以下、図面を用いて本発明の実施形態について説明するに、先ず本発明がなされた経緯について説明する。図1,2に示すように、断面形状が四角形状の高硬度(硬さが45HRC以上)のワークWを帯鋸盤(図示省略)に備えられた帯鋸刃BSによって切断するとき、ワークWの上面UFと平行に帯鋸刃BSを保持し、帯鋸刃BSを下降して前記上面に接触すると、帯鋸刃BSはワークWの上面UFの全幅に亘って同時に接触することになる。この場合、ワークWの切断開始と同時に帯鋸刃BSに大きな切削抵抗が作用し、帯鋸刃BSは上方向へ凸状に湾曲する。したがって、ワークWの切曲りを生じ易く、かつビビリ振動を生じて、帯鋸刃BSにおける鋸歯の歯先にチッピングを生じ易いものである。
したがって、ワークWの上面UFに対して帯鋸刃BSを適宜に傾斜してワークWの切断を開始することが一般的である。換言すれば、帯鋸刃BSは、ワークWの上面に対して適宜に傾斜した状態でもってワークWの切断が行われるものである。
ところで、帯鋸刃BSによってワークWの切断を行うとき、ワークWの下面(底面)LFと帯鋸刃BSの走行ラインLとがほぼ平行な場合、帯鋸刃BSは切削抵抗によって上方向に湾曲している。そして、前記走行ラインLがワークWの下面LFに達する直前に、帯鋸刃の湾曲が瞬間的に解放されてワークWの下部側を押し割ることがある。この際、バリが発生し易く、帯鋸刃BSにおける鋸歯の歯先にチッピングを生じることや、発生したバリに引っ掛って鋸歯の歯欠けを生じることがある。
したがって、ワークWの下面LFに対して帯鋸刃BSの走行ラインLを適宜に傾斜して、ワークWの下面LFを左右方向の一側から次第に切断することが望ましいものである。このようにワークWの切断を行うと、ワークWの切断抵抗が次第に小さくなることになり、帯鋸刃BSの湾曲を徐々に小さくすることができるものである。すなわち、ワークWの下面LFに対して帯鋸刃BSの走行ラインLを適正角度に傾斜して切断することが望ましいものである。
既に理解されるように、四角形状のワークWの切断を行うとき、ワークWの上面UF,下面LFに対して帯鋸刃BSの走行ラインLを予め適正角度に傾斜して切断を行うことにより、ワークWの上面UF,下面LFに対して帯鋸刃BSの走行ラインLを平行に維持してワークWの切断を行うことによる、前述したごとき問題は解消し得るものである。
ところで、ワークWの上面UFに対して帯鋸刃BSの走行ラインLを予め傾斜してワークWの切断を行うとき、前記走行ラインLの傾斜角を常に一定に保持していると、例えば、図1(A)に示すように、ワークWの右上の角部から左下の角部へ切断するものである。したがって、この場合、切断時間が長くなるという新たな問題を生じることになる。また、帯鋸刃BSがワークWを切断するときに、ワークWに作用している帯鋸刃BSの切削長は、ワークWの幅寸法よりも大きくなり、切断抵抗が大きくなるものである。
そこで、例えば特開2006−26872号公報に記載されているように、帯鋸刃の左右の下降速度を異にして、帯鋸刃を右下り、又は左下りに傾斜することを交互に繰り返すことにより、帯鋸刃がワークに作用する切削長を短くでき、切削抵抗を小さく抑制することができる。しかし、この場合、ワークWの下面LFと帯鋸刃BSの走行ラインLとのなす角度が所望の角度になるとは限らないものである。
また、高硬度のワークWにおいては、帯鋸刃BSによって切断片を切断分離したとき、切断片が僅かに動くと、バリが発生することがある。このようにバリが発生すると、帯鋸刃BSにおける鋸歯の歯先がバリに引っ掛かり、歯欠けを生じることや、ワークW、切断片の下部に割れが発生することがある。
そこで、本実施形態においては、ワークW及び切断片を不動状態に固定してワークWの切断を行うものである。本発明の実施形態に係る帯鋸盤は、横型帯鋸盤にて例示してある。しかし、帯鋸盤は、横型帯鋸盤に限ることなく縦型帯鋸盤でもよいものである。
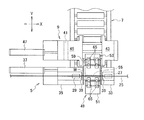
先ず、理解を容易にするために、帯鋸盤の全体的構成について概念的、概略的に説明すると、本実施形態に帯鋸盤(横型帯鋸盤)1は、図2に示すように、ベース3を備えており、このベース3上にはワークWを左右方向(X軸方向)に固定自在な本体バイス装置5が備えられている。そして、この本体バイス装置5の前後方向(Y軸方向)の後側には、ワークWを前後方向へ移動自在に支持するローラフレームなどのワーク支持フレーム7(図3参照)が備えられている。また、前記本体バイス装置5の後側には、前記本体バイス装置5に対してワークWを前後方向へ移送自在な送材バイス装置9が前後方向へ移動位置決め自在に備えられている。この送材バイス装置9は、例えば流体圧シリンダやラック・ピニオン機構などの前後作動手段によって前後方向に移動位置決めされるものである。
また、前記ベース3上にはガイドポスト11が立設してあり、このガイドポスト11には鋸刃ハウジング13が上下動自在に案内支持されている。上記鋸刃ハウジング13は、例えば流体圧シリンダやボールネジ機構などのごとき上下作動手段15によって上下動されるものである。前記鋸刃ハウジング13は左右方向に長いビーム部材17を備えており、このビーム部材17の左右両側には、ホイールハウジング19L,19Rが備えられている。一方のホイールハウジング19Rには、駆動モータ(図示省略)によって回転される駆動ホイール21が回転自在に内装されており、他方のホイールハウジング19Lには従動ホイール23が回転自在に内装されている。
そして、前記両ホイール21,23にはエンドレス状の帯鋸刃25が掛回してある。また、前記鋸刃ハウジング13には、前記帯鋸刃25における鋸歯が下方向を指向するように帯鋸刃25を捻り起して案内する固定鋸刃案内手段27が備えられていると共に、上記固定鋸刃案内手段27に対して接近離反する左右方向へ位置決め自在な可動鋸刃案内手段29が備えられている。
上記構成により、前記送材バイス装置9によってワークWを本体バイス装置5へ送材し、本体バイス装置5によってワークWを挟持固定した状態にあるときに、帯鋸刃25を走行駆動して、上昇位置から鋸刃ハウジング13を下降することにより、前記帯鋸刃25によってワークWの切断を行うことができるものである。
前記本体バイス装置5は、バイスベッド31を備えており、このバイスベッド31の右側上面には固定バイスジョー33が備えられている。また、前記バイスベッド31の上面には、前記固定バイスジョー33に対して接近離反する方向へ移動自在の可動バイスジョー35が備えられている。この可動バイスジョー35は、例えば流体圧シリンダ37によって往復動されるものである。前記本体バイス装置5における前記固定バイスジョー33、可動バイスジョー35は、図3に示すように、前記帯鋸刃25が上下方向に通過可能な上下方向のスリット39が形成してある。換言すれば、両バイスジョー33,35は、帯鋸刃25によって切断されるワークWを、帯鋸刃25の前後両側において左右方向から挟持固定する構成である。
前記送材バイス装置9は、前記ワーク支持フレーム7の下側を前後動自在なU字形状の移動ベッド41を備えており、この移動ベッド41の一側上部に固定バイスジョー43が備えられている。そして、前記移動ベッド41の他側上部には、前記固定バイスジョー43に対して接近離反自在の可動バイスジョー45が備えられている。この可動バイスジョー45は、前記移動ベッド41に備えた流体圧シリンダ47によって往復動されるものである。
上記構成により、前述したように、送材バイス装置9によってワークWを本体バイス装置5に送材し、本体バイス装置5の両バイスジョー33,35によってワークWを挟持すると、ワークWは、帯鋸刃25によって切断分離される切断片側とワークWの本体側との両側が左右方向から挟持固定されることになる。
ところで、高硬度のワークWの切断を行うとき、切断終了時にワークWの本体側又は切断片側が微動すると、ワークの本体側又は切断片側の少なくとも一方にバリが発生する。上述のようにバリが発生すると、帯鋸刃25における鋸歯の歯先が引っ掛かって歯欠けを生じたり、切断片に割れが発生することがある。したがって、高硬度材料のワークWの切断を行うときには、ワークWの本体側及び切断片側を不動状態に固定する必要がある。
そこで、本実施形態においては、ワークWを不動状態に固定して、前記帯鋸刃25による切断位置へ位置決め自在のワーク固定治具49を備えている。上記固定治具49は、図3,図4に概念的、概略的に示すように、ワークWを支持するワーク支持面(上面)51を備えたワーク支持部材53を備えている。このワーク支持部材53の左右方向(X軸方向)の幅寸法は、支持するワークWの左右方向の幅寸法よりも小さく設定してある。したがって、ワーク支持部材53に支持されたワークWは、ワーク支持部材53から左右方向に突出するものである。
前記ワーク支持部材53の上面には、前記帯鋸刃25が入り込んで走行可能な鋸刃逃げ溝55が左右方向に形成してある。そして、前記鋸刃逃げ溝55を間にした前後方向の両側方位置には例えばT溝などのごとき係止溝57A,57Bが左右方向に形成してあり、一方の係止溝57Aには、クランプジョー59の外端部側を下から支持するTボルトなどのごとき支持部材61が左右方向へ位置調節可能に係合してある。そして、他方の係止溝57Bには、前記クランプジョー59の内端部側を前記ワークWの上面へ強力に押圧するための締付ねじなどの締付具63を上下動自在に備えたTボルトなどのごとき締付支杆65が左右方向へ位置調節可能に備えている。
上記構成により、前記ワーク支持部材53の上面51上に載置されたワークWを、鋸刃逃げ溝55の前後両側方においてワークWを上側から前記ワーク支持面53へ不動状態に押圧固定することができるものである。なお、前記クランプジョー59を下方向へ押圧する構成としては前記締付具63に代えてカムでもって押圧する構成とすることも可能である。すなわち、ワークWをワーク支持部材53の上面に押圧固定するための固定手段の構成としては種々の構成を採用することができるものである。
前述したように、ワーク固定治具49におけるワーク支持部材53の上面51にワークWを押圧固定した後、前記送材バイス装置9における両バイスジョー43,45によって上記ワーク支持部材53の後部側又はワークWの後側部を挟持することにより、前記ワーク支持フレーム7上から帯鋸刃25による切断位置(本体バイス装置5における両バイスジョー33,35の間の位置)へワーク支持部材53を移動することができる。そして、ワーク支持部材53における鋸刃逃げ溝55を帯鋸刃25の下方位置に位置決めすることができる。上述のように、ワーク支持部材53を切断位置へ位置決めした後、本体バイス装置5における両バイスジョー33,35によってワークWをクランプすると、ワークWは左右方向から挟持固定されることになる。
すなわち、ワークWは、本体バイス装置5における両バイスジョー33,35によって水平方向(左右方向)から不動状態に挟持固定され、かつクランプジョー59によって上方向から不動状態に押圧固定されることになる。したがって、帯鋸刃25によるワークWの切断終了時に、ワークWの本体側及びワークWから切断分離された切断片は、不動状態(固定状態)に保持されるものである。よって、ワークWの切断終了時に、例えば切断片が微動することに起因する帯鋸刃25における鋸歯のチッピングや歯欠けを防止することができるものである。
前述したように、帯鋸刃25によってワークWを切断するとき、ワークWが高硬度材料であるため、帯鋸刃25にビビリ振動を生じることがある。そこで、本実施形態においては、前記固定鋸刃案内手段27と可動鋸刃案内手段29との間において、帯鋸刃25のビビリ振動を抑制するように、帯鋸刃25の胴部を挟持して案内する鋸刃保持案内手段67が備えられている。
より詳細には、前記ビーム部材17には左右方向のガイド部材69が備えられており、このガイド部材69にはスライダ71が左右方向に位置調節自在に備えられている。そして、このスライダ71には昇降ロッド73が上下動自在に備えられている。この昇降ロッド73の下部には、前記帯鋸刃25の胴部を両側から移動自在に挟持して案内する鋸刃ガイドを兼ねた前記鋸刃保持案内手段67が備えられている。
前記鋸刃保持案内手段67は、図2(B)に示すように、ホルダブロック76を備えており、このホルダブロック76には、前記帯鋸刃25の胴部を挟持案内する胴部案内部材75が備えられている。また、前記ホルダブロック76には、帯鋸刃25の背部に接触して案内する背部案内部材77が備えられている。そして、前記鋸刃保持案内手段67における前記ホルダブロック76の下面は、前記背部案内部材77に背部を接触した状態にある帯鋸刃25よりも下側に位置してある。このホルダブロック76の下面には、当該ホルダブロック76から下方向に抜け出た帯鋸刃25が戻るときに入り易いように、下側を広くした開口部79が形成してある。前記昇降ロッド73の上部には、前記スライダ71に備えたリミットスイッチなどのごときセンサ81を作動するドグ83が備えられている。
上記構成において、ワークWの切断を行うべく鋸刃ハウジング13を上昇位置から高速で下降し、鋸刃保持案内手段67がワークWの上面に当接すると、昇降ロッド73が相対的に上昇されて、センサ81が作動される。センサ81が作動されると、鋸刃ハウジング13の下降速度は、高速下降から予め設定された切削条件の低速下降に切り換えられる。そして、鋸刃ハウジング13がさらに下降することにより、帯鋸刃25はワークWに切り込むことになる。この際、帯鋸刃25の胴部は胴部案内部材75によって挟持案内された状態にあり、帯鋸刃25のビビリ振動を抑制することができるものである。
そして、帯鋸刃25によるワークWの切断が行われ、鋸刃ハウジング13が下降位置から上昇し、ワークWから帯鋸刃25が上昇すると、帯鋸刃25は前記鋸刃保持案内手段67に再び案内されることになる。その後、ドグ83がセンサ81に当接した後、鋸刃ハウジング13は予め設定した上昇位置に上昇し停止するものである。
ところで、前述のごとくワークWの切断を行うとき、ワークWの水平な上下両面に対して帯鋸刃25を水平に保持して切断を行うと、帯鋸刃25に対する切断抵抗が急激に作用したり、切断抵抗が急激に解放されることがあり、帯鋸刃25における鋸歯のチッピングや歯欠けを生じ易いものである。
そこで、本実施形態においては、ワークWに対する帯鋸刃25の切断開始時や切断終了時に、帯鋸刃25を所望の傾斜角に設定可能に構成してある。すなわち、帯鋸盤1は、前記ガイドポスト11に沿って上下動自在な昇降ブラケット85(図2参照)を備えている。この昇降ブラケット85は、前記上下動作動手段15によって上下動されるものである。そして、前記鋸刃ハウジング13は、前記昇降ブラケット85に水平な軸心回りに回動自在に備えられた、例えばウオームホイールなどのごとき回転体87と一体的に備えられている。そして、前記回転体(ウオームホイール)87には、前記昇降ブラケット85に備えられたサーボモータ89によって回転されるウオーム91が噛合してある。
したがって、サーボモータ89によって前記ウオーム91を回転することにより、ウオームホイール87が回動(揺動)され、鋸刃ハウジング13を、図2(A)において、時計回り方向又は反時計回り方向に回動して、ワークWに対して帯鋸刃25を適宜に傾斜することができるものである。そして、鋸刃ハウジング13を揺動(傾斜)してサーボモータ89の回転を停止すると、ウオームホイール87とウオーム91との関係により、鋸刃ハウジング13は、所望の揺動位置(傾斜位置)に固定されるものである。したがって、前記ウオームホイール87,ウオーム91は一種の鋸刃ハウジング固定手段を兼ねるものである。
なお、上記鋸刃ハウジング固定手段としては、前記ウオームホイール87と一体的に回転する回転円板を備え、この回転円板をブレーキシューなどのごとき締付部材によって締付ける構成とすることも可能である。すなわち、鋸刃ハウジング固定手段としては、例えばディスクブレーキの構成など、種々の構成を採用することができるものである。
前述のごとく、サーボモータ89の駆動によって鋸刃ハウジング13を傾斜したとき、基準としての水平に対する鋸刃ハウジング13,帯鋸刃25の傾斜角(揺動位置、揺動角)を検出する傾斜角検出手段93が備えられている。上記傾斜角検出手段93としては、前記サーボモータ89に備えられたロータリーエンコーダとすることができる。なお、上記傾斜角検出手段93は、前記ガイドポスト11に沿って上下動する前記昇降ブラケット85に対する鋸刃ハウジング13の傾斜角(揺動角、揺動位置)、すなわち、水平に対する帯鋸刃25の傾斜角を検出可能であればよいものである。したがって、前記傾斜角検出手段93の構成としては、例えば、昇降ブラケット85に対する鋸刃ハウジング13の傾斜角を検出するレゾルバを採用することも可能である。
上記構成により、前記ワークWの切断を行うとき、ワークWに対する帯鋸刃25の傾斜角を所望の傾斜角に制御することができるものである。
前記帯鋸刃25によってワークWの切断を行うとき、ワークWに対する帯鋸刃25の切込み位置を検出する切込み位置検出手段95が備えられている。この切込み位置検出手段95は、ワークWの上面からの帯鋸刃25の切込み位置を検出するものであるが、ワークWに対する鋸刃ハウジング13の高さ位置を検出する高さ位置検出手段をも兼ねているものである。この高さ位置検出手段95は、基準高さ位置(例えば本体バイス装置5におけるバイスベッド31の上面、又は鋸刃ハウジング13が最上昇したときにおける帯鋸刃25の位置)からの帯鋸刃25の上下動位置を検出する機能があればよいもので、例えば前記ガイドポスト11に対する前記昇降ブラケット85の上下位置を検出するリニアスケール(リニアエンコーダ)の構成とすることもできる。
前記構成により、ワークWに対する帯鋸刃25の切込み位置を制御することができると共に、ワークWに対する帯鋸刃25の傾斜角を制御することができるものである。前記帯鋸盤1の動作を制御するために、前記帯鋸盤1には制御装置97が備えられている。上記制御装置97は、例えばコンピュータから構成してあって、CPU101,ROM103,RAM105,入力手段107及び表示手段109を備えている。
そして、上記制御装置97には、前記入力手段107から入力されたワークWの形状寸法のデータを格納する形状データメモリ111が備えられていると共に、前記入力手段107から入力されたワークWの切削条件を格納する切削条件メモリ113が備えられている。上記切削条件としては、例えばワークWに対する帯鋸刃25の切込み速度、帯鋸刃25の走行速度及び切削率(単位時間当りの切断面積)が含まれるものである。また、前記制御装置97には、設定値メモリ115が備えられている。この設定値メモリ115には仰角αの許容角が格納されていると共に、ワークWが丸棒である場合の突入角βの許容角が格納されている。
前記仰角αは、図1に示すように、ワークWから帯鋸刃25(BS)が切り抜ける切断終了面(下面LF)と前記帯鋸刃25とのなす角度であって、その許容角は、ワークWの材質に対応して予め実験によって求められたものである。上記仰角αは4°〜45°又は−12°〜−45°の範囲が望ましく、より望ましくは6°又は−12°である。前記突入角βは、図1に示すように、前記帯鋸刃25の走行ラインLとワークWに対して帯鋸刃25が上記走行ライン方向に突入している面とのなす角度である。なお、ワークWが丸棒の場合には、図1(C)に示すように、帯鋸刃25(BS)の走行ラインLとワークWの外周との交点Cにおける接線CLとがワークWの外側においてなす角である。ワークWが丸棒の場合には、前記突入角βは、ワークWに対する帯鋸刃25の切込み位置の変化に起因して常に変化するものである。
前記制御装置97には、前記センサ81が接続してあると共に前記傾斜角検出手段93が接続してある。さらに、制御装置97には切込み位置検出手段(高さ位置検出手段)95が接続してある。そして、前記制御装置97には演算手段117が備えられている。この演算手段117は、前記切込み位置検出手段95によって検出された帯鋸刃25の検出位置(ワークWに対する帯鋸刃25の切込み位置)と、前記傾斜角検出手段93によって検出された帯鋸刃25の傾斜角と、前記形状データメモリ111に格納されたワークWの形状寸法データとに基いて、ワークWから帯鋸刃25が切り抜ける切断終了面LFと前記帯鋸刃25とのなす仰角を演算するものである。また、前記演算手段117は、ワークWが丸棒の場合には、ワークWに対する帯鋸刃25の走行ラインLとワークWに対する前記走行ラインLの入側の位置CにおけるワークWの接線CLとのなす突入角βを演算するものである。
上記演算手段117の演算結果は、制御装置97に備えた比較手段119によって、前記設定値メモリ115に格納された仰角α、突入角βの許容値とが比較される。そして、この比較手段119の比較結果に基いて、前記サーボモータ89の回転を制御するモータ制御手段201を介して上記サーボモータ89の回転が制御される。すなわち、鋸刃ハウジング13の水平に対する傾斜角が制御され、ワークWに対する帯鋸刃25の傾斜角が制御されるものである。
以上のごとき構成において、幅寸法、厚さ、ピッチが54w×1.6t×1.8/2Pで歯形形状としては掬い角0°、逃げ角20°の鋸歯の帯鋸刃でもって、切込み速度10mm/min、鋸速(走行速度)75m/min、切削率20cm2/minの切断条件で、図6(A),(B)に示すように、高さ寸法150mm、幅寸法200mmの冷間金型材(硬さ55HRC)のワークWの切断を行った。ワークWの切断に際しては、前述したワーク固定治具49にワークWをセットし、ワークWの本体側及び切断片側の両側を上方向からワーク支持部材53に固定した。そして、前記ワーク固定治具49を、帯鋸盤1における本体バイス装置5の位置に位置決めし、本体バイス装置5における固定バイスジョー33、可動バイスジョー35によって、ワークWの本体側及び切断片側を左右方向から挟持固定した。すなわち、ワークWの本体側及び切断片側を、上下方向及び水平方向から不動状態に固定した。
ワークWの切断を行うに際して、仰角αを0°に設定してワークWの切断を行ったところ、ワークWの下面から0.4mm上側に切り込んだところ、帯鋸刃25の上方向への湾曲が急激に開放されて、ワークWを押し割り、未切断の部分がバリとなった。帯鋸刃25における鋸歯が前記バリに引っ掛かり、歯欠けが生じて、次のワークの切断には使用不可であった。
次に、仰角αを2°にしてワークWの切断を行ったところ、ワークWの下面に対して帯鋸刃25が傾斜しているので、ワークWの下面に対して帯鋸刃25が一側から他側へ次第に移動する形態となり、切削長が次第に短くなり、帯鋸刃25に対する切断抵抗の反力は次第に小さくなり、帯鋸刃25の上方向への湾曲は次第に解放されることになる。しかし、ワークWの切断終了直前に、帯鋸刃25の上方向への大きな湾曲が急激に解放されて、帯鋸刃25に歯欠けを生じ、次のワークWの切断には使用不可であった。そこで、ワークWの切断条件を緩くするために、ワークWに対する帯鋸刃25の切込み速度及び鋸速をより低速にするスローアウト(オーバーライド)の処理を行って、鋸速60m/min、切削率10cm2/minのように切削条件を緩くした。このように、スローアウトを行ったが、歯欠けを防止することはできなかった。
前記仰角αを4°に設定し、同一条件でもってワークWの切断を行い、前述と同様にスローアウトの処理を行ったところ、帯鋸刃25が再使用不可能になる歯欠けは生じなかった。しかし、スローアウト処理を行わなかったときには、歯欠けが生じた。
次に、仰角αを6°に設定してワークWの切断を行ったところ、前述したスローアウトの処理を行わない場合であっても歯欠けを生じることはなかった。
上記説明より理解されるように、帯鋸刃25によってワークWの切断を行うときの仰角αは4°以上で、より望ましくは6°以上であることが望ましいものである。そして、仰角αが大きいことが望ましいが、帯鋸盤1の構成を考慮すると、鋸刃ハウジング13の傾斜角が大きくなるので、45°以下であることが望ましいものである。
なお、帯鋸刃25の傾斜角を逆にして、図6(B)に示すように、仰角αを逆仰角(−の仰角)とした場合、切断条件が同一である場合には、帯鋸刃25の上方向への湾曲量は同じであって、帯鋸歯25における歯欠けの発生に大差はなかった。
しかし、仰角αが−4°でスローアウト処理を採用した場合には、図7に示すように、80歯ものチッピングが発生した。仰角αが−6°,−8°,−10°とチッピングが減少したが、無くなることはなかった。ところが、仰角αが−12°になるとチッピングの発生は防止できた。
したがって、4角形状のワークWの切断を行うとき、正仰角αは4°以上に、逆仰角αは−12°以下に設定することが望ましく、より望ましくは6°、−12°に設定することが望ましいものである。すなわち、ワークWの切断加工時にスローアウト処理を実施すると切断時間が遅くなり、仰角αが大きくなると、切断長が長くなり、切削抵抗が大きくなるので、仰角αは6°又は−12°が望ましいものである。
次に、図1(C)に示すように、ワークWとして丸材を切断する場合、ワークWの切断開始時からワークWの中心位置を切断するまでは、切断幅(切断長)は次第に大きくなる。しかし、中心位置を経過した後は、切断幅は次第に小さくなり、切断抵抗も次第に小さくなる。したがって、切断抵抗に起因する帯鋸刃25の上方向への湾曲も次第に小さくなる。よって、切断終了時に、帯鋸刃25の上方向への湾曲が急激に解放されることによる歯欠けは発生することはなかった。
しかし、丸材の切断時には、図1(C)に示すCの位置にカールしたバリが発生し、このバリに引っ掛かって歯欠けを生じることがあった。そこで、前記バリが発生し歯欠けを生じ易い突入角β(図1(C)参照)を調べたところ、帯鋸刃BS(25)を水平に保持して、直径150mmの丸材の切断時には、下から8mm〜10mm位のところで歯欠けが発生した。そこで、その際の突入角βを算出したところ、突入角βは約150°であった。すなわち、突入角βが約150°以上の場合が多かった。したがって、丸材の切断時には、前記突入角βを150°以下にすることが望ましいものである。
したがって、前記制御装置97における設定値メモリ115には、仰角αの許容値として4°以上が格納してある。そして、仰角αが4°の場合には、切削条件としての切込み速度、鋸速をより遅くするために、オーバライド手段203によって、予め設定されている割合でもって帯鋸刃25のワークWに対する切込み速度、鋸速が低速に制御されるものである。
また、前記設定値メモリ115には、丸材を切断するときの突入角βの許容値として150°が設定されている。したがって、帯鋸盤1によって丸材のワークの切断を行うときには、サーボモータ89の回転を制御して鋸刃ハウジング13の傾斜角が制御される。そして、丸材のワークWに対する帯鋸刃25の突入角βが常に150°以下になるように制御されるものである。
以上のごとき構成において、前記ワーク固定治具49にワークWをセットし、ワーク固定治具49を本体バイス装置5の固定バイスジョー33と可動バイスジョー35の間に位置決めする。そして、ワークWを左右方向及び上方向から不動状態に固定してあるときに、帯鋸刃25を走行駆動し、鋸刃ハウジング13を上昇位置から下降することにより、帯鋸刃25によってワークWの切断が行われることになる。
前記鋸刃ハウジング13が上昇位置から下降するとき、高速で下降される。そして、鋸刃保持案内手段67がワークWの上面に当接し、センサ81が作動されると、上下作動手段15の動作が制御され、鋸刃ハウジング13の下降速度は予め設定された適正の切込み速度に制御される。この際、傾斜角検出手段93の検出値に基いて、ワークWに対する帯鋸刃25の傾斜角が演算手段117によって演算される。そして、ワークWが4角形状の場合には、ワークWの上面に対して帯鋸刃25が適正に傾斜した状態に制御される。すなわち、ワークWの上面に対して帯鋸刃25が平行な場合には、サーボモータ89が適宜に駆動されて、鋸刃ハウジング13が適正に傾斜されるものである。
既に理解されるように、帯鋸刃25はワークWの上面に対して適正に傾斜され、かつ適正な切込み速度に制御されてワークWの切削を開始することになる。上述のように、帯鋸刃25がワークWの切断を開始するとき、帯鋸刃25の厚み方向の両側は鋸刃保持案内手段67における胴部案内部材75によって挟持案内された状態にあり、ビビリ振動の発生が抑制されるものである。なお、前記胴部案内部材75による帯鋸刃25の挟持案内は、ワークWの上面に下降を停止した状態にある鋸刃保持案内手段67から帯鋸刃25が下方向に外れる迄行われるものである。
前述のごとく、ワークWに対して帯鋸刃25が切込むと、ワークWに対する帯鋸刃25の切込み位置は、切込み位置検出手段95によって常に検出される。また、ワークWに対する帯鋸刃25の傾斜角は傾斜角検出手段93によって常に検出される。そして、ワークWが、図1に示すように、4角形状の場合には、前記形状データメモリ111に格納されたワークWの形状データと前記切込み位置検出手段95、傾斜角検出手段93の検出値とに基いて、ワークWの下面に対する帯鋸刃25の切込み位置及び前記下面に対する帯鋸刃25の傾斜角が演算手段117によって演算される。
上記演算手段117によって演算された帯鋸刃25の前記下面に対する傾斜角と、設定値メモリ115に格納されている仰角αの許容値とが比較される。そして、ワークWの下面に対する前記帯鋸刃25の傾斜角がワークWの下面に対して+6°〜+8°又は−12°〜−14°の範囲の望ましい範囲になるように、前記サーボモータ89が回転制御されて、鋸刃ハウジング13の傾斜が調節される。したがって、帯鋸刃25によってワークWの下面に交差して切断するとき、ワークWの下面に対する帯鋸刃25の傾斜角(仰角)は+6°〜+8°又は−12°〜−14°の範囲において切断されるものである。また、ワークWの本体側及び切断片側は、左右方向及び上下方向から不動状態に押圧固定されている。よって、ワークWの下面にバリを生じて鋸歯が引っ掛かることによる歯欠けを抑制することができるものである。
前述のごとく、鋸刃ハウジング13が最下降してワークWの切断が行われると、例えばリミットスイッチなどのごときセンサ(図示省略)が作動されて、前記鋸刃ハウジング13は元の上昇位置に復帰される。この際、ワークWから上方向に帯鋸刃25が離れるとき、帯鋸刃25は鋸刃保持案内手段67の胴部案内部材75の間へ再び入り込むものである。そして、昇降ロッド73の上部に備えたドグ83がスライダ71の上部に当接し、センサ81と接触すると、予め設定されている時間又は上昇距離だけ鋸刃ハウジング13が上昇されて、元の上昇位置に復帰されるものである。
ところで、前記ワークWが、図1(C)に示すように、丸棒材の場合には、ワークWの切断時における突入角βはワークWの切断位置の変化に対応して常に変化するものである。したがって丸棒材の切断時には、形状データメモリ111に格納されたワークWの形状寸法データと、切込み位置検出手段95によって検出された切込み位置と、傾斜角検出手段93によって検出された傾斜角とに基いて、ワークWに対する切込み位置C(図1(C)参照)を、演算手段117によって演算する。
また、前記切込み位置Cにおける接線CLを演算し、この接線CLと帯鋸刃25(BS)の走行ラインLとのなす突入角βが演算される。そして、この演算した突入角βと設定値メモリ115に格納された許容値の突入角度が比較される。すなわち、丸材の切断時には、前記突入角βが約150°以上になると、切込み位置Cにカールしたバリを生じ易く、上記バリに鋸歯が引っ掛かって歯欠けを生じ易いものである。
したがって、丸材のワークWの切断を行うときには、帯鋸盤1におけるサーボモータ89を回転制御して鋸刃ハウジング13の傾斜を制御し、前記突入角βを常に150°以下に保持するように制御してワークWの切断が行われるものである。
以上のごとき説明から理解される本実施形態によれば、例えば硬度が45HRC以上の高硬度材(例えば金型材)を帯鋸盤によって切断するとき、帯鋸刃における鋸歯のチッピングや歯欠けを抑制することができ、長寿命化を図ることができるものである。
なお、本発明は、前述したごとき実施形態に限ることなく、適宜の変更を行うことにより、その他の形態でもって実施可能なものである。すなわち、前記ワーク固定治具49におけるワーク支持部材53の上面又は下面或は上下両面を予め傾斜した構成とする。そして、当該ワーク支持部材53に支持されたワークWの上面及び下面を、水平に対して予め傾斜した状態とすることも可能である。このような構成とすることにより、ワークWを切断する際の鋸刃ハウジング13の傾斜角範囲を小さく抑制することが可能である。
また、前記ワーク固定治具49におけるワーク支持部材53は単にワークWを支持する構成とし、ワークW及び切断片を上側から前記ワーク支持部材53に押圧固定するワーククランプ装置を、ワーク固定治具49とは別個に、帯鋸盤の所定位置に備えた構成とすることも可能である。