の何れか一項に記載のシート融着体の製造装置。
<17>
前記支持部材の前記第1面は、搬送される前記シート積層体との対向面であり、該第1面を形成する部材の外面に、該シート積層体にレーザー光を照射したときに発生するガスを吸引除去するための吸引孔が多数設けられている前記<9>〜<16>の何れか一項に記載のシート融着体の製造装置。
<18>
さらに、前記支持部材の前記第1面上に支持された前記シート積層体を加圧する加圧部材を具備する前記<9>〜<17>の何れか一項に記載のシート融着体の製造装置。
<19>
前記加圧部材は、無端状の加圧ベルトからなり、該加圧ベルトは、回転可能な複数本のロールに架け渡されて配置されている前記<18>に記載のシート融着体の製造装置。
2 吸収性本体
3 外装体
31 外層シート
32 内層シート
4 サイドシール部
40 融着部
41 シール縁部
5,6,7 弾性部材
10 おむつ連続体(シート積層体)
20 レーザー式接合装置
21 支持部材
111 第1支持部
112 第2支持部
120 凹部
22 枠体
23 円筒ロール
24 光通過部
25 凹部における光通過部とは反対側の開口部
30 レーザー光
50 レーザー光照射部
51 スライダー
52 台座
53 サーボモータ
54 送りねじ
60 ベルト式加圧装置
61 加圧ベルト(加圧部材)
Claims (7)
- 複数枚のシートの縁部が重なった状態で融着したシール縁部を有するシート融着体の製造方法であって、
前記複数枚のシートの少なくとも一部のシートは樹脂材を含み、
第1面及びそれと反対側に位置する第2面を有する支持部材の該第1面上に、前記複数枚のシートが重ねられた構成を有する帯状のシート積層体を加圧状態で支持させ、該支持部材を動作させることによって該シート積層体をその長手方向に搬送する搬送工程と、
前記支持部材の前記第2面側に配置されたレーザー光照射部から、該支持部材に設けられた、前記シート積層体の幅方向に長い光通過部に沿ってレーザー光を照射することにより、該支持部材の前記第1面上に該光通過部を覆うように加圧状態で支持された該シート積層体にレーザー光を照射し、それによって該シート積層体を分断するのと同時に、その分断によって生じた前記複数枚のシートの切断縁部どうしを融着させて前記シール縁部を形成するレーザー光照射工程とを有し、
前記支持部材に、複数の前記光通過部が前記シート積層体の搬送方向に間欠的に設けられ、且つその複数の光通過部に対応して、複数の前記レーザー光照射部が該支持部材と一体化して配設されている、シート融着体の製造方法。 - 複数の前記光通過部に対して複数の前記レーザー光照射部が1体1で対応し、
複数の前記レーザー光照射部は、それぞれ、対応する前記光通過部と対向する位置に配設され、且つ前記支持部材の動作中に、該光通過部の長手方向に沿って移動しつつ該光通過部に向けてレーザー光を照射可能になされている請求項1に記載のシート融着体の製造方法。 - 前記レーザー光照射部は、前記光通過部の長手方向に沿った移動における移動速度を任意に変更可能になされており、該レーザー光照射部の移動速度を変化させながら前記シート積層体にレーザー光を照射する請求項2に記載のシート融着体の製造方法。
- 前記支持部材は、前記シート積層体の搬送方向に対応して回転軸周りに回転動作し、該支持部材が一回転するごとに、前記レーザー光照射部が、対応する前記光通過部に沿った移動路を一往復するようになされている請求項2又は3に記載のシート融着体の製造方法。
- 請求項1〜4の何れか一項に記載の製造方法により前記シート融着体を製造する工程を含む、吸収性物品の製造方法。
- 複数枚のシートの縁部が重なった状態で融着したシール縁部を有するシート融着体の製造装置であって、
第1面及びそれと反対側に位置する第2面を有し、少なくとも一部に樹脂材を含む複数枚のシートが重ねられた帯状のシート積層体を該第1面上に支持しつつこれをその長手方向に搬送する支持部材と、
前記支持部材の前記第2面側に配置されたレーザー光照射部とを具備し、
前記支持部材に、レーザー光が通過可能な複数の光通過部が前記シート積層体の搬送方向に間欠的に設けられ、且つその複数の光通過部に対応して、複数の前記レーザー光照射部が該支持部材と一体化して配設されている、シート融着体の製造装置。 - さらに、前記支持部材の前記第1面上に支持された前記シート積層体を加圧する加圧部材を具備する請求項6に記載のシート融着体の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015205032A JP6568449B2 (ja) | 2015-10-16 | 2015-10-16 | シート融着体の製造方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015205032A JP6568449B2 (ja) | 2015-10-16 | 2015-10-16 | シート融着体の製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017074762A JP2017074762A (ja) | 2017-04-20 |
| JP6568449B2 true JP6568449B2 (ja) | 2019-08-28 |
Family
ID=58549885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015205032A Active JP6568449B2 (ja) | 2015-10-16 | 2015-10-16 | シート融着体の製造方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6568449B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7075304B2 (ja) * | 2018-07-25 | 2022-05-25 | 花王株式会社 | シート融着体の製造方法 |
| CN111248565A (zh) * | 2020-03-30 | 2020-06-09 | 广州市兴世机械制造有限公司 | 穿着物生产系统、封合装置及输送机构 |
-
2015
- 2015-10-16 JP JP2015205032A patent/JP6568449B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017074762A (ja) | 2017-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5687732B2 (ja) | シート融着体の製造装置及びシート融着体の製造方法 | |
| JP5368646B1 (ja) | シート融着体の製造方法及び製造装置 | |
| WO2013172343A1 (ja) | シート融着体の製造方法 | |
| JP5368653B1 (ja) | シート融着体の製造方法 | |
| JP5766252B2 (ja) | パンツ型着用物品及びその製造方法 | |
| WO2014103818A1 (ja) | パンツ型使い捨ておむつ及びその製造方法 | |
| JP6228814B2 (ja) | シート融着体の製造装置及び製造方法 | |
| JP5822278B2 (ja) | 使い捨ておむつ | |
| WO2015064405A1 (ja) | シート融着体の製造装置及び製造方法 | |
| JP6568449B2 (ja) | シート融着体の製造方法及び製造装置 | |
| WO2016098521A1 (ja) | シート融着体の製造方法及び製造装置 | |
| JP5695163B1 (ja) | シート融着体の製造方法 | |
| JP6247900B2 (ja) | シート融着体の製造装置 | |
| JP2017070464A (ja) | シート融着体の製造装置及び製造方法 | |
| JP6247899B2 (ja) | シート融着体の製造装置及び製造方法 | |
| WO2019131231A1 (ja) | シート融着体の製造装置、シート融着体の製造方法、及び樹脂ヒュームの堆積抑制方法 | |
| JP6382081B2 (ja) | シート融着体の製造装置及び製造方法 | |
| JP2019077062A (ja) | シート融着体の製造装置及び製造方法 | |
| JP2020078884A (ja) | シート融着体の製造方法 | |
| JP6095003B2 (ja) | シート融着体の製造装置及び製造方法 | |
| JP6383229B2 (ja) | シート融着体の製造装置及び製造方法 | |
| JP6425961B2 (ja) | スリット形成装置及びシート融着体の製造装置 | |
| JP2020082472A (ja) | シート融着体の製造装置 | |
| JP2019076906A (ja) | レーザー光照射装置及びシート融着体の製造装置 | |
| JP2020015228A (ja) | シート融着体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160219 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180201 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180906 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190802 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6568449 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |