JP6501537B2 - シュープレスベルト及びその製造方法 - Google Patents
シュープレスベルト及びその製造方法 Download PDFInfo
- Publication number
- JP6501537B2 JP6501537B2 JP2015018827A JP2015018827A JP6501537B2 JP 6501537 B2 JP6501537 B2 JP 6501537B2 JP 2015018827 A JP2015018827 A JP 2015018827A JP 2015018827 A JP2015018827 A JP 2015018827A JP 6501537 B2 JP6501537 B2 JP 6501537B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- shoe press
- press belt
- resin layer
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 30
- 238000000034 method Methods 0.000 title description 23
- 239000010410 layer Substances 0.000 claims description 227
- 229920005989 resin Polymers 0.000 claims description 168
- 239000011347 resin Substances 0.000 claims description 168
- 239000000463 material Substances 0.000 claims description 54
- -1 isocyanate compound Chemical class 0.000 claims description 50
- 239000012948 isocyanate Substances 0.000 claims description 43
- 239000000203 mixture Substances 0.000 claims description 42
- 239000002335 surface treatment layer Substances 0.000 claims description 42
- 239000011265 semifinished product Substances 0.000 claims description 39
- 230000002093 peripheral effect Effects 0.000 claims description 33
- 239000011248 coating agent Substances 0.000 claims description 11
- 238000000576 coating method Methods 0.000 claims description 11
- 229920005749 polyurethane resin Polymers 0.000 claims description 4
- 239000012783 reinforcing fiber Substances 0.000 description 43
- 239000002243 precursor Substances 0.000 description 31
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 12
- 238000005299 abrasion Methods 0.000 description 11
- 239000000835 fiber Substances 0.000 description 11
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 239000011247 coating layer Substances 0.000 description 7
- 150000001875 compounds Chemical class 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 239000011256 inorganic filler Substances 0.000 description 7
- 229910003475 inorganic filler Inorganic materials 0.000 description 7
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 6
- 125000003277 amino group Chemical group 0.000 description 6
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 238000007605 air drying Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 238000007751 thermal spraying Methods 0.000 description 3
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 2
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 239000005058 Isophorone diisocyanate Substances 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- COWKRCCNQSQUGJ-UHFFFAOYSA-N 1,1,2,2,3-pentafluoropropan-1-ol Chemical compound OC(F)(F)C(F)(F)CF COWKRCCNQSQUGJ-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 229940126062 Compound A Drugs 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- NLDMNSXOCDLTTB-UHFFFAOYSA-N Heterophylliin A Natural products O1C2COC(=O)C3=CC(O)=C(O)C(O)=C3C3=C(O)C(O)=C(O)C=C3C(=O)OC2C(OC(=O)C=2C=C(O)C(O)=C(O)C=2)C(O)C1OC(=O)C1=CC(O)=C(O)C(O)=C1 NLDMNSXOCDLTTB-UHFFFAOYSA-N 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N ammonia Natural products N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- ULWHHBHJGPPBCO-UHFFFAOYSA-N propane-1,1-diol Chemical compound CCC(O)O ULWHHBHJGPPBCO-UHFFFAOYSA-N 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images










Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0036—Multi-layer screen-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
- D21F3/0209—Wet presses with extended press nip
- D21F3/0218—Shoe presses
- D21F3/0227—Belts or sleeves therefor
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
- D21F3/0209—Wet presses with extended press nip
- D21F3/0218—Shoe presses
- D21F3/0227—Belts or sleeves therefor
- D21F3/0236—Belts or sleeves therefor manufacturing methods
Description
(1) 抄紙機に使用されるシュープレスベルトであって、樹脂層により構成され、かつフェルトと接触する外周層表面及びシューと接触する内周層表面を有し、外周層表面及び内周層表面の何れか一方または両方が、イソシアネート化合物を含有する組成物を、半製品外周層表面及び半製品内周層表面の何れか一方又は両方に塗布し、硬化処理を行うことにより、樹脂層の一部が改質された表面処理層によって形成されている、前記シュープレスベルト。
(2) イソシアネート化合物が、ポリメリックMDIを含有するイソシアネート化合物である、(1)に記載のシュープレスベルト。
(3) イソシアネート化合物の塗布量が、10g/m2以上200g/m2以下である、(1)又は(2)に記載のシュープレスベルト。
(4) 表面処理層の厚みが、5μm以上300μm以下である、(1)〜(3)に記載のシュープレスベルト。
(5) 樹脂層がポリウレタン樹脂層である、(1)〜(4)に記載のシュープレスベルト。
図1は、本発明の好適な実施形態に係るシュープレスベルトの一例を示す機械横断方向断面図であり、図1(a)は、半製品のシュープレスベルト1’の状態を、図1(b)は完成品のシュープレスベルト1の状態を示す。なお、図中、各部材は、説明の容易化のため適宜大きさが強調されており、実際の各部材の比率及び大きさが示されているものではない。ここで、上記機械横断方向については(Cross Machine Direction)、「CMD」ともいい、また、機械方向(Machine Direction)については、「MD」ともいう。
補強繊維基材211を構成する繊維の繊度は、特に限定されないが、例えば300〜10000dtex、好ましくは、500〜6000dtexとすることができる。
また、補強繊維基材211を構成する繊維の繊度は、その繊維を用いる部位によって異なっていてもよい。例えば、補強基材211の経糸と緯糸とでそれらの繊度が異なっていてもよい。
また、第1の樹脂層の前駆体22aは、補強繊維基材層21と同様に、無機充填剤を1種又は2種以上含むものであってもよい。
なお、第1の樹脂層の前駆体22a中における樹脂材料及び無機充填剤の組成及び種類は、第1の樹脂層の前駆体22a中の部位ごとに異なるものであってもよいし、同一であってもよい。
第2の樹脂層23は、補強繊維基材層21に接合する主面とは反対側の主面において、シューと接触するための内周層表面232を構成している。シュープレスベルト1は、使用時において、シューと接触する内周層表面232がシューにより加圧され、シューに対向するロールと協働して、湿紙、フェルト、シュープレスベルトを加圧することで、湿紙から水分を脱水している。
また、第2の樹脂層23は、補強繊維基材層21と同様に無機充填剤を1種又は2種以上含むものであってもよい。
なお、第2の樹脂層23中における樹脂材料及び無機充填剤の組成及び種類は、第2の樹脂層23中の部位ごとに異なるものであってもよいし、同一であってもよい。
また、ヒドロキシル基またはアミノ基を持つ化合物は特に限定されないが、例えばメタノール、エタノール、プロパノール、ペンタフルオロプロパノール、プロパンジオール、ブタンジオール、水およびアンモニア水が使用でき、好ましくは、エタノール、プロパノール、水を使用することができる。
例えば、シュープレスベルト1の巾は、特に限定されないが、700〜13500mm、好ましくは2500〜12500mmとすることができる。
また例えば、シュープレスベルト1の長さ(周長)は、特に限定されないが150〜600cm、好ましくは、200〜500cmとすることができる。
また、シュープレスベルト1は、部位ごとにそれぞれ厚さが異なっていてもよいし、同一であってもよい。
また、これらの排水溝の形態は、溝の巾、深さ、本数、断面形状について、同一のものとしてもよいし、異なるものを組み合わせて形成してもよい。更にまた、これらの排水溝については、不連続として形成してもよいし、機械横断方向に平行な複数の溝として形成されてもよい。
また、適宜シュープレスベルトには、用いられる抄紙機の構成に合わせて、タブ等を設けることができる。
また、加熱方法は特に限定されないが、例えば、遠赤外線ヒーター等による方法を用いることができる。
また、樹脂材料は、上述した無機充填剤との混合物として付与されるものであってもよい。また、各層の各部位を形成するための樹脂材料及び無機充填剤の種類及び組成は同一であってもよいし、異なるものであってもよい。
具体的には、図7に示した積層体1’aの第1の樹脂層の前駆体22aの表面、即ち半製品外周層表面221上に、イソシアネート化合物を含有する組成物を塗布する(図8)。イソシアネート化合物含有組成物の塗布は、特に限定されず、いかなる方法で行うものであってよい。
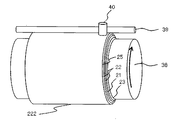
なお、ヒドロキシル基またはアミノ基を持つ化合物を外周層表面222に均一に塗布するために、塗布ロール42の表面を、液体を吸収する材、例えばスポンジ状の材を用いることもできる。
これは基本的に、第1実施形態に係るシュープレスベルトの製造方法と同様で、第1実施形態に係るシュープレスベルトの第1の樹脂層の前駆体を第1の樹脂層とし外周層表面を形成し、第2の樹脂層を第2の樹脂層の前駆体とし半製品内周層表面を形成して得られた積層体である。
得られた積層体をマンドレルから掛け外し、2本の平行に配置されたロールに半製品内周層表面がロール表面に接するように展張し掛け入れる。次にイソシアネート化合物を含有する組成物を塗布装置によって半製品内周層表面に塗布し、硬化処理することによって第2の樹脂層が、半製品内周層表面を含む第2の樹脂層の前駆体の一部が改質された改質表面処理層と第2の樹脂層の前駆体によって形成される。即ち、第1の樹脂層と補強繊維基材層と第2の樹脂層とが、外表面からこの順で積層したシュープレスベルトを得ることができる。
実施例1〜4、比較例1〜4のシュープレスベルトを以下の方法により製造した。
適宜駆動手段により回転可能な直径1500mmのマンドレルの表面に、マンドレルを回転させながら、樹脂材料を、マンドレルの回転軸に対して平行に移動可能な注入成形用ノズルによって1.4mm厚に塗布、硬化処理し、第2樹脂層を形成した(図5)。硬化処理は、マンドレルを回転させたまま室温で10分間放置し、更にマンドレルに付属している加熱装置によって127℃で0.5時間加熱硬化させた。
その後、全厚が5.2mmとなるように、第1樹脂層の前駆体の外周層表面を研磨し、半製品のシュープレスベルトを得た。
得られた半製品の第1樹脂層の前駆体の表面、即ち半製品外周層表面上に、イソシアネート化合物を含有する組成物を塗布し、110℃で6時間加熱処理を行った(図8)。その後、塗布用スポンジを用いてプロパノールを塗布した(図9)。塗布後、室温で6時間乾燥させ、60℃で2.5時間加熱処理を行った。
次に、溝加工装置によって外周層表面に、MD方向の排水溝(溝幅0.8mm、溝深さ0.8mm、ピッチ幅2.54mm)を多数形成してシュープレスベルトを得た(図10)。
表1に、各実施例のシュープレスベルトの樹脂層に用いた樹脂材、イソシアネート化合物含有組成物の樹脂材及び塗布量について示す。なお、各比較例はそれぞれの各実施例について、第1樹脂層に改質された表面処理層を有さないものとした。

図11に示す耐摩耗性評価の評価装置を用い、シュープレスベルトサンプル46をプレスボード47の下部に取り付け、その下の面(測定対象面)に、外周に摩耗子49を備える回転ロール48を押し付けながら回転させた。このとき、回転ロールによる圧力を6.6kg/cm、回転ロールの回転速度を100m/分とし、45秒間回転させた。回転後にベルトサンプルの厚みの減少量(摩耗量)を測定した。
シュープレスベルトの外周層表面から深さ方向に1mm、MD方向1cm、CMD方向1cmの樹脂サンプルを切り出した(外周層表面に排水溝を形成する前のシュープレスベルトで実施)。切り出した樹脂サンプルについて、ジメチルホルムアミド(DMF)50ccに2日間、20℃雰囲気下で浸漬した。浸漬後速やかに寸法測定し、以下の式で体積変化率を求めた。
Claims (5)
- 抄紙機に使用されるシュープレスベルトであって、樹脂層により構成され、かつフェルトと接触する外周層表面及びシューと接触する内周層表面を有し、外周層表面及び内周層表面の何れか一方又は両方が、イソシアネート化合物からなる樹脂材を含有する組成物を、半製品外周層表面及び半製品内周層表面の何れか一方又は両方に塗布し、硬化処理を行うことにより、樹脂層の一部が改質された表面処理層によって形成されており、前記樹脂層がポリウレタン樹脂層である、前記シュープレスベルト。
- イソシアネート化合物が、ポリメリックMDIを含有するイソシアネート化合物である、請求項1に記載のシュープレスベルト。
- イソシアネート化合物の塗布量が、10g/m2以上200g/m2以下である、請求項1又は2に記載のシュープレスベルト。
- 表面処理層の厚みが、5μm以上300μm以下である、請求項1〜3に記載のシュープレスベルト。
- 抄紙機に使用されるシュープレスベルトの製造方法であって、フェルトと接触する側の半製品外周層表面及びシューと接触する側の半製品内周層表面の何れか一方又は両方を有する樹脂層を形成する工程と、イソシアネート化合物からなる樹脂材を含有する組成物を半製品外周層表面及び半製品内周層表面の何れか一方又は両方に塗布し、硬化処理を行うことにより、樹脂層の一部が改質された表面処理層を形成する工程と、を有し、前記樹脂層がポリウレタン樹脂層である、前記シュープレスベルトの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015018827A JP6501537B2 (ja) | 2015-01-16 | 2015-01-16 | シュープレスベルト及びその製造方法 |
| US14/990,362 US10196777B2 (en) | 2015-01-16 | 2016-01-07 | Shoe press belt and method of manufacturing the same |
| EP16150615.9A EP3045586A1 (en) | 2015-01-16 | 2016-01-08 | Shoe press belt and method of manufacturing the same |
| CA2917543A CA2917543A1 (en) | 2015-01-16 | 2016-01-13 | Shoe press belt and method of manufacturing the same |
| CN201610021795.3A CN105803843B (zh) | 2015-01-16 | 2016-01-13 | 靴式压榨带及其制造方法 |
| KR1020160005079A KR20160088823A (ko) | 2015-01-16 | 2016-01-15 | 슈 프레스 벨트 및 이의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015018827A JP6501537B2 (ja) | 2015-01-16 | 2015-01-16 | シュープレスベルト及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016132852A JP2016132852A (ja) | 2016-07-25 |
| JP6501537B2 true JP6501537B2 (ja) | 2019-04-17 |
Family
ID=55070955
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015018827A Active JP6501537B2 (ja) | 2015-01-16 | 2015-01-16 | シュープレスベルト及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10196777B2 (ja) |
| EP (1) | EP3045586A1 (ja) |
| JP (1) | JP6501537B2 (ja) |
| KR (1) | KR20160088823A (ja) |
| CN (1) | CN105803843B (ja) |
| CA (1) | CA2917543A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160019461A (ko) * | 2013-06-14 | 2016-02-19 | 이치가와 가부시키가이샤 | 제지용 슈 프레스 벨트 |
| JP6501537B2 (ja) * | 2015-01-16 | 2019-04-17 | イチカワ株式会社 | シュープレスベルト及びその製造方法 |
| EP3199700B1 (en) * | 2016-02-01 | 2018-12-05 | Ichikawa Co., Ltd. | Shoe press belt |
| WO2018022586A1 (en) * | 2016-07-28 | 2018-02-01 | Kimberly-Clark Worldwide, Inc. | Three-dimensional papermaking belt |
| JP7205506B2 (ja) * | 2020-02-28 | 2023-01-17 | イチカワ株式会社 | シュープレスベルトおよびシュープレスベルトの製造方法 |
| JP7290129B2 (ja) * | 2020-02-28 | 2023-06-13 | イチカワ株式会社 | シュープレスベルトおよびシュープレスベルトの製造方法 |
| JP7290128B2 (ja) * | 2020-02-28 | 2023-06-13 | イチカワ株式会社 | シュープレスベルトおよびシュープレスベルトの製造方法 |
| JP7290127B2 (ja) * | 2020-02-28 | 2023-06-13 | イチカワ株式会社 | シュープレスベルトおよびシュープレスベルトの製造方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5118557A (en) * | 1988-10-31 | 1992-06-02 | Albany International Corp. | Foam coating of press fabrics to achieve a controlled void volume |
| JP3698984B2 (ja) * | 2000-11-10 | 2005-09-21 | ヤマウチ株式会社 | シュープレス用ベルト |
| JP4463051B2 (ja) * | 2003-12-24 | 2010-05-12 | ヤマウチ株式会社 | プレスベルトの製造方法 |
| US20060118261A1 (en) * | 2004-11-16 | 2006-06-08 | Ichikawa Co., Ltd. | Shoe press belt |
| US8058188B2 (en) | 2005-04-13 | 2011-11-15 | Albany International Corp | Thermally sprayed protective coating for industrial and engineered fabrics |
| JP4524233B2 (ja) * | 2005-09-22 | 2010-08-11 | イチカワ株式会社 | シュープレス用ベルト |
| JP3977394B2 (ja) * | 2005-09-27 | 2007-09-19 | イチカワ株式会社 | シュープレスベルト |
| JP4827542B2 (ja) | 2006-01-31 | 2011-11-30 | イチカワ株式会社 | 製紙機械用ベルト |
| JP4516584B2 (ja) | 2006-10-03 | 2010-08-04 | イチカワ株式会社 | 製紙用シュープレスベルト |
| CN101720370B (zh) | 2007-06-25 | 2012-01-25 | 市川株式会社 | 造纸用的靴形压榨带 |
| FI121015B (fi) * | 2007-07-05 | 2010-06-15 | Tamfelt Pmc Oy | Kenkäpuristinhihna |
| JP5571962B2 (ja) * | 2007-11-20 | 2014-08-13 | イチカワ株式会社 | 製紙用シュープレスベルト |
| JP4516610B2 (ja) * | 2008-02-08 | 2010-08-04 | イチカワ株式会社 | シュープレス用ベルト |
| FI126363B (fi) | 2008-12-12 | 2016-10-31 | Valmet Technologies Oy | Kenkäpuristinhihna |
| JP2010196205A (ja) * | 2009-02-26 | 2010-09-09 | Ichikawa Co Ltd | シュープレスベルト |
| JP4659891B2 (ja) * | 2009-04-10 | 2011-03-30 | イチカワ株式会社 | シュープレスベルト |
| JP4444367B1 (ja) * | 2009-07-21 | 2010-03-31 | イチカワ株式会社 | 製紙用シュープレスベルト |
| FI20115099L (fi) * | 2011-01-31 | 2012-08-01 | Metso Fabrics Oy | Kenkäpuristinhihna, menetelmä sen valmistamiseksi ja käyttö kenkäpuristimessa |
| JP5161376B1 (ja) * | 2012-02-01 | 2013-03-13 | イチカワ株式会社 | 製紙用シュープレスベルト |
| JP5242818B1 (ja) * | 2012-02-01 | 2013-07-24 | イチカワ株式会社 | 製紙用シュープレスベルト |
| KR20160019461A (ko) | 2013-06-14 | 2016-02-19 | 이치가와 가부시키가이샤 | 제지용 슈 프레스 벨트 |
| JP6501537B2 (ja) * | 2015-01-16 | 2019-04-17 | イチカワ株式会社 | シュープレスベルト及びその製造方法 |
| JP6518144B2 (ja) * | 2015-06-05 | 2019-05-22 | イチカワ株式会社 | シュープレスベルト |
| EP3199700B1 (en) * | 2016-02-01 | 2018-12-05 | Ichikawa Co., Ltd. | Shoe press belt |
-
2015
- 2015-01-16 JP JP2015018827A patent/JP6501537B2/ja active Active
-
2016
- 2016-01-07 US US14/990,362 patent/US10196777B2/en active Active
- 2016-01-08 EP EP16150615.9A patent/EP3045586A1/en active Pending
- 2016-01-13 CA CA2917543A patent/CA2917543A1/en not_active Abandoned
- 2016-01-13 CN CN201610021795.3A patent/CN105803843B/zh active Active
- 2016-01-15 KR KR1020160005079A patent/KR20160088823A/ko unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN105803843B (zh) | 2020-04-28 |
| JP2016132852A (ja) | 2016-07-25 |
| KR20160088823A (ko) | 2016-07-26 |
| US10196777B2 (en) | 2019-02-05 |
| US20160208437A1 (en) | 2016-07-21 |
| EP3045586A1 (en) | 2016-07-20 |
| CA2917543A1 (en) | 2016-07-16 |
| CN105803843A (zh) | 2016-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6501537B2 (ja) | シュープレスベルト及びその製造方法 | |
| US9777433B2 (en) | Shoe press belt | |
| JP4516610B2 (ja) | シュープレス用ベルト | |
| FI94541C (fi) | Hihna käytettäväksi pitkänippipuristimessa ja menetelmä hihnan valmistamiseksi | |
| KR100981932B1 (ko) | 슈프레스용 벨트 | |
| JP5227475B1 (ja) | 湿紙搬送ベルト、抄紙システムおよび抄紙方法 | |
| JP6041597B2 (ja) | 湿紙搬送ベルト、抄紙システム、抄紙方法および抄紙システムの設計方法 | |
| EP3199700B1 (en) | Shoe press belt | |
| JP2011026711A (ja) | 製紙用シュープレスベルト | |
| JP6890983B2 (ja) | シュープレスベルト | |
| JP2017040028A (ja) | 湿紙搬送ベルト | |
| EP2623667B1 (en) | Paper making shoe press belt | |
| JP2007524768A (ja) | 抄紙機に用いるエンドレスベルト用の基材 | |
| JP7044864B2 (ja) | プレススリーブ、その使用ならびにプレスロールおよびシュープレス | |
| US9828180B2 (en) | Fabric conveyor belt with layered PVC and polyester coating and method of forming the same | |
| US6440274B1 (en) | Shoe press belt and manufacturing method | |
| JP7290129B2 (ja) | シュープレスベルトおよびシュープレスベルトの製造方法 | |
| JP2022169404A (ja) | 製紙用ベルトおよび製紙用ベルトの製造方法 | |
| CN117626699A (zh) | 造纸带 | |
| JP2017089074A (ja) | 製紙用プロセスベルト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20180112 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180810 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190319 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6501537 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |