JP6561565B2 - Method and apparatus for dividing bonded substrate - Google Patents
Method and apparatus for dividing bonded substrate Download PDFInfo
- Publication number
- JP6561565B2 JP6561565B2 JP2015092931A JP2015092931A JP6561565B2 JP 6561565 B2 JP6561565 B2 JP 6561565B2 JP 2015092931 A JP2015092931 A JP 2015092931A JP 2015092931 A JP2015092931 A JP 2015092931A JP 6561565 B2 JP6561565 B2 JP 6561565B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- bonded substrate
- dividing
- main surface
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
- B28D1/225—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising for scoring or breaking, e.g. tiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/02—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills
- B28D5/022—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills by cutting with discs or wheels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/77—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate
- H01L21/78—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Physics & Mathematics (AREA)
- Dicing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
本発明は、シリコン基板とガラス基板とを接着層にて貼り合わせてなる基板の分割方法及び分割装置に関する。 The present invention relates to a substrate dividing method and a dividing apparatus in which a silicon substrate and a glass substrate are bonded together with an adhesive layer.
シリコン基板は半導体素子(半導体チップ)用の基板として広く用いられるが、基板の複合化その他の目的で、シリコン基板とガラス基板とを接着層(接着剤)にて貼り合わせてなる(接着させてなる)貼り合わせ基板が用いられることがある。また、シリコン基板を用いた半導体素子の製造プロセスにおいては通常、多数個の素子パターンを2次元的に形成してなる母基板たるシリコン基板をダイサーによるダイシングによって分割して個々のチップを得るという手法が採用されるが、母基板として上述したシリコン基板とガラス基板との貼り合わせ基板を用いる場合も、同様の手順が採用される。 A silicon substrate is widely used as a substrate for a semiconductor element (semiconductor chip), and is formed by bonding (bonding) a silicon substrate and a glass substrate together with an adhesive layer (adhesive) for the purpose of compounding the substrate and other purposes. A laminated substrate may be used. Also, in the manufacturing process of a semiconductor element using a silicon substrate, a technique is usually obtained in which a silicon substrate as a mother substrate formed by two-dimensionally forming a large number of element patterns is divided by dicing with a dicer to obtain individual chips. However, the same procedure is also used when the above-described bonded substrate of the silicon substrate and the glass substrate is used as the mother substrate.
また、脆性材料基板の主面に熱硬化性樹脂を付着させてなる樹脂付き脆性材料基板を分割する手法もすでに公知である(例えば、特許文献1参照)。 In addition, a technique of dividing a brittle material substrate with resin formed by attaching a thermosetting resin to the main surface of the brittle material substrate is already known (for example, see Patent Document 1).
シリコン基板とガラス基板とを接着層にて貼り合わせてなる貼り合わせ基板をダイサーによって分割する場合、ガラス基板の性質上、加工速度を高めることが困難であり、また、ガラス基板にチッピング(カケ)が生じやすいため、生産性が悪いという問題がある。また、レジンブレードなど、特殊なダイシングブレードを用いる必要があるが、摩耗が早く、コスト高の要因となっている、という問題もある。さらには、ダイシング時に冷却等の目的で使用する水が、接着層とガラスとの間に侵入しやすい、という問題もある。 When a bonded substrate formed by bonding a silicon substrate and a glass substrate with an adhesive layer is divided by a dicer, it is difficult to increase the processing speed due to the nature of the glass substrate, and chipping (bake) on the glass substrate is difficult. Since this is likely to occur, there is a problem that productivity is poor. Further, it is necessary to use a special dicing blade such as a resin blade, but there is also a problem that the wear is quick and the cost is high. Furthermore, there is a problem that water used for cooling or the like during dicing tends to enter between the adhesive layer and the glass.
本発明は、上記課題に鑑みてなされたものであり、シリコン基板とガラス基板とを接着層にて貼り合わせてなる貼り合わせ基板を好適に分割することができる方法を提供することを目的とする。 The present invention has been made in view of the above problems, and an object thereof is to provide a method capable of suitably dividing a bonded substrate formed by bonding a silicon substrate and a glass substrate with an adhesive layer. .
上記課題を解決するため、請求項1の発明は、シリコン基板とガラス基板とを接着層にて貼り合わせてなる貼り合わせ基板を所定の分割予定位置において分割する方法であって、前記貼り合わせ基板の一方主面をなす前記ガラス基板の一主面における前記分割予定位置に、所定のスクライブツールによってスクライブラインを形成するスクライブライン形成工程と、前記貼り合わせ基板の他方主面をなす前記シリコン基板の一主面における前記分割予定位置において、前記シリコン基板の前記一主面から前記接着層の途中までにかけて所定の溝部形成手段にて溝部を形成するダイシング溝形成工程と、前記スクライブラインと前記溝部とが形成されてなる前記貼り合わせ基板を、前記スクライブラインと前記溝部との間でブレイクするブレイク工程と、を備えることを特徴とする。
In order to solve the above problems, the invention of
請求項1の発明は、前記ブレイク工程においては、前記貼り合わせ基板を、前記シリコン基板の側が最上部となり、前記ガラス基板の側が最下部となるように、弾性体からなる支持部の上面に載置した状態で、前記シリコン基板の上方から前記分割予定位置に対しブレイク刃を当接させ、さらに押し下げることによって、前記貼り合わせ基板を分断する、ことを特徴とする。
The invention according to
請求項2の発明は、請求項1に記載の貼り合わせ基板の分割方法であって、前記ブレイク工程においては、前記ブレイク刃を前記溝部の底部に当接させたうえでさらに押し下げることによって、前記ブレイク刃によって前記接着層を切り裂きつつ前記スクライブラインから垂直クラックを伸展させることで前記貼り合わせ基板を分断する、ことを特徴とする。
Invention of
請求項3の発明は、請求項3に記載の貼り合わせ基板の分割方法であって、前記ブレイク工程においては、前記ブレイク刃の刃先側面を前記シリコン基板の前記一主面における前記溝部の開口端部に当接させたうえでさらに押し下げることによって、前記接着層を引き裂くとともに前記スクライブラインから垂直クラックを伸展させることで前記貼り合わせ基板を分断する、ことを特徴とする。 A third aspect of the present invention is the bonded substrate dividing method according to the third aspect, wherein, in the breaking step, a cutting edge side surface of the break blade is used as an open end of the groove portion on the one main surface of the silicon substrate. The bonded substrate is divided by tearing down the adhesive layer and extending a vertical crack from the scribe line by further pressing down after contacting the part.
請求項4の発明は、請求項1ないし請求項3のいずれかに記載の貼り合わせ基板の分割方法であって、前記所定のスクライブツールがスクライビングホイールである、ことを特徴とする。 A fourth aspect of the present invention is the bonded substrate dividing method according to any one of the first to third aspects, wherein the predetermined scribe tool is a scribing wheel.
請求項6の発明は、請求項1ないし請求項4のいずれかに記載の貼り合わせ基板の分割方法であって、前記所定の溝部形成手段がダイサーである、ことを特徴とする。 A sixth aspect of the present invention is the bonded substrate dividing method according to any one of the first to fourth aspects, wherein the predetermined groove forming means is a dicer.
請求項6の発明は、シリコン基板とガラス基板とを接着層にて貼り合わせてなる貼り合わせ基板を所定の分割予定位置において分割する分割装置であって、前記貼り合わせ基板の一方主面をなす前記ガラス基板の一主面における前記分割予定位置に、所定のスクライブツールによってスクライブラインを形成するスクライブライン形成ユニット(いわゆるスクライバー)と、前記貼り合わせ基板の他方主面をなす前記シリコン基板の一主面における前記分割予定位置において、前記シリコン基板の前記一主面から前記接着層の途中までにかけて所定の溝部形成手段にて溝部を形成するダイシング溝形成ユニット(いわゆるダイサー)と、前記スクライブラインと前記溝部とが形成されてなる前記貼り合わせ基板を、前記スクライブラインと前記溝部との間でブレイクするブレイクユニット(いわゆるブレイカー)と、を備えることを特徴とする。 The invention of claim 6 is a dividing apparatus for dividing a bonded substrate formed by bonding a silicon substrate and a glass substrate with an adhesive layer at a predetermined division position, and forms one main surface of the bonded substrate. A scribe line forming unit (so-called scriber) that forms a scribe line at a predetermined division position on one main surface of the glass substrate with a predetermined scribe tool, and one main surface of the silicon substrate that forms the other main surface of the bonded substrate. A dicing groove forming unit (so-called dicer) that forms a groove by a predetermined groove forming means from the one main surface of the silicon substrate to the middle of the adhesive layer, the scribe line, and the scribe line; The bonded substrate including the groove is formed on the scribe line. Characterized in that it comprises a and a breaking unit (so-called breaker) to break between the grooves.
請求項1ないし請求項6の発明によれば、シリコン基板とガラス基板とを接着層にて貼り合わせてなる貼り合わせ基板を好適に分割することができる。
According to invention of
<貼り合わせ基板>
図1は、本実施の形態において分割の対象とされる貼り合わせ基板10の構成を概略的に示す断面図である。本実施の形態において、貼り合わせ基板10とは、ガラス基板1とシリコン基板2とを接着層3によって接着することで貼り合わせ、全体として一の基板としてなるものである。
<Laminated substrate>
FIG. 1 is a cross-sectional view schematically showing a configuration of a bonded
貼り合わせ基板10は、分割を行う位置としてあらかじめ定められてなる分割予定位置Aにおいて後述する手法により厚み方向に沿って分断されることで分割される。分割予定位置Aは、貼り合わせ基板10の主面に沿って線状(例えば直線状)に規定される。図1においては、図面に垂直な方向に分割予定位置Aが定められてなる場合を例示している。なお、図1においては貼り合わせ基板10の両主面たるガラス基板1の主面1aとシリコン基板2の主面2aとの双方に分割予定位置Aを示しているが、当然ながら、貼り合わせ基板10の主面を平面視(平面透過視)した場合においてそれぞれの主面における分割予定位置Aは同一である。換言すれば、一方主面における分割予定位置Aを貼り合わせ基板10の厚み方向に平行移動させると他方主面における分割予定位置Aと一致する。
The bonded
図1においては図示を省略しているが、一の貼り合わせ基板10に対して複数の分割予定位置Aが定められていてもよく、例えば、格子状に分割予定位置Aが定められてなる態様であってもよい。複数の分割予定位置Aが定められる場合において、個々の分割予定位置A同士の間隔は、後述する手順での分割が好適に行える範囲で、適宜に定められてよい。
Although not shown in FIG. 1, a plurality of scheduled division positions A may be defined for one
図1にはさらに、分割に際して実際に分断が進行する予定の位置である分断進行予定位置Bも示している。分断進行予定位置Bは、貼り合わせ基板10の両主面たるガラス基板1の主面1aとシリコン基板2の主面2aとのそれぞれにおける分割予定位置Aの間の、厚み方向に沿う面として観念される。図1に例示する場合においては、分断進行予定位置Bは図面視垂直な方向に延在してなる。
Further, FIG. 1 also shows a division advancement scheduled position B that is a position where the division is actually going to proceed during division. The planned division progress position B is an idea as a plane along the thickness direction between the planned division positions A on the
ガラス基板1の材質としては、ホウ珪酸ガラス、無アルカリガラス、ソーダガラス等のアルカリガラスなどといった種々のガラスが例示される。接着層3の材質としては、熱硬化型エポキシ樹脂などが例示される。
Examples of the material of the
ガラス基板1、シリコン基板2、および、接着層3の厚み、さらには貼り合わせ基板10の総厚は、後述する手法にて貼り合わせ基板10を分割するに際して分割を好適に行える限りにおいて特段の制限はないが、それぞれ、100μm〜1000μm、50μm〜1000μm、10μm〜200μm、150μm〜1500μmという範囲が例示される。また、貼り合わせ基板の平面サイズについても特段の制限はないが、縦1〜3mm程度×横1〜3mm程度という範囲が例示される。
The thickness of the
また、図1においては、シリコン基板2の一方主面であって、接着層3との隣接面とは反対側の主面である、図面視上面側の主面2aに、上部層4が設けられてなる場合を例示している。図1(a)は、シリコン基板2の主面2aのうち、分割予定位置Aの近傍領域が非形成領域REとされる場合の上部層4の形成態様を例示しており、図1(b)は、主面2aの全面に上部層4が形成される場合の形成態様を例示している。
Further, in FIG. 1, an
なお、図1においては簡単のため、上部層4は単一の層であるかのように図示されているが、上部層4は、単一層であってもよいし、同質のあるいは異なる材質の複数の層から構成されていてもよい。上部層4の構成材料としては、種々の金属層、セラミックス層、半導体層、アモルファス層、樹脂層など、種々の材質のものが例示される。
In FIG. 1, for simplicity, the
ただし、本実施の形態に係る分割手法にて貼り合わせ基板10を分割するに際して、上部層4の存在は必須ではない。それゆえ、以降の説明においては、上部層4が形成されてなる場合についても、シリコン基板2と上部層4とを単にシリコン基板2と総称することがあり、また、厳密に言えば上部層4の上面をなしている面をシリコン基板2の主面2aと称することがある。
However, when the bonded
<分割の手順>
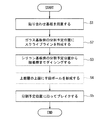
次に、上述した構成を有する貼り合わせ基板10を分割予定位置Aにて分割する手順について説明する。図2は、係る分割の手順を示す図である。
<Division procedure>
Next, a procedure for dividing the bonded
まず、図1に例示したような貼り合わせ基板10を用意する(ステップS1)。すなわち、ガラス基板1とシリコン基板2とが接着層3によって貼り合わされてなり、かつ、分割予定位置Aが定められた貼り合わせ基板10を用意する。
First, a bonded
そして、用意した貼り合わせ基板10のガラス基板1側の分割予定位置Aにおいて、スクライブラインSL(図3)を形成する(ステップS2)。図3は、係るスクライブラインSLの形成を説明するための図である。なお、図3においては、それぞれが図面に垂直な方向に直線状に延在する複数の分割予定位置Aが設定されてなる場合を例示している(図4〜図7においても同様)。
And the scribe line SL (FIG. 3) is formed in the division | segmentation plan position A by the side of the
スクライブラインSLは、後述する工程においてクラック(垂直クラック)伸展の起点となる部位である。スクライブラインSLの形成は、図3(a)に示すように、ガラス基板1が最上部となり、シリコン基板2が最下部となる水平姿勢で貼り合わせ基板10を保持して行う。その際、貼り合わせ基板10は直接にステージに保持するようにしてもよいし、これに代わり、シリコン基板2の主面2a側を例えばダイシングリングなどの環状の保持部材に張設保持させたダイシングテープなどの保持テープに貼り付け、それら保持部材および保持テープごと貼り合わせ基板10をステージにて保持する態様であってもよい。
The scribe line SL is a part that becomes a starting point of crack (vertical crack) extension in a process described later. As shown in FIG. 3A, the scribe line SL is formed by holding the bonded
概略的にいえば、スクライブラインSLの形成は、所定のスクライブツールを備える図示しない公知のスクライブ装置のステージに貼り合わせ基板10を当該姿勢にて保持した状態で、当該スクライブツールをガラス基板1の主面1aにおいて分割予定位置Aに対して相対的に移動させることによって行う。
Schematically speaking, the scribe line SL is formed by holding the bonded
図3(b)においては、スクライブツールとして公知のスクライビングホイール101を用いてスクライブラインSLを形成する様子を示している。スクライビングホイール101は、2つの円錐台をそれぞれの下底面(大きい方の底面)側にて接続したような形状を有してなる円盤形状(算盤珠形状)をなしているとともにその外周部分が刃先となっているツールである。スクライブラインSLは、係るスクライビングホイール101が(より詳細にはその刃先が)ガラス基板1の主面1aにおいて分割予定位置Aに沿って圧接転動させられることによって形成される。なお、刃先はスクライビングホイール101の全周にわたって一様であってもよいし、周期的に凹部を有する態様であってもよい。
FIG. 3B shows a state in which a scribe line SL is formed using a known
図3(b)において矢印AR1およびAR2にて示すように、個々の分割予定位置Aに対して順次にスクライビングホイール101が圧接転動させられてスクライブラインSLが形成され、最終的には、図3(c)に示すように全ての分割予定位置AにおいてスクライブラインSLが形成される。なお、係るスクライブラインSLの形成に伴って、スクライブラインSLからガラス基板1の厚み方向に垂直クラックが伸展する態様であってもよい。
As shown by arrows AR1 and AR2 in FIG. 3 (b), the
また、スクライブツールとして、公知のダイヤモンドポイントその他を用いる態様であってもよい。 Moreover, the aspect using a well-known diamond point etc. may be sufficient as a scribe tool.
ガラス基板1側の分割予定位置に対しスクライブラインSLが形成されると、続いて、貼り合わせ基板10のシリコン基板2側の分割予定位置Aにおいてダイシングを行い、ダイシング溝DG(図4)を形成する(ステップS3)。図4および図5は、係るダイシング溝DGの形成を説明するための図である。ダイシング溝DGは、溝部として形成され、後述する工程においてブレイクの起点となる。
When the scribe line SL is formed at the planned division position on the
ダイシング溝DGの形成は、図4(a)に示すように、シリコン基板2が最上部となり、ガラス基板1が最下部となる水平姿勢で貼り合わせ基板10を保持して行う。すなわち、スクライブラインSL形成時とは反転させた姿勢にて貼り合わせ基板10を保持することで行う。その際、貼り合わせ基板10は直接にステージに保持するようにしてもよいし、これに代わり、ガラス基板1の主面1a側を例えばダイシングリングなどの環状の保持部材に張設保持させたダイシングテープなどの保持テープに貼り付け、それら保持部材および保持テープごと貼り合わせ基板10をステージにて保持する態様であってもよい。
As shown in FIG. 4A, the dicing groove DG is formed by holding the bonded
図4(b)に示すように、ダイシング溝DGは、シリコン基板2を貫通して接着層3にまで達する溝部として形成される。換言すれば、ダイシング溝DGは、その深さhが、シリコン基板2の厚みよりも大きく、シリコン基板2と接着層3の厚みの総和よりも小さくなるように形成される。なお、詳細は後述するが、ダイシング溝DGのサイズ(深さh、幅w)と、ダイシング溝DGの底部DG1と接着層3との距離dとは、接着層3の材質に応じて選択される、後述するブレイク工程におけるブレイク手法に応じて定められる。
As shown in FIG. 4B, the dicing groove DG is formed as a groove portion that penetrates the
概略的にいえば、ダイシング溝DGの形成は、所定のダイシング手段を備える図示しない公知のダイシング装置(ダイサー)のステージに貼り合わせ基板10を当該姿勢にて保持した状態で、シリコン基板2の主面2a側の分割予定位置Aにおいて厚み方向および幅方向の所定範囲をダイシング手段によって切削することによってなされる。
Schematically speaking, the dicing groove DG is formed in a state where the bonded
図4(b)および図4(c)においては、ダイシング手段として公知のダイシングブレード201を備えたダイサーを用いてダイシング溝DGを形成する様子を示している。ダイシングブレード201は、円板状(円環状)をなしているとともにその外周部分が刃先となっているツールである。ダイシングブレード201を用いてダイシング溝DGを形成する場合は、まず、係るダイシングブレード201をその主面が鉛直面と平行となる姿勢にて鉛直面内で回転させながら、その刃先部分が形成しようとするダイシング溝DGの深さhに応じた目標深さ位置に到達するまで、図4(b)において矢印AR3にて示すように、さらには図4(c)において矢印AR4にて示すように下降させる。そして、刃先部分が目標深さ位置に到達すると、当該回転状態を保ちつつ分割予定位置Aに沿って(つまりは分断進行予定位置Bに沿って)ダイシングブレード201が貼り合わせ基板10に対し相対移動させられることによって、ダイシング溝DGが形成される。
4 (b) and 4 (c) show how the dicing groove DG is formed using a dicer provided with a known
図4(b)において矢印AR5およびAR6にて示すように、あるいは図4(c)において矢印AR7およびAR8にて示すように、個々の分割予定位置Aに対して順次にダイシングブレード201が移動させられてダイシング溝DGが形成さると、最終的には、図5に示すように全ての分割予定位置Aにおいてダイシング溝DGが形成される。
As indicated by arrows AR5 and AR6 in FIG. 4B or as indicated by arrows AR7 and AR8 in FIG. 4C, the
ダイシング溝DGが形成されると、貼り合わせ基板10は、全ての分割予定位置Aにおいて、一方主面側にスクライブラインSLが形成されており、他方主面側にダイシング溝DGが形成された状態が、実現されたものとなっている。
When the dicing groove DG is formed, the bonded
係る状態が実現された貼り合わせ基板10は、次のブレイク工程を実施可能なものとなっているが、貼り合わせ基板10の種類によっては、より詳細には、当該貼り合わせ基板10を分割することで得られるチップの種類によっては、係るブレイクに先立ち、シリコン基板2の主面2a上に、より厳密には図3ないし図5において図示を省略している上部層4の上に、半田ボールSBが形成される態様であってもよい(ステップS4)。図6は、半田ボールSBが形成された後の貼り合わせ基板10を例示する図である。半田ボールSBは、シリコン基板2の主面2a上の(より詳細には上部層4の主面上の)、最終的に分割がなされることによってそれぞれに別個のチップとなる領域ごとに形成される。ただし、半田ボールSBの形成は、必須ではない。
The bonded
なお、半田ボールSBは、スクライブラインSL形成前の時点で、つまりは、最初に貼り合わせ基板を用意した時点で、あるいは、スクライブラインSL形成の形成後であってダイシング溝DG形成前の時点で、形成される態様であってもよい。ただし、前者の場合は、スクライブラインSLの形成時に半田ボールSBが形成された凹凸のあるシリコン基板2の主面2a側を下方に向けて貼り合わせ基板10を保持する必要があり、後者の場合は、ダイシングの際に切削片の除去やダイシング溝DGの洗浄などに用いられる水によって半田ボールSBが腐食される場合があるなど、それぞれに留意すべき点があるが、上述したダイシング溝DG形成後のタイミングで半田ボールSBを形成する態様は、そのような留意点は無関係となる点で好適である。
The solder balls SB are formed before the scribe line SL is formed, that is, when the bonded substrate is first prepared, or after the scribe line SL is formed and before the dicing groove DG is formed. The form formed may be sufficient. However, in the former case, when the scribe line SL is formed, it is necessary to hold the bonded
また、スクライブラインSLの形成と、ダイシング溝DGの形成の順序は、反対であってもよい。 The order of forming the scribe line SL and the dicing groove DG may be reversed.
スクライブラインSLとダイシング溝DGとをともに形成し、必要な場合には半田ボールSBを形成した後、ブレイク装置300を用いたブレイクを行い、スクライブラインSLとダイシング溝DGとの間で、分断進行予定位置Bに沿った分断を進行させる(ステップS5)。
The scribe line SL and the dicing groove DG are formed together, and if necessary, the solder ball SB is formed, and then the break is performed using the
図7は、ブレイク装置300を用いて貼り合わせ基板10をブレイクする様子を概略的に示す図である。
FIG. 7 is a diagram schematically showing a state in which the bonded
ブレイク装置300は、弾性体からなり、上面301aに貼り合わせ基板10が載置される支持部301と、所定の刃渡り方向に延在してなる断面視三角形状の刃先を有し、鉛直方向に昇降自在とされてなるブレイク刃302とを、主として備える。
The
支持部301は、硬度が65°〜95°、好ましくは70°〜90°、例えば80°である材質の弾性体にて形成されるのが好適である。係る支持部301としては、例えばシリコーンゴムなどを好適に用いることができる。なお、支持部301はさらにその下方を図示しない硬質の(弾性を有していない)支持体によって支持されていてもよい。
The
図7に示すように、ブレイクに際し、貼り合わせ基板10は、ダイシング溝DGが形成されてなるシリコン基板2の側が最上部となり、スクライブラインSLが形成されてなるガラス基板1の側が最下部となるように、支持部301の上面301a上に載置される。なお、図7においては、分割予定位置Aが(それゆえスクライブラインSLとダイシング溝DGとが)図面に垂直な方向に延在するように、貼り合わせ基板10が支持部301の上面301aに載置されてなるとともに、係る分割予定位置Aの鉛直上方に、ブレイク刃302が(より詳細にはその刃先が)、分割予定位置Aの延在方向に沿って配置されてなる場合を示している。
As shown in FIG. 7, at the time of the break, the bonded
係るブレイク装置300を用いたブレイクは、概略的にいえば、ブレイク刃302を、矢印AR9に示すように鉛直方向においてシリコン基板2側の分割予定位置A(つまりはダイシング溝DGの形成位置)に対し下降させ、ブレイク刃302が貼り合わせ基板10に当接した後もブレイク刃302を押し下げることによって実現される。そして、矢印AR10にて示すように、全ての分割予定位置Aに対して順次にブレイクがなされることで、貼り合わせ基板10は、所望のサイズおよび個数のチップに分割される。
Breaking using such a
より詳細には、本実施の形態においては、接着層3の材質に応じて、原理の異なる2通りのブレイク手法を使い分けるようにする。係る場合においては、選択するブレイク手法によって、ブレイク刃302の刃先302a(図8、図9参照)の形状や、ダイシング溝DGのサイズを、それぞれ違える。以下、2通りのブレイク手法を順次に説明する。
More specifically, in the present embodiment, two types of break methods having different principles are used properly according to the material of the
(第1のブレイク手法)
図8は、第1のブレイク手法を示すための図である。第1のブレイク手法は、図7において矢印AR9にて示したようにブレイク刃302を鉛直方向において下降させていくことでやがて生じる、ダイシング溝DGに対するブレイク刃302の当接が、まず最初に図8(a)に示すように刃先302aの先端とダイシング溝DGの底部DG1との間でなされるようにしたうえで、分断を進行させるというものである。
(First break method)
FIG. 8 is a diagram for illustrating the first break technique. In the first breaking method, the contact of the
具体的には、図8(b)において矢印AR11として示すように、刃先302aの先端がダイシング溝DGの底部DG1に当接した後もブレイク刃302を所定の力で鉛直下方に押し下げると、矢印AR12にて示すように、刃先302aは接着層3から抵抗力を受けつつも分断進行予定位置Bに沿って接着層3を切り裂きながら下降していく。これにより、接着層3における分断が進行する。
Specifically, as shown by an arrow AR11 in FIG. 8B, when the tip of the
また、その際、ブレイク刃302を鉛直下方に押し下げる力は、貼り合わせ基板10を弾性体たる支持部301に対し分割予定位置Aに沿って押し込む力としても作用するため、貼り合わせ基板10は支持部301から、矢印AR13にて示すような上向きの反発力を、スクライブラインSLに対して対称に受けることになる。すると、係る反発力と、ブレイク刃302から作用する鉛直下向きの力とが加わる結果として、貼り合わせ基板10のガラス基板1側においては、いわゆる3点曲げの状況が実現され、矢印AR14にて示すように、垂直クラックCRが、スクライブラインSLから分断進行予定位置Bに沿って鉛直上方へと伸展していく。
At this time, the force that pushes down the
ブレイク刃302による鉛直上方からの接着層3の分断(切り裂き)と、鉛直下方からのガラス基板1における垂直クラックCRの伸展とは、いずれも分断進行予定位置Bに沿って進行する。最終的に、両者がともに接着層3とガラス基板1との界面に到達すると、分断は完了する。すなわち、貼り合わせ基板10は、図8(c)に示すように2つの個片10aに分割されたことになる。
The breakage (cutting) of the
以上のような第1のブレイク手法でのブレイクを行う場合、ブレイク刃302を下降させた際に少なくとも刃先302aの先端とダイシング溝DGとの底部DG1とが当接するまでは、刃先302aがダイシング溝DGと接触することのないように、ダイシング溝DGのサイズを定めるとともに刃渡り方向に垂直な断面における刃先302aのなす角である刃先角θを定める必要がある。通常は、後述する第2のブレイク手法に比して、ダイシング溝DGのサイズを相対的に大きく、かつ、刃先角θを相対的に小さくすることになる。
When performing the break by the first breaking method as described above, the
(第2のブレイク手法)
図9は、第2のブレイク手法を示すための図である。第2のブレイク手法は、図7において矢印AR9にて示したようにブレイク刃302を鉛直方向において下降させていくことでやがて生じる、ダイシング溝DGに対するブレイク刃302の当接が、まず最初に図9(a)に示すように刃先302aの2つの側面302bのそれぞれとダイシング溝DGの対応する開口端部DG2との間でなされるようにしたうえで、分断を進行させるというものである。ここで、ダイシング溝DGの開口端部DG2とは、シリコン基板2の表面におけるダイシング溝DGのエッジ部分である。
(Second break method)
FIG. 9 is a diagram for illustrating the second break technique. In the second breaking method, first, the contact of the
具体的には、図9(b)において矢印AR21として示すように、刃先302aの側面302bがダイシング溝DGの開口端部DG2に当接した後もブレイク刃302を所定の力で鉛直下方に押し下げていくと、刃先302aの2つの側面302bのそれぞれが、矢印AR22にて示すように、斜め方向において接触しているダイシング溝DGの対応する開口端部DG2に対し、分割予定位置Aに対して対称でかつ互いに離反する向きの力を作用させる。
Specifically, as shown by an arrow AR21 in FIG. 9B, even after the
係る態様にて開口端部DG2が力を受けると、矢印AR23にて示すように、接着層3のダイシング溝DGが形成されていない箇所において、分断進行予定位置Bに対して対称に、相反する向きの力が生じる。ブレイク刃302の押し下げが進むほど係る力は大きくなり、やがて、接着層3はダイシング溝DGの底部DG1から矢印AR24に示す鉛直下方に向けて引き裂かれていく。その結果、接着層3には分断進行予定位置Bに沿った亀裂CR1が形成される。亀裂CR1は、最終的には接着層3とガラス基板1との界面にまで到達する。
When the opening end portion DG2 receives a force in such a manner, as indicated by an arrow AR23, the portion of the
係る亀裂CR1の形成の後も、ブレイク刃302を鉛直下方に押し下げていくと、ブレイク刃302が貼り合わせ基板10に対し与える力は、貼り合わせ基板10を弾性体たる支持部301に対し分割予定位置Aに沿って押し込む力として作用する。それゆえ、第1のブレイク手法の場合と同様、貼り合わせ基板10は、矢印AR25にて示すように支持部301から鉛直上向きの反発力を受けることになる。従って、貼り合わせ基板10のガラス基板1側においては、3点曲げの状況が実現され、矢印AR26にて示すように、垂直クラックCR2が、スクライブラインSLから分断進行予定位置Bに沿って鉛直上方へと伸展していく。最終的に、垂直クラックCR2が接着層3とガラス基板1との界面に到達すると、分断は完了する。すなわち、貼り合わせ基板10は、図9(c)に示すように2つの個片10aに分割されたことになる。
Even after the formation of the crack CR1, when the
以上のような第2のブレイク手法でのブレイクを行う場合、ブレイク刃302を下降させた際に刃先302aの先端とダイシング溝DGとの底部DG1とが当接するよりも先に、刃先302aの側面302bとダイシング溝DGの開口端部DG2とが接触するように、ダイシング溝DGのサイズを定めるとともに刃先角θを定める必要がある。通常は、上述した第1のブレイク手法に比して、ダイシング溝DGのサイズを相対的に小さく、かつ、刃先角θを相対的に大きくすることになる。加えて、ダイシング溝DGの底部DG1と接着層3との距離dについても、ブレイク刃302の押し込み量とのバランスを考慮して定める必要がある。距離dが大きすぎると、亀裂CR1が接着層3とガラス基板1との界面まで到達しなくなる可能性があるためである。
When performing the break by the second break method as described above, the side surface of the
なお、第1のブレイク手法と第2のブレイク手法の使い分けは、接着層3の材質(組成、粘性、弾性など)を考慮して選択するのが好適である。例えば、接着層3の粘性が高い場合には、ブレイク刃302による切り裂きが好適に進行しにくい傾向があるため、第1のブレイク手法よりも第2のブレイク手法を適用した方が、分断は好適に行える可能性が高い。
Note that it is preferable to select the first break method and the second break method in consideration of the material (composition, viscosity, elasticity, etc.) of the
あるいは、ブレイク当初は第1のブレイク手法に相当する手法にて分断を進行させ、その後、刃先302aの側面302bをダイシング溝DGの開口端部DG2に当接させる状態についても実現しつつ、ブレイクを進行させるようにしてもよい。
Alternatively, at the beginning of the break, the cutting is advanced by a method corresponding to the first break method, and then the break is made while realizing the state in which the
以上、説明したように、本実施の形態によれば、シリコン基板とガラス基板とを接着層にて貼り合わせてなる貼り合わせ基板の分割を、ガラス基板側の分割予定位置にスクライブラインを形成し、かつ、シリコン基板側の分割予定位置に接着層にまで達するダイシング溝を形成したうえで、ブレイクによってスクライブラインとダイシング溝との間において分断を進行させることによって行うようにすることで、当該貼り合わせ基板を好適に分割することができる。ガラス基板をダイシングすることがないので、ガラス基板にチッピングが生じることが抑制され、また、生産性の向上やコストの低減が実現される。また、接着層とガラス基板との間に水が侵入することもない。 As described above, according to the present embodiment, the division of the bonded substrate obtained by bonding the silicon substrate and the glass substrate with the adhesive layer is performed, and the scribe line is formed at the planned division position on the glass substrate side. In addition, a dicing groove reaching the adhesive layer is formed at the planned division position on the silicon substrate side, and then the bonding is performed by advancing the division between the scribe line and the dicing groove by the break. The laminated substrate can be suitably divided. Since the glass substrate is not diced, the occurrence of chipping on the glass substrate is suppressed, and the productivity is improved and the cost is reduced. Further, water does not enter between the adhesive layer and the glass substrate.
1 ガラス基板
1a (ガラス基板の)主面
2 シリコン基板
2a (シリコン基板の)主面
3 接着層
4 上部層
10 貼り合わせ基板
10a 個片
101 スクライビングホイール
201 ダイシングブレード
300 ブレイク装置
301 支持部
301a (支持部の)上面
302 ブレイク刃
302a (ブレイク刃の)刃先
302b (刃先の)側面
A 分割予定位置
B 分断進行予定位置
CR、CR2 垂直クラック
CR1 亀裂
DG ダイシング溝
DG1 (ダイシング溝の)底部
DG2 (ダイシング溝)開口端部
SB 半田ボール
SL スクライブライン
DESCRIPTION OF
Claims (6)
前記貼り合わせ基板の一方主面をなす前記ガラス基板の一主面における前記分割予定位置に、所定のスクライブツールによってスクライブラインを形成するスクライブライン形成工程と、
前記貼り合わせ基板の他方主面をなす前記シリコン基板の一主面における前記分割予定位置において、前記シリコン基板の前記一主面から前記接着層の途中までにかけて所定の溝部形成手段にて溝部を形成するダイシング溝形成工程と、
前記スクライブラインと前記溝部とが形成されてなる前記貼り合わせ基板を、前記スクライブラインと前記溝部との間でブレイクするブレイク工程と、
を備え、
前記ブレイク工程においては、前記貼り合わせ基板を、前記シリコン基板の側が最上部となり、前記ガラス基板の側が最下部となるように、弾性体からなる支持部の上面に載置した状態で、前記シリコン基板の上方から前記分割予定位置に対しブレイク刃を当接させ、さらに押し下げることによって、前記貼り合わせ基板を分断することを特徴とする、貼り合わせ基板の分割方法。 A method of dividing a bonded substrate formed by bonding a silicon substrate and a glass substrate with an adhesive layer at a predetermined division position,
A scribe line forming step of forming a scribe line with a predetermined scribe tool at the division planned position on one main surface of the glass substrate forming one main surface of the bonded substrate;
A groove is formed by a predetermined groove forming means from the one main surface of the silicon substrate to the middle of the adhesive layer at the planned division position on one main surface of the silicon substrate forming the other main surface of the bonded substrate. A dicing groove forming step,
A breaking step of breaking the bonded substrate in which the scribe line and the groove are formed, between the scribe line and the groove;
Equipped with a,
In the breaking step, the bonded substrate is placed on the upper surface of the support portion made of an elastic body so that the silicon substrate side is the uppermost portion and the glass substrate side is the lowermost portion. the dividing position from above the substrate to abut the break edge, by further depressing, characterized that you divide the bonded substrate, bonding method of the divided substrate.
前記ブレイク工程においては、前記ブレイク刃を前記溝部の底部に当接させたうえでさらに押し下げることによって、前記ブレイク刃によって前記接着層を切り裂きつつ前記スクライブラインから垂直クラックを伸展させることで前記貼り合わせ基板を分断する、
ことを特徴とする、貼り合わせ基板の分割方法。 A method for dividing a bonded substrate board according to claim 1 ,
In the breaking step, the bonding is performed by extending the vertical crack from the scribe line while tearing the adhesive layer by the break blade by further pressing down the break blade after contacting the bottom of the groove. Dividing the board,
A method for dividing a bonded substrate board, comprising:
前記ブレイク工程においては、前記ブレイク刃の刃先側面を前記シリコン基板の前記一主面における前記溝部の開口端部に当接させたうえでさらに押し下げることによって、前記接着層を引き裂くとともに前記スクライブラインから垂直クラックを伸展させることで前記貼り合わせ基板を分断する、
ことを特徴とする、貼り合わせ基板の分割方法。 A method for dividing a bonded substrate board according to claim 1 ,
In the breaking step, the side surface of the break blade is brought into contact with the opening end portion of the groove portion in the one main surface of the silicon substrate and further pressed down to tear the adhesive layer and from the scribe line. Dividing the bonded substrate by extending vertical cracks,
A method for dividing a bonded substrate board, comprising:
前記所定のスクライブツールがスクライビングホイールである、
ことを特徴とする、貼り合わせ基板の分割方法。 A method for dividing a bonded substrate board according to any one of claims 1 to 3 ,
The predetermined scribe tool is a scribing wheel;
A method for dividing a bonded substrate board, comprising:
前記所定の溝部形成手段がダイサーである、
ことを特徴とする、貼り合わせ基板の分割方法。 A method for dividing a bonded substrate board according to any one of claims 1 to 4 ,
The predetermined groove forming means is a dicer;
A method for dividing a bonded substrate board, comprising:
前記貼り合わせ基板の一方主面をなす前記ガラス基板の一主面における前記分割予定位置に、所定のスクライブツールによってスクライブラインを形成するスクライブライン形成ユニットと、
前記貼り合わせ基板の他方主面をなす前記シリコン基板の一主面における前記分割予定位置において、前記シリコン基板の前記一主面から前記接着層の途中までにかけて所定の溝部形成手段にて溝部を形成するダイシング溝形成ユニットと、
前記スクライブラインと前記溝部とが形成されてなる前記貼り合わせ基板を、前記スクライブラインと前記溝部との間でブレイクするブレイクユニットと、
を備え、
前記ブレイクユニットにおいては、前記貼り合わせ基板を、前記シリコン基板の側が最上部となり、前記ガラス基板の側が最下部となるように、弾性体からなる支持部の上面に載置した状態で、前記シリコン基板の上方から前記分割予定位置に対しブレイク刃を当接させ、さらに押し下げることによって、前記貼り合わせ基板を分断することを特徴とする、貼り合わせ基板の分割装置。
A dividing device that divides a bonded substrate formed by bonding a silicon substrate and a glass substrate with an adhesive layer at a predetermined division position,
A scribe line forming unit that forms a scribe line with a predetermined scribe tool at the division planned position on one main surface of the glass substrate that forms one main surface of the bonded substrate;
A groove is formed by a predetermined groove forming means from the one main surface of the silicon substrate to the middle of the adhesive layer at the planned division position on one main surface of the silicon substrate forming the other main surface of the bonded substrate. A dicing groove forming unit,
A break unit that breaks the bonded substrate in which the scribe line and the groove are formed, between the scribe line and the groove;
Equipped with a,
In the break unit, the bonded substrate is placed on the upper surface of the support portion made of an elastic body so that the silicon substrate side is the uppermost portion and the glass substrate side is the lowermost portion. the dividing position from above the substrate to abut the break edge, by further depressing, characterized that you divide the bonded substrate, the bonded substrate dividing apparatus.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015092931A JP6561565B2 (en) | 2015-04-30 | 2015-04-30 | Method and apparatus for dividing bonded substrate |
| TW104144772A TWI698329B (en) | 2015-04-30 | 2015-12-31 | Splitting method and device for laminated substrate |
| KR1020160002981A KR20160129700A (en) | 2015-04-30 | 2016-01-11 | Method and apparatus for dividing bonded substrates |
| CN201610149585.2A CN106079115B (en) | 2015-04-30 | 2016-03-16 | Method and apparatus for dividing bonded substrate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015092931A JP6561565B2 (en) | 2015-04-30 | 2015-04-30 | Method and apparatus for dividing bonded substrate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016213234A JP2016213234A (en) | 2016-12-15 |
| JP6561565B2 true JP6561565B2 (en) | 2019-08-21 |
Family
ID=57529347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015092931A Expired - Fee Related JP6561565B2 (en) | 2015-04-30 | 2015-04-30 | Method and apparatus for dividing bonded substrate |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6561565B2 (en) |
| KR (1) | KR20160129700A (en) |
| CN (1) | CN106079115B (en) |
| TW (1) | TWI698329B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202100019604A1 (en) * | 2021-07-23 | 2023-01-23 | Studio Immagine S R L | METHOD AND EQUIPMENT FOR THE PRODUCTION OF CERAMIC PRODUCTS WITH IRREGULAR EDGES |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5874600A (en) * | 1981-10-28 | 1983-05-06 | Nec Corp | Cleaving method for single crystal substrate |
| JP2936851B2 (en) | 1991-12-20 | 1999-08-23 | 日本電気株式会社 | Method of holding deployable membrane structure |
| JPH0864556A (en) * | 1994-08-19 | 1996-03-08 | Nec Corp | Separation of glass substrate |
| JP2001284290A (en) * | 2000-03-31 | 2001-10-12 | Toyoda Gosei Co Ltd | Chip division method for semiconductor wafer |
| WO2002057192A1 (en) * | 2001-01-17 | 2002-07-25 | Mitsuboshi Diamond Industrial Co., Ltd. | Separator and separating system |
| JP4750519B2 (en) * | 2005-09-16 | 2011-08-17 | 株式会社ディスコ | Cutting method and cutting apparatus |
| JP2007165789A (en) * | 2005-12-16 | 2007-06-28 | Olympus Corp | Method for manufacturing semiconductor device |
| JP4730345B2 (en) * | 2007-06-18 | 2011-07-20 | ソニー株式会社 | Display device having glass substrate pair and cutting method thereof |
| JP5436906B2 (en) * | 2009-03-26 | 2014-03-05 | ラピスセミコンダクタ株式会社 | Manufacturing method of semiconductor device |
| JP5381240B2 (en) * | 2009-03-31 | 2014-01-08 | 凸版印刷株式会社 | IC chip and manufacturing method thereof |
| JP5170195B2 (en) * | 2010-09-24 | 2013-03-27 | 三星ダイヤモンド工業株式会社 | Method for dividing brittle material substrate with resin |
| JP5170196B2 (en) * | 2010-09-24 | 2013-03-27 | 三星ダイヤモンド工業株式会社 | Method for dividing brittle material substrate with resin |
| JP2013089622A (en) * | 2011-10-13 | 2013-05-13 | Mitsuboshi Diamond Industrial Co Ltd | Breaking method of semiconductor substrate |
| JP2013122984A (en) * | 2011-12-12 | 2013-06-20 | Canon Inc | Semiconductor device manufacturing method |
| JP5824365B2 (en) * | 2012-01-16 | 2015-11-25 | 三星ダイヤモンド工業株式会社 | Breaking method for brittle material substrate |
| TWI589420B (en) * | 2012-09-26 | 2017-07-01 | Mitsuboshi Diamond Ind Co Ltd | Metal multilayer ceramic substrate breaking method and trench processing tools |
| JP6140030B2 (en) * | 2013-08-21 | 2017-05-31 | 三星ダイヤモンド工業株式会社 | Method for dividing wafer laminate for image sensor |
| JP6185813B2 (en) * | 2013-09-30 | 2017-08-23 | 三星ダイヤモンド工業株式会社 | Method and apparatus for dividing wafer laminate for image sensor |
| JP6115438B2 (en) * | 2013-10-16 | 2017-04-19 | 三星ダイヤモンド工業株式会社 | Breaking device and cutting method |
| JP6005708B2 (en) * | 2014-10-23 | 2016-10-12 | 三星ダイヤモンド工業株式会社 | Method and apparatus for dividing wafer laminate for image sensor |
-
2015
- 2015-04-30 JP JP2015092931A patent/JP6561565B2/en not_active Expired - Fee Related
- 2015-12-31 TW TW104144772A patent/TWI698329B/en active
-
2016
- 2016-01-11 KR KR1020160002981A patent/KR20160129700A/en not_active Application Discontinuation
- 2016-03-16 CN CN201610149585.2A patent/CN106079115B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TW201637856A (en) | 2016-11-01 |
| CN106079115B (en) | 2020-08-25 |
| CN106079115A (en) | 2016-11-09 |
| KR20160129700A (en) | 2016-11-09 |
| TWI698329B (en) | 2020-07-11 |
| JP2016213234A (en) | 2016-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6561566B2 (en) | Method and apparatus for dividing bonded substrate | |
| JP5170195B2 (en) | Method for dividing brittle material substrate with resin | |
| TWI620636B (en) | Fracture device and breaking method | |
| TWI498956B (en) | A method for dividing a brittle material substrate with resin | |
| TWI620634B (en) | Expander, breaking device and breaking method | |
| TW201515801A (en) | Elastic support plate, breaking device, and splitting method | |
| JP6507866B2 (en) | Device and method for manufacturing semiconductor chip with solder ball | |
| JP6561565B2 (en) | Method and apparatus for dividing bonded substrate | |
| JP7418013B2 (en) | How to divide a substrate with metal film | |
| JP2019091945A (en) | Manufacturing apparatus of semiconductor chip with solder ball and manufacturing method | |
| JP6689023B2 (en) | Break device | |
| TWI776979B (en) | Breaking method of substrate with metal film | |
| CN110176396B (en) | Cutting device, cutting method and cutting plate | |
| TWI619589B (en) | Fracture method and device for brittle material substrate | |
| TWI661999B (en) | Cutting method and cutting knife for laminating substrate | |
| JP2020070202A (en) | Method for dividing bonded substrate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180419 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6561565 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |