JP6529514B2 - ロール成形バンパビーム、およびバンパビームの製造方法 - Google Patents
ロール成形バンパビーム、およびバンパビームの製造方法 Download PDFInfo
- Publication number
- JP6529514B2 JP6529514B2 JP2016562926A JP2016562926A JP6529514B2 JP 6529514 B2 JP6529514 B2 JP 6529514B2 JP 2016562926 A JP2016562926 A JP 2016562926A JP 2016562926 A JP2016562926 A JP 2016562926A JP 6529514 B2 JP6529514 B2 JP 6529514B2
- Authority
- JP
- Japan
- Prior art keywords
- bumper beam
- section
- chamber
- cross
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 238000000034 method Methods 0.000 claims description 4
- 238000005192 partition Methods 0.000 claims description 4
- 229910000831 Steel Inorganic materials 0.000 claims description 2
- 239000000463 material Substances 0.000 claims description 2
- 239000010959 steel Substances 0.000 claims description 2
- 238000005452 bending Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/02—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/02—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects
- B60R19/18—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects characterised by the cross-section; Means within the bumper to absorb impact
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/08—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles making use of forming-rollers
- B21D5/086—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles making use of forming-rollers for obtaining closed hollow profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/08—Bending rods, profiles, or tubes by passing between rollers or through a curved die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/26—Seam welding of rectilinear seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/006—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/02—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects
- B60R19/18—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects characterised by the cross-section; Means within the bumper to absorb impact
- B60R2019/1806—Structural beams therefor, e.g. shock-absorbing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/02—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects
- B60R19/18—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects characterised by the cross-section; Means within the bumper to absorb impact
- B60R2019/1806—Structural beams therefor, e.g. shock-absorbing
- B60R2019/1813—Structural beams therefor, e.g. shock-absorbing made of metal
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Body Structure For Vehicles (AREA)
- Vibration Dampers (AREA)
- Forging (AREA)
- Laser Beam Processing (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
Claims (9)
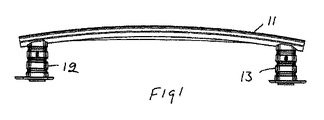
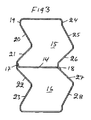
- ロール成形バンパビームが形成されるストリップの長さに沿って幅が一定であり、かつ断面が本質的に水平な仕切り壁(14)によって分離された少なくとも2つの閉じたチャンバ(15、16)を有し、各チャンバは、全長に沿って延びる少なくとも1つの長手方向内向きに湾曲した部分(20、21;22、23)を備えた、車両を背にする側部(19)を有する、ロール成形バンパビームであって、
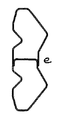
各チャンバ(15、16)は、車両に面する側部(24)を有し、この車両に面する側部(24)は、全長に沿って延びる少なくとも1つの長手方向外向きに湾曲した部分(25、26;27、28)を有し、バンパビームの長さに沿った部分(32)は、チャンバの側部がそこで垂直方向に圧縮されていることにより高さが低減しそして幅が増大していることを特徴とする、前記バンパビーム。 - 内向きに湾曲した、および外向きに湾曲した部分(それぞれ20、21、22、23、および25、26、27、28)は、各チャンバの垂直方向高さの少なくとも80%を構成することを特徴とする、請求項1に記載のバンパビーム。
- 内向きに湾曲した、および外向きに湾曲した部分は、本質的に平面であり、互いにある角度を成す2つの側方部分によって形成されることを特徴とする、請求項1に記載のバンパビーム。
- 断面において、チャンバ(15、16)の垂直方向高さは、仕切り壁(14)の水平方向延長部よりも大きいことを特徴とする、請求項1〜3のいずれか1項に記載のバンパビーム。
- 前記部分(32)は、長さに沿った中央部分であることを特徴とする、請求項1〜4のいずれか1項に記載のバンパビーム。
- 前記部分(32)は、バンパビームの長さの半分未満を構成することを特徴とする、請求項5に記載のバンパビーム。
- 平面ブランクからビームをロール成形することによって、ビームに仕切り壁(14)および一定の断面によって分割された2つの閉じたチャンバ(15、16)が与えられ、両チャンバとも、湾曲部分を備えた側部(19)を有するように、シート鋼から閉断面を有するビームを製造する方法であって、
ロール成形は、チャンバ(15、16)に外向きに湾曲した側部(24)と、内向きに湾曲した側部(19)とが設けられるように実行されること、およびロール成形後、断面のある部分(32)が、そこを圧縮することによって変形されることを特徴とする、前記方法。 - ビームは、断面において、仕切り壁に対して横断方向のチャンバの高さが、仕切り壁の延長部よりも大きくなるようにロール成形されることを特徴とする、請求項7に記載の方法。
- ロール成形された外形は、元の材料の長手方向縁部に沿ってレーザ溶接されることを特徴とする、請求項7または8に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1400201A SE538230C2 (sv) | 2014-04-15 | 2014-04-15 | Sätt att tillverka en stötfångarbalk av stålplåt och rullformad stötfångarbalk |
| SE1400201-8 | 2014-04-15 | ||
| PCT/SE2015/000015 WO2015160298A1 (en) | 2014-04-15 | 2015-03-20 | Roll formed bumper beam and method for manufacturing a bumper beam |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017513759A JP2017513759A (ja) | 2017-06-01 |
| JP2017513759A5 JP2017513759A5 (ja) | 2018-02-22 |
| JP6529514B2 true JP6529514B2 (ja) | 2019-06-12 |
Family
ID=54324363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016562926A Active JP6529514B2 (ja) | 2014-04-15 | 2015-03-20 | ロール成形バンパビーム、およびバンパビームの製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9988005B2 (ja) |
| EP (1) | EP3131789B1 (ja) |
| JP (1) | JP6529514B2 (ja) |
| KR (1) | KR20160146823A (ja) |
| CN (1) | CN106103202B (ja) |
| ES (1) | ES2709504T3 (ja) |
| HU (1) | HUE042920T2 (ja) |
| SE (1) | SE538230C2 (ja) |
| TR (1) | TR201901302T4 (ja) |
| WO (1) | WO2015160298A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9505361B2 (en) * | 2013-10-04 | 2016-11-29 | Multimatic Inc. | Vehicle bumper |
| WO2018091948A1 (en) * | 2016-11-18 | 2018-05-24 | Arcelormittal | Bumper beam having an 8 shaped cross-section |
| US11283395B2 (en) | 2018-03-23 | 2022-03-22 | Nextracker Inc. | Multiple actuator system for solar tracker |
| US11387771B2 (en) | 2018-06-07 | 2022-07-12 | Nextracker Llc | Helical actuator system for solar tracker |
| CN109229210B (zh) * | 2018-09-26 | 2024-03-22 | 凌云工业股份有限公司汽车零部件研发分公司 | 一种具有高抗弯性能的汽车横梁及加工方法 |
| AT522658A1 (de) * | 2019-05-20 | 2020-12-15 | Siemens Mobility Austria Gmbh | Energieverzehreinrichtung |
| US11050383B2 (en) | 2019-05-21 | 2021-06-29 | Nextracker Inc | Radial cam helix with 0 degree stow for solar tracker |
| WO2022248095A1 (en) * | 2021-05-26 | 2022-12-01 | Autotech Engineering S.L. | A bumper beam |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001062532A (ja) * | 1999-08-30 | 2001-03-13 | Toyota Motor Corp | 中空パイプ状ワークの異形断面成形方法 |
| FR2841850B1 (fr) * | 2002-07-03 | 2005-10-28 | Wagon Automotive Sa | Profile pour element de structure de vehicule automobile, et chassis correspondant |
| CN1835858A (zh) * | 2003-08-19 | 2006-09-20 | 沙普公司 | 具有带支撑倾斜壁的面的保险杠梁 |
| JP4371059B2 (ja) * | 2005-01-28 | 2009-11-25 | 住友金属工業株式会社 | 衝撃吸収部材 |
| ATE518701T1 (de) * | 2006-05-11 | 2011-08-15 | Wagon Automotive Gmbh | Kraftfahrzeug-stossstangenträger |
| KR100945148B1 (ko) * | 2007-12-27 | 2010-03-08 | 주식회사 성우하이텍 | 롤 포밍 장치 및 그 방법 |
| DE102008016224B4 (de) * | 2008-03-27 | 2017-12-28 | Linde + Wiemann SE & Co. KG | Profilteil für Kraftfahrzeugkarosserie mit variabler Profilbreite |
| ES2682349T3 (es) * | 2010-09-23 | 2018-09-20 | Shape Corp. | Aparato y método para formar una viga tubular con una única pata central |
| KR20120062217A (ko) * | 2010-12-06 | 2012-06-14 | 현대자동차주식회사 | 차량용 범퍼의 크래쉬박스 |
-
2014
- 2014-04-15 SE SE1400201A patent/SE538230C2/sv unknown
-
2015
- 2015-03-20 US US15/127,136 patent/US9988005B2/en active Active
- 2015-03-20 ES ES15780706T patent/ES2709504T3/es active Active
- 2015-03-20 EP EP15780706.6A patent/EP3131789B1/en active Active
- 2015-03-20 CN CN201580014958.9A patent/CN106103202B/zh active Active
- 2015-03-20 TR TR2019/01302T patent/TR201901302T4/tr unknown
- 2015-03-20 HU HUE15780706A patent/HUE042920T2/hu unknown
- 2015-03-20 KR KR1020167031739A patent/KR20160146823A/ko not_active Application Discontinuation
- 2015-03-20 JP JP2016562926A patent/JP6529514B2/ja active Active
- 2015-03-20 WO PCT/SE2015/000015 patent/WO2015160298A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CN106103202B (zh) | 2019-12-03 |
| US9988005B2 (en) | 2018-06-05 |
| KR20160146823A (ko) | 2016-12-21 |
| SE1400201A1 (sv) | 2015-10-16 |
| US20180029549A1 (en) | 2018-02-01 |
| WO2015160298A1 (en) | 2015-10-22 |
| HUE042920T2 (hu) | 2019-07-29 |
| EP3131789A1 (en) | 2017-02-22 |
| JP2017513759A (ja) | 2017-06-01 |
| SE538230C2 (sv) | 2016-04-12 |
| CN106103202A (zh) | 2016-11-09 |
| TR201901302T4 (tr) | 2019-02-21 |
| EP3131789A4 (en) | 2017-12-13 |
| ES2709504T3 (es) | 2019-04-16 |
| EP3131789B1 (en) | 2018-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6529514B2 (ja) | ロール成形バンパビーム、およびバンパビームの製造方法 | |
| CA2923211C (en) | Vehicle bumper | |
| CN106240639B (zh) | 车体用侧架 | |
| US8061034B2 (en) | Method for forming a bumper beam for a motor vehicle | |
| JP2017513759A5 (ja) | ||
| JP2005046909A (ja) | 柔軟に圧延された材料帯片から作られるシート金属要素 | |
| WO2015145799A1 (ja) | 車両用構造部材の製造方法 | |
| CN106061824B (zh) | 构件的接合构造体 | |
| JP2010149174A (ja) | 内向きリブ付き閉断面フレーム | |
| JP2016052833A (ja) | 車両用衝撃吸収ボックス | |
| WO2015145835A1 (ja) | 車両用バンパーリインフォースメント | |
| US20130187396A1 (en) | Method for producing a motor vehicle bending cross member and motor vehicle bending cross member | |
| JP2008094309A (ja) | 車両用車枠の衝撃吸収構造 | |
| US20080001432A1 (en) | Beam, and Method for Making Such Beam | |
| EP2907600B1 (en) | Bumper beam and method | |
| JP6712218B2 (ja) | 自動車のドアビーム | |
| KR20140079949A (ko) | 롤 포밍 장치 | |
| JP4764797B2 (ja) | 車両用車枠の衝撃吸収構造 | |
| KR20160067271A (ko) | 테일러 롤드 블랭크를 이용한 구성부재 및 그 제조방법 | |
| KR101725608B1 (ko) | 구성부재 및 그 제조방법 | |
| KR102330195B1 (ko) | 성형체, 구조 부재, 및 성형체의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180110 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190514 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6529514 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |