A.実施形態:
A−1.プラズマジェットプラグの全体構成:
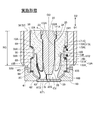
以下、本発明の実施の態様を実施形態に基づいて説明する。図1は本実施形態のプラズマジェットプラグ100の全体を示す図である。図1の軸線COより右側には、プラズマジェットプラグ100の外観が図示され、軸線COの左側には、軸線COを含む面で切断した断面図が示されている。図2は、プラズマジェットプラグ100の先端近傍を、軸線COが含まれる面で切断した断面図である。軸線COと平行な方向(図1、図2の上下方向)を軸線方向とも呼ぶ。軸線COを中心とする円の径方向を、単に「径方向」とも呼び、軸線COを中心とする円の周方向を、単に「周方向」とも呼ぶ。図1、図2における下方向を先端方向D1と呼び、上方向を後端方向D2とも呼ぶ。図1、図2における下側をプラズマジェットプラグ100の先端側と呼び、図1、図2における上側をプラズマジェットプラグ100の後端側と呼ぶ。
プラズマジェットプラグ100は、絶縁体10と、中心電極20と、接地電極30と、端子金具40と、主体金具50と、先端金具60と、を備える(図1)。
絶縁体10は、軸線方向に沿って延び、絶縁体10を貫通する軸孔12Aを有する略円筒形状を有する筒状体である。絶縁体10は、第1部材10Aと、第2部材10Bと、の2個の部材によって構成されている。第1部材10Aと第2部材10Bとは、アルミナ等を焼成して形成されている。
第1部材10Aは、絶縁体10の大部分を占める略円筒形状を有する部材であり、上述した軸孔12Aは、第1部材10Aに形成されている。第1部材10Aは、鍔部19Aと、後端側胴部18Aと、先端側胴部17Aと、脚長部13Aと、を備えている。後端側胴部18Aは、鍔部19Aより後端側に位置し、鍔部19Aの外径より小さな外径を有している。先端側胴部17Aは、鍔部19Aより先端側に位置し、後端側胴部18Aの外径より小さな外径を有している。脚長部13Aは、先端側胴部17Aより先端側に位置し、先端側胴部17Aの外径より小さな外径を有している。先端側胴部17Aの外径は、脚長部13Aの外径より大きいので、先端側胴部17Aを、第1部材10Aの「大径部」とも呼び、脚長部13Aを、第1部材10Aの「小径部」とも呼ぶ。
第2部材10Bは、軸線方向に沿って延び、第2部材10Bを貫通する貫通孔12Bを有する略円筒形状を有する部材である。第2部材10Bの軸線方向の長さは、第1部材10Aより短く、第1部材10Aの脚長部13Aより僅かに長い。第2部材10Bの貫通孔12Bの後端側には、第1部材10Aの脚長部13A(小径部)が挿入(内挿)されている。第1部材10Aと第2部材10Bの構成の詳細については、後述する。
主体金具50は、導電性の金属材料(例えば、低炭素鋼材)で形成され、内燃機関のエンジンヘッド(図示省略)にプラズマジェットプラグ100を固定するための略円筒形状の部材(筒状体)である。主体金具50は、軸線COに沿って貫通する挿通孔59が形成されている。主体金具50は、絶縁体10の外周に配置されている。より詳しくは、挿通孔59内に、絶縁体10のうちの第2部材10Bの後端側と、第1部材10Aの後端側胴部18Aの先端側の一部と、鍔部19Aと、先端側胴部17Aと、脚長部13Aと、が配置されている。
主体金具50は、スパークプラグレンチが係合する六角柱形状の工具係合部51と、内燃機関に取り付けるための取付ネジ部52と、工具係合部51と取付ネジ部52との間に形成された鍔状の座部54と、を備えている(図1)。例えば、取付ネジ部52の呼び径は、M8(8mm(ミリメートル))、M10、M12、M14、M18のいずれかとされている。
主体金具50の取付ネジ部52と座部54との間には、金属板を折り曲げて形成された環状のガスケット5が嵌挿されている(図1)。ガスケット5は、プラズマジェットプラグ100が内燃機関に取り付けられた際に、プラズマジェットプラグ100と内燃機関(エンジンヘッド)との隙間を封止する。
主体金具50は、さらに、工具係合部51の後端側に設けられた薄肉の加締部53と、座部54と工具係合部51との間に設けられた薄肉の圧縮変形部58と、を備えている(図1)。主体金具50における工具係合部51から加締部53に至る部位の内周面と、第1部材10Aの後端側胴部18Aの外周面との間に形成される環状の領域には、環状の線パッキン6、7が配置されている。当該領域における2つの線パッキン6、7の間には、タルク(滑石)9の粉末が充填されている。
加締部53の後端は、径方向内側に折り曲げられて、第1部材10Aの外周面に固定されている。主体金具50の圧縮変形部58は、製造時において、第1部材10Aの外周面に固定された加締部53が先端側に押圧されることにより、圧縮変形する。
中心電極20は、軸線COに沿って延びる棒状の部材であり、第1部材10Aの軸孔12Aの先端側の部分に配置されている。中心電極20は、導電性を有し、高温での耐酸化性に優れる金属材料、例えば、ニッケル(Ni)またはNiを主成分とする合金(具体的には、NCF600、NCF601)を用いて形成されている。なお、中心電極20は、内部に埋設され、Ni又はNiを主成分として含む合金よりも熱伝導性に優れる金属、例えば、銅または銅を主成分とする合金で形成された芯材を含んでもよい。
先端金具60は、主体金具50の先端に接合されている。接地電極30は、先端金具60に取り付けられている。先端金具60および接地電極30は、導電性を有し、高温での耐酸化性に優れる金属材料を用いて形成されている。例えば、先端金具60には、ニッケル(Ni)またはNiを主成分とする合金(具体的には、NCF600、NCF601)が用いられる。また、接地電極30には、イリジウム(Ir)、白金(Pt)、タングステン(W)や、これらの金属を主成分とする合金などが用いられる。中心電極20、先端金具60、接地電極30を含むプラズマジェットプラグ100の先端近傍の構成の詳細については、後述する。
端子金具40は、軸線COに沿って延びる棒状の部材である。端子金具40は、導電性の金属材料(例えば、低炭素鋼)で形成され、その表面は、防食のための金属層(例えば、Ni層)がメッキなどによって形成されている。端子金具40は、軸線方向の所定位置に形成された鍔部42と、鍔部42より後端側に位置するキャップ装着部41と、鍔部42より先端側の脚部43と、を備えている。端子金具40の後端を含むキャップ装着部41は、絶縁体10の後端側に露出している。端子金具40の先端を含む脚部43は、第1部材10Aの軸孔12Aに挿入されている。キャップ装着部41には、高圧ケーブル(図示省略)が接続されたプラグキャップが装着され、火花を発生するための高電圧が印加される。
第1部材10Aの軸孔12A内において、端子金具40の脚部43の先端と中心電極20の後端との間の領域は、導電性シール4によって埋められている。これにより、端子金具40と中心電極20とは、電気的に導通している。導電性シール4は、例えば、金属粒子とガラス粒子とを含む組成物で形成されている。
A−2. プラズマジェットプラグ100の先端近傍の構成:
上述したプラズマジェットプラグ100の先端近傍の構成について、図2の断面図を参照して、さらに、詳細に説明する。
第1部材10Aに形成された軸孔12Aは、後端側の大径孔121Aと、先端側の小径孔123Aと、大径孔121Aと小径孔123Aとの間に位置し、後端側から先端側に向かって縮径する縮径孔122Aと、を含んでいる。
中心電極20は、頭部23と、鍔部24と、脚部25と、放電部26と、を備えている。鍔部24は、頭部23より先端側に位置し、頭部23より大きな外径を有する。脚部25は、鍔部24より先端側に位置する。脚部25の外径は、鍔部24より小さく、小径孔123Aの径とほぼ等しい。放電部26は、脚部25より先端側に位置し、脚部25より小さな外径を有する。また、放電部26の外径は、後端側から先端側に向かって縮径している。放電部26の先端側の面は、接地電極30との間で、火花ギャップを形成する放電面26Sである。鍔部24の先端側の面は、第1部材10Aの縮径孔122Aを形成する内周面(縮内径面)によって先端側から支持されている。頭部23および鍔部24は、導電性シール4によって後端側から支持されている。これによって、中心電極20は、脚部25および放電部26が小径孔123A内に位置するように、第1部材10Aの軸孔12A内に保持されている。
主体金具50の挿通孔59を形成する内周面には、径方向の内側に向かって突出する棚部56が形成されている。棚部56は、棚部56の後端に位置し、後端側から先端側に向かって内径が縮径した縮内径部56Aと、棚部56の先端に位置し、後端側から先端側に向かって内径が拡径した拡内径部56Bと、を備えている。
第1部材10Aの先端側胴部17Aは、第1後端等径部171Aと、第1後端等径部171Aより先端側の第1先端等径部173Aと、第1後端等径部171Aと第1先端等径部173Aとの間に位置する中間縮外径部172Aと、を備えている。中間縮外径部172Aの外径は、後端側から先端側に向かって縮径している。
先端側胴部17Aの中間縮外径部172Aと、棚部56の縮内径部56Aと、の間には、金属製の環状の板パッキンである第1パッキン8Aが配置されている。上述したように、製造時において、第1部材10Aの外周面に固定された加締部53(図1)が先端方向D1に押圧されることにより、圧縮変形部58が圧縮変形すると、線パッキン6、7およびタルク9を介し、第1部材10Aが主体金具50の挿通孔59内で先端方向D1に押圧される。この結果、第1部材10Aは、第1パッキン8Aを介して、主体金具50の棚部56の後端側の縮内径部56Aに接触する。これによって、第1部材10Aの外周面と、主体金具50の内周面との間は、第1パッキン8Aによって封止され、キャビティCV内の高温のガスが、主体金具50と第1部材10Aとの隙間から外部に漏れることが防止される。また、金属製の第1パッキン8Aは、熱伝導率が、絶縁体10(第1部材10Aや第2部材10B)より高く、後述するように、絶縁体10の熱を主体金具50に逃がす役割を果たす。なお、第1パッキン8Aの軸線方向の位置は、主体金具50の取付ネジ部52において、外周面にネジが形成されている軸線方向の範囲RG内である。
第1部材10Aの脚長部13Aは、第1部材10Aの最も先端側の部分であり、内部には、上述した小径孔123Aが形成されている。脚長部13Aは、等径の後端部131Aと、後端部131Aより先端側に位置し、後端側から先端側に向かって外径が縮径する先端部132Aと、を備えている。第1部材10Aの先端、すなわち、脚長部13Aの先端部132Aの先端は、中心電極20の放電面26Sより後端側に位置している。
第2部材10Bの内部には、上述した貫通孔12Bが形成されている。貫通孔12Bには、上述したように、第1部材10Aの脚長部13Aが内挿されている。第2部材10Bは、第2後端等径部13Bと、第2後端等径部13Bより先端側の第2先端等径部15Bと、第2後端等径部13Bと第2先端等径部15Bとの間に位置する中間拡外径部14Bと、第2先端等径部15Bより先端側の先端縮径部16Bと、を備えている。第2先端等径部15Bの外径は、第2後端等径部13Bの外径より大きい。中間拡外径部14Bの外径は、後端側から先端側に向かって拡径している。先端縮径部16Bでは、外径および内径が、後端側から先端側に向かって縮径している。第2部材10Bの先端(先端縮径部16Bの先端)は、中心電極20の放電面26Sより先端側に位置している。
先端金具60は、軸線COが通る部分に開口63を有する略円環形状を有しており、外縁部61と、内縁部62と、を備えている。外縁部61の後端には、後端側に延出した延出部64が形成されている。延出部64は、主体金具50の先端部50Sに、嵌合されている。先端金具60の延出部64と、主体金具50の先端部50Sとは、レーザ溶接によって接合されている。これによって、先端金具60は、主体金具50の先端側に固定されている。このために、図2に示すように、延出部64と先端部50Sとを跨ぐ溶接部WDが形成されている。内縁部62は、主体金具50の内周面より径方向の内側に延出しており、先端縮径部16Bの先端側の一部を覆っている。
第2部材10Bの中間拡外径部14Bと、主体金具50の棚部56の拡内径部56Bと、の間には、金属製の環状の板パッキンである第2パッキン8Bが配置されている。また、先端金具60の外縁部61と、第2部材10Bの第2先端等径部15Bと、の間には、環状の板パッキンである第3パッキン8Cが配置されている。製造時において、先端金具60は、第3パッキン8Cを介して、第2部材10Bを後端方向D2に押圧した状態で、主体金具50の先端部50Sに接合される。このように、先端金具60は、第3パッキン8Cを介して、第2部材10Bを先端側から後端側に向かって支持している。この結果、第2部材10Bは、第2パッキン8Bを介して、主体金具50の棚部56の先端側の拡内径部56Bに接触する。これによって、第2部材10Bの外周面と、主体金具50の内周面との間は、第2パッキン8Bによって封止され、キャビティCV内の高温のガスが、主体金具50と第2部材10Bとの隙間から外部に漏れることが防止される。また、金属製の第2パッキン8Bは、熱伝導率が、絶縁体10(第1部材10Aや第2部材10B)より高く、第1パッキン8Aと同様に、絶縁体10の熱を主体金具50に逃がす役割を果たす。なお、第2パッキン8Bの軸線方向の位置は、第1パッキン8Aと同様に、取付ネジ部52において外周面にネジが形成されている軸線方向の範囲RG内である。
接地電極30は、略円径の板部材であり、第2部材10Bの貫通孔12Bの先端側を覆っている。接地電極30の軸線COと交差する部分には、連通孔31(以下、オリフィス31とも呼ぶ)が形成されている。接地電極30の外縁部分は、先端金具60の内縁部62の径方向内側の端に、例えば、レーザ溶接によって接合されている。接地電極30には、オリフィス31が形成されているので、接地電極30をオリフィス電極とも呼ぶ。
脚長部13Aの先端部分と、第2部材10Bの先端部分と、中心電極20の表面と、接地電極30の内面(後端側の面)と、によって、キャビティCVが形成されている。具体的には、例えば、脚長部13Aの先端部132Aの内周面および外周面は、キャビティCVの一部を形成している。また、例えば、先端縮径部16Bおよび第2先端等径部15Bの内周面は、キャビティCVの一部を形成している。また、中心電極20の放電面26Sおよび放電部26の外周面は、キャビティCVの一部を形成している。放電面26Sと接地電極30との間の火花ギャップは、キャビティCV内に位置している。
A−3.プラズマジェットプラグ100の動作:
図3は、点火装置500の概略構成を示すブロック図である。プラズマジェットプラグ100は、図3に一例を示す点火装置500に接続され、点火装置500から電力の供給を受けることにより、内燃機関の燃焼室内の混合気への点火を行う。
点火装置500は、例えば、自動車のECU(電子制御回路)からの指示に従ってプラズマジェットプラグ100に電力を供給する。点火装置500は、火花放電回路部540、プラズマ放電回路部560、制御回路部530、550、および逆流防止用の2つのダイオード545、565が設けられている。
火花放電回路部540は、プラズマジェットプラグ100の中心電極20と接地電極30の火花ギャップに、高電圧を印加することで絶縁破壊させて火花放電を生じさせる、いわゆるトリガー放電を行うための電源回路である。火花放電回路部540は、ECUに接続された制御回路部530によって制御される。火花放電回路部540は、ダイオード545を介し、電力供給先となるプラズマジェットプラグ100の中心電極20に電気的に接続されている。
また、プラズマ放電回路部560は、火花放電回路部540によって行われるトリガー放電により絶縁破壊が生じた火花ギャップに高エネルギーを供給するための電源回路である。プラズマ放電回路部560は、上記同様、ECUに接続された制御回路部550によって制御される。プラズマ放電回路部560も同様に、逆流防止用のダイオード565を介し、プラズマジェットプラグ100の中心電極20に接続されている。なお、プラズマジェットプラグ100の接地電極30は、主体金具50を介し、接地されている。
プラズマ放電回路部560は、電気エネルギーを蓄えておくコンデンサ562と、コンデンサ562を充電するための高電圧発生回路561と、を備えている。コンデンサ562は、一端が接地され、他端が、高電圧発生回路561と、上記ダイオード565を介して中心電極20に接続されている。ここで、1回のプラズマ噴出を行うため、火花ギャップに供給されるエネルギー量EG(単位は、mJ)は、トリガー放電によるエネルギーの供給量と、コンデンサ562からのエネルギーの供給量との和である。コンデンサ562の静電容量は、エネルギー量EGが、規定量となるように調整されている。なお、プラズマジェットプラグ100は、例えば、プラズマ放電回路部560を備えていないタイプの点火装置、すなわち、トリガー放電によるエネルギーのみを供給するタイプの点火装置でも駆動することができるが、図3に示すような点火装置500を用いることによって、より高エネルギーのプラズマを生成することができる。
点火装置500によって高電圧が供給されることによって、プラズマジェットプラグ100の火花ギャップに火花放電が生じると、点火装置500から供給される火花放電のエネルギーによって、図2に示すキャビティCV内の気体が励起されて、キャビティCV内にプラズマが形成される。キャビティCV内に形成されたプラズマが膨張し、キャビティCV内の圧力が高まると、キャビティCV内のプラズマは、火柱状に、接地電極30に形成されたオリフィス31から噴出される。噴出された火柱状のプラズマをプラズマとも呼ぶ。噴出されたプラズマによって、内燃機関の燃焼室内の混合気が着火される。
以上説明した本実施形態のプラズマジェットプラグ100によれば、絶縁体10は、第1部材10Aと第2部材10Bとを備え、第1部材10Aの先端部分と、第2部材10Bの先端部分と、中心電極20の表面と、接地電極30(オリフィス電極)の内面と、によってキャビティが形成される。この結果、キャビティCVを形成する絶縁体10の表面の形状を複雑化することができる。このために、キャビティCVの容量を過度に大きくすることなく、絶縁体10の表面に沿って火花が放電する経路(以下、沿面経路)を長くすることができる。この結果、プラズマの噴出量を低下させることなく、沿面放電の発生を抑制できるので、プラズマジェットプラグ100の耐久性能と着火性能とを両立することができる。
プラズマジェットプラグ100の中心電極20と接地電極30との間で生じる火花放電の放電経路には、気中経路RT1と、沿面経路RT2と、の2種類の経路が考えられる。図2に示すように、気中経路RT1は、中心電極20から接地電極30までの間の空間を通る放電経路である。図2に示すように、沿面経路RT2は、絶縁体10(第1部材10Aおよび第2部材10B)の表面に沿った経路である。例えば、図2の沿面経路RT2は、先端部132Aの表面を通り、第2部材10B(第2先端等径部15Bおよび先端縮径部16B)の内周面を通り、接地電極30に至る経路である。
気中経路のみを通る火花放電を気中放電とも呼ぶ。沿面経路を含む経路を通る火花放電を沿面放電とも呼ぶ。沿面放電よりも気中放電が好ましい。沿面放電が発生すると、火花のエネルギーによって、絶縁体10が損傷を受けるからである。例えば、絶縁体10に傷や、チャンネリングと呼ばれる溝状の削れなどが発生し得る。この結果、プラズマジェットプラグ100の耐久性能が低下し得る。
また、オリフィス31から噴出されるプラズマの噴出量が低下すると、燃焼室内の混合気に着火するためのエネルギーが低下するために、プラズマジェットプラグ100の着火性能が低下する。プラズマの噴出量の低下は、例えば、キャビティCVの容積が過度に大きい場合に引き起こされる。
例えば、第2先端等径部15Bや先端縮径部16Bの径方向の内側に、先端部132Aが存在するような絶縁体10の先端部分の形状を、2個の部材を接合することなく、1個の部材で作製することは困難である。一般的に、絶縁体を形成するセラミックスは、例えば、鉄などの金属と比較して、延性が低く、脆性が高い。このために、絶縁体を形成するセラミックスは、例えば、鉄などの金属と比較して、塑性加工や切削加工の加工性が低いためである。本実施形態の絶縁体10は、別々に作製された第1部材10Aと第2部材10Bとを接合することによって作製されているので、キャビティCVの一部を形成する先端部分の形状を複雑にすることができる。
この結果、本実施形態では、キャビティCVの形状を複雑にできるので、キャビティCVの形状が単純である場合と比較して、キャビティCVの容積を大きくすることなく、沿面経路RT2の経路長を長くすることができる。したがって、プラズマの噴出量を低下させることなく、沿面放電の発生を抑制して、プラズマジェットプラグ100の耐久性能と着火性能とを両立することができる。
さらに、本実施形態では、第1パッキン8Aは、第1部材10Aの外面(具体的には、中間縮外径部172Aの縮外径面)と接触するとともに、主体金具50の内面(具体的には、縮内径部56Aの縮内径面)と接触している。また、第2パッキン8Bは、第2部材10Bの外面(具体的には、中間拡外径部14Bの拡外径面)と接触するとともに、主体金具50の内面(具体的には、拡内径部56Bの拡内径面)と接触している。換言すれば、第1部材10Aは、第1パッキン8Aを介して、主体金具50と接触しているとともに、第2部材10Bは、第2パッキン8Bを介して、主体金具50と接触している。そして、第1パッキン8Aの軸線方向の位置は、主体金具50においてネジが形成されている軸線方向の範囲RG内である。この結果、絶縁体10の熱引き性能を向上することができる。この結果、プレイグニッションの発生を抑制することができる。以上のように、本実施形態のプラズマジェットプラグは、着火性能と耐久性能と熱引き性能との全てを満たすことができる。
本実施形態では、キャビティCV内に、燃焼ガスや火花放電、プラズマ生成によって、第1部材10Aの先端(先端部132Aの先端)近傍や、第2部材10Bの先端(先端縮径部16Bの先端)近傍が加熱される。第1部材10Aの先端の熱は、図2に矢印AR1で示すように、第1パッキン8Aを介して、主体金具50に伝えられる。また、第2部材10Bの先端の熱は、図2に矢印AR2で示すように、第2パッキン8Bを介して、主体金具50に伝えられる。また、第1パッキン8Aの軸線方向の位置は、ネジが形成されている軸線方向の範囲RG(図2)内であるので、第1パッキン8Aを介して、第1部材10Aから主体金具50へと伝えられた熱は、ネジを介して、内燃機関の外壁(例えば、エンジンヘッド)へと伝えられ易くなる。以上より、第1部材10Aおよび第2部材10Bの先端近傍の熱を主体金具50に効率的に逃がすことができ、ひいては、熱をエンジンヘッドに効率的に逃がすことができる。この結果、絶縁体10の熱引き性能が向上することができる。
図4は、比較形態のプラズマジェットプラグの先端近傍の断面図である。比較形態のプラズマジェットプラグ100は、実施形態と同様に、絶縁体は、第1部材10AXと、第2部材10BXとによって構成されている。そして、第1部材10AXは、先端側胴部17AXと脚長部13AXとを備える。第2部材10BXは、後端等径部13BXと、中間縮外径部14BXと、先端等径部15BXと、先端縮径部16BXと、を備えている。そして、第1部材10AXの脚長部13AXは、第2部材10BXの貫通孔12Xに挿入されている。そして、第2部材10BXの中間縮外径部14BXの外面と、主体金具50X(取付ネジ部52X)に形成された縮内径部56Xの内面と、の間に、パッキン8Xが挟まれている。中心電極20X、導電性シール4X、接地電極30Xの構成は、実施形態のプラズマジェットプラグ100とほぼ同様であるので、説明を省略する。
比較形態のプラズマジェットプラグでは、第2部材10BXは、パッキン8Xを介して主体金具50と接触しているが、第1部材10AXは、パッキンを介して、主体金具50と接触していない。このために、比較形態のプラズマジェットプラグでは、第2部材10BXの先端(先端縮径部16BXの先端)の熱は、図4に矢印AR6で示すように、パッキン8Xを介して、主体金具50Xに逃がされる。さらに、比較形態では、実施形態とは異なり、第1部材10AXの先端(脚長部13AXの先端)の熱は、図4に矢印AR4、AR5で示すように、第2部材10Bに伝えられた後に、矢印AR6で示すように、パッキン8Xを介して、主体金具50Xに逃がされる。このように、比較形態では、第2部材10BXと、第1部材10AXと、の熱の両方が、パッキン8Xを介して、主体金具50Xに逃がされるために、実施形態と比較して効率良く熱を逃がすことができないことが解る。特に、第1部材10AXの熱は、矢印AR4、AR5に示すように、第1部材10AXと第2部材10BXとの境界を介して、逃がされるが、第1部材10AXと第2部材10BXとの境界は、隙間や接触抵抗が高い部位を含むために、熱伝導率が低い。このために、比較形態では、特に、第1部材10AXの熱を効率良く主体金具50に逃がすことができないために、熱引き性能が低下する。図2の実施形態では、このような不都合を解消して、プラズマジェットプラグ100の熱引き性能を向上することができ、ひいては、プレイグニッションの発生を抑制することができる。
さらに、本実施形態のプラズマジェットプラグ100は、主体金具50の先端側に固定されるとともに、第2部材10Bを先端側から後端側に向かって支持する先端金具60を備えている。この結果、先端金具60によって、第2部材10Bを先端側から後端側に向かって支持できるので、第1部材10Aを、第1パッキン8Aを介して、主体金具50と接触させるとともに、第2部材10Bを、第2パッキン8Bを介して、主体金具50と接触させる構造を容易に実現できる。
さらに、本実施形態では、第2パッキン8Bの軸線方向の位置は、第1パッキン8Aと同様に、主体金具50の外周面にネジが形成されている軸線方向の範囲RG内である(図2)。この結果、第2パッキン8Bを介して、第2部材10Bから主体金具50へと伝えられた熱は、ネジを介して、内燃機関の外壁(例えば、エンジンヘッド)へと伝えられ易くなる。この結果、第2部材10Bの熱引き性能を、さらに、向上することができる。
さらに、本実施形態では、主体金具50は、内周面から径方向の内側に向かって突出する棚部56を備えている。そして、第1部材10Aは、第1パッキン8Aを介して、棚部56の後端側に接触し、第2部材10Bは、第2パッキン8Bを介して、棚部56の先端側に接触している。この結果、第1部材10Aを、第1パッキン8Aを介して、主体金具50と接触させるとともに、第2部材10Bを、第2パッキン8Bを介して、主体金具50と接触させる構造を容易に実現できる。
B.変形例
例えば、図2に示すプラズマジェットプラグ100の先端部の具体的構成は、一例であり、様々な変形が可能である。
(1)例えば、第3パッキン8Cは、省略可能であり、先端金具60が直接に第2部材10Bと接触していても良い。第3パッキン8Cが省略されても、先端金具60によって第2部材10Bを先端側から後端側に向かって支持することによって、第2部材10Bを第2パッキン8Bを介して主体金具50に接触させることは十分に可能である。
(2)先端金具60の延出部64および主体金具50の先端部50Sが省略されて、先端金具60の外縁部61の後端面と、主体金具50の先端面と、を接触させても良い。そして、先端金具60の外縁部61に対して、先端側からレーザを照射することによって、先端金具60と主体金具50とが接合されても良い。
(3)脚長部13Aの先端部132Aの肉厚は、より薄くても良いし、先端部132Aの外径は縮径していなくても良い。ただし、先端部132Aの肉厚は、厚いほど、過度に加熱されることを抑制できるので、よりプレイグニッションを抑制できる。また、先端部132Aの外径が縮径することによって、後端側ほど肉厚を厚くする方が、先端部132Aの熱を後端側に移動させ易いために、より熱引き性能を向上できる。
(4)第2パッキン8Bの軸線方向の位置は、ネジが形成されている軸線方向の範囲RGより先端側であっても良い。
(5)第1部材10Aを第1パッキン8Aを介して主体金具50に接触させ、第2部材10Bを第2パッキン8Bを介して主体金具50に接触させる図2の構造は、一例であり、他の構造が採用されても良い。例えば、図示は省略するが、主体金具50の内周面に、第1棚部と、第1棚部より先端側の第2棚部を形成しても良い。この場合には、例えば、第1棚部の後端側と、第1部材10Aの中間縮外径部172Aと、の間に、第1パッキン8Aが配置されても良い。そして、第2棚部の後端側と、第2部材10Bの第2先端等径部15Bの先端面との間に、第2パッキン8Bが配置されても良い。
(6)プラズマジェットプラグ100の発火部の構成としては、上記実施形態の構成に代えて、他の種々の構成を採用可能である。例えば、接地電極30には、複数個のオリフィス31が設けられても良い。また、中心電極20の放電部26の先端には、Ir、Pt、Wや、これらの金属を主成分とする合金で形成されたチップが接合されていても良い。
以上、実施形態、変形例に基づき本発明について説明してきたが、上記した本発明の実施形態、変形例は、本発明の理解を容易にするためのものであり、本発明を限定するものではない。本発明は、その趣旨並びに特許請求の範囲を逸脱することなく、変更、改良され得ると共に、本発明にはその等価物が含まれる。