JP6476971B2 - アーク式底吹き電気炉の操業方法 - Google Patents
アーク式底吹き電気炉の操業方法 Download PDFInfo
- Publication number
- JP6476971B2 JP6476971B2 JP2015028608A JP2015028608A JP6476971B2 JP 6476971 B2 JP6476971 B2 JP 6476971B2 JP 2015028608 A JP2015028608 A JP 2015028608A JP 2015028608 A JP2015028608 A JP 2015028608A JP 6476971 B2 JP6476971 B2 JP 6476971B2
- Authority
- JP
- Japan
- Prior art keywords
- furnace
- arc
- stirring gas
- electric furnace
- molten metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
Description
しかし、アーク式電気炉の炉底が、その直径に対して深さが極めて浅い、いわゆるシャローバスであるため、溶融金属(以下では「溶湯」とも言う。)を撹拌する力は極めて弱い。また、電極から付与される熱も溶湯上面の加熱に消費されるため、溶湯内に熱対流が発生しにくく、溶湯の温度が不均一になり易い。
例えば、特許文献1では、アーク式電気炉における底吹き撹拌において、ノズル(プラグ)数が3個を超えると、炉床(炉底)耐火物が損傷するため、ノズル数を3個以下とすることが記載されている。
また、特許文献2では、アーク式電気炉における底吹き撹拌において、通電開始後、Ar、N2などの不活性ガスを吹き込み口(プラグ)から吹き込みながら、溶解の進行に従って、炉床の湯溜り生成に合わせ、吹き込み口から吹き込むガスを酸素などの酸化性ガスに切り換えていく技術が開示されている。
また、特許文献2記載の技術では、吹き込み口が同心円上に多数個配置されているところ、吹き込み口の配置間隔が狭まると、溶湯の撹拌がうまくいかず、特許文献1記載の技術と同様、装入原料の溶解を完了するまでに時間がかかるという問題がある。
前記アーク式底吹き電気炉に装入した装入原料の溶解に際して、前記撹拌ガス吹き込みプラグからプラグ1個当たり10Nm 3 /Hr以上の撹拌ガスを炉内に吹き込むこととし、
前記装入原料は、篩目25mmオーバーの転炉脱炭スラグを該装入原料の5〜30質量%と、金属原料とを含むことを特徴としている。
なお、炉底が平面でない場合、溶湯深さHは、隣接する2つのプラグ位置における溶湯深さの平均値とする。一般に、溶湯深さHは50cm以上、最大値は大型電気炉で2m程度である。
これにより、弱撹拌領域の面積が減少して溶湯全体が良好に撹拌され、その結果、装入原料と溶湯の接触が促進され、装入原料の加熱及び溶解が促進される。具体的には、撹拌ガス吹き込みプラグの個数を湯面面積1m2当たり0.12個以上とする。
なお、撹拌ガス吹き込みプラグの設置個数には物理的な上限値(設置場所)が存在し、一般には湯面面積1m2当たり0.5個程度と考えられる。
炉底に設置された撹拌ガス吹き込みプラグから溶湯に吹き込まれる撹拌ガスによる湯面の広がりは、湯面の広がり半径が0.21×溶湯深さHであることが知られている(図4参照)。なお、鉛直線に対する撹拌ガスの広がり角度は12度であることが当業者の技術常識とされている。
なお、特許文献2には、溶湯深さが最大1m程度であることが記載され、特許文献2の第2図から溶湯深さ、第3図からプラグ中心間距離を測ると、L/Hの最小値は0.40〜0.45となる。
なお、撹拌ガスの流量が多くなり過ぎると、溶湯を吹き抜ける撹拌ガスが顕著となり、吹き込んだ撹拌ガスの一部が撹拌に利用できなくなるため、撹拌ガス流量の上限値をプラグ1個当たり100Nm3/Hrとすると良い。
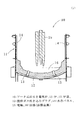
本発明の一実施の形態に係る電気炉の操業方法で用いられるアーク式底吹き電気炉10の縦断面図を図1に示す。
アーク式底吹き電気炉10の炉11は有底円筒状とされ、中心軸の周りには3本の電極15が平面視して正三角形状に配置されている(図2参照)。溶湯16を保持する炉底12は耐火物でお碗状に形成され、炉側壁部には水冷パネル14が配置されている。
また、隣接する撹拌ガス吹き込みプラグ13の中心間距離をL、溶湯深さをHとすると、L/Hは0.50以上とされている。
図2の例では、バンド領域17に撹拌ガス吹き込みプラグ13が存在する。バンド領域17を除く炉底領域に撹拌ガス吹き込みプラグ13を配置した一例を図3に示しておく。
スクラップ、合金鉄、鋳銑、粒鉄などの金属原料をアーク式底吹き電気炉10内に予め装入し、通電を開始することで金属原料の溶解を開始する。なお、金属原料の一部は通電開始以降に装入しても良い。
副原料は、金属原料に比べて熱伝導率が一般に低く(20%クロム溶鋼の熱伝導率が22W/mKであるのに対し、例えば生石灰等の酸化物の熱伝導率は0.9W/mK程度)、なかでも篩目25mmオーバーの塊状副原料は加熱溶解されにくい。
因みに、副原料として、生石灰代替となる転炉脱炭スラグの塊状物等を想定すると、塊状副原料は、装入原料の5〜30質量%となる。
撹拌ガスの吹き込み流量は、プラグ1個当たり10Nm3/Hr以上とする。
アーク式底吹き電気炉には、100tonの溶湯が溶製できるものを使用した。電極は24インチ径×3本、総投入電力は40MWとした。
a)金属原料:スクラップ、合金鉄、鋳銑(高炉溶銑を凝固させたもの)を合計55ton(炉内装入物の55質量%)
b)副原料
・塊状副原料:25mmオーバーの転炉脱炭スラグを4ton(装入原料の5質量%)〜30ton(装入原料の30質量%)を想定しているが、最も溶解しづらい30tonにて試験を行った。
・その他の副原料:25mmアンダーの転炉脱炭スラグ、珪石、生石灰を10ton
また、炉底に配置した撹拌ガス吹き込みプラグの数は、バンド領域上に撹拌ガス吹き込みプラグが存在する図2(A)、図2(B)、図2(C)の3ケース、並びにバンド領域上に撹拌ガス吹き込みプラグが存在しない図3の1ケースの計4条件とした。湯面面積1m2当たりのプラグ数は、プラグ数が3個の場合0.11個、プラグ数が4個の場合0.14個、プラグ数が6個の場合0.22個である。
撹拌ガス吹き込みプラグから溶湯に吹き込むガス流量は、プラグ1個当たり10Nm3/Hr、4.2Nm3/Hrの2条件とした。
試験結果の一覧を表1に示す。

L/Hが0.50未満もしくは撹拌ガス吹き込みプラグの数が0.12個/m2未満の場合、比較例1、2に示すように、溶解時間が60分超であったが、L/Hが0.50以上かつ撹拌ガス吹き込みプラグの数が0.12個/m2以上の場合、実施例1、2及び参考例1〜4に示すように、溶解時間は60分以下であった。これは、撹拌ガス吹き込みプラグの必要数、並びに撹拌ガス吹き込みプラグ間における下降流の発生が阻害されないプラグ間隔が確保されているため、溶湯の撹拌が十分なされることにより、装入原料と溶湯の接触が促進された結果、装入原料の加熱及び溶解が促進され、溶解時間が短縮したものである。
撹拌ガス吹き込みプラグ1個当たりの流量を10Nm3/Hr以上とすることによって、溶解時間をさらに短縮することが可能である(参考例1に対する実施例1参照)。
バンド領域上に撹拌ガス吹き込みプラグを配置しないことによって、溶解時間をさらに短縮することが可能である(参考例1に対する参考例3、実施例1に対する実施例2参照)。
Claims (2)
- アーク式底吹き電気炉の炉底に配置された撹拌ガス吹き込みプラグの個数が湯面面積1m2当たり0.12個以上、且つ、隣接する前記撹拌ガス吹き込みプラグの中心間距離をL、溶融金属の溶湯深さをHとすると、L/Hの最小値が0.50以上とされ、
前記アーク式底吹き電気炉に装入した装入原料の溶解に際して、前記撹拌ガス吹き込みプラグからプラグ1個当たり10Nm 3 /Hr以上の撹拌ガスを炉内に吹き込むこととし、
前記装入原料は、篩目25mmオーバーの転炉脱炭スラグを該装入原料の5〜30質量%と、金属原料とを含むことを特徴とするアーク式底吹き電気炉の操業方法。 - 請求項1記載のアーク式底吹き電気炉の操業方法において、前記アーク式底吹き電気炉を平面視して、3本の電極の各中心を頂点とする正三角形の重心に炉中心が配置され、さらに、前記アーク式底吹き電気炉を平面視して、前記炉中心から前記電極の中心を通り炉壁まで延びる仮想線を中心線とし該電極の直径を幅とするバンド領域を想定し、前記バンド領域を除く炉底領域に前記撹拌ガス吹き込みプラグを配置することを特徴とするアーク式底吹き電気炉の操業方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015028608A JP6476971B2 (ja) | 2015-02-17 | 2015-02-17 | アーク式底吹き電気炉の操業方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015028608A JP6476971B2 (ja) | 2015-02-17 | 2015-02-17 | アーク式底吹き電気炉の操業方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016151375A JP2016151375A (ja) | 2016-08-22 |
| JP6476971B2 true JP6476971B2 (ja) | 2019-03-06 |
Family
ID=56695285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015028608A Active JP6476971B2 (ja) | 2015-02-17 | 2015-02-17 | アーク式底吹き電気炉の操業方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6476971B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW202039867A (zh) * | 2019-04-22 | 2020-11-01 | 日商日本製鐵股份有限公司 | 含鉻熔鐵之製造方法 |
| CN112322839A (zh) * | 2020-10-28 | 2021-02-05 | 安徽钢研新材料科技有限公司 | 一种中频炉底吹氩脱气的方法 |
| CN113913622B (zh) * | 2021-08-25 | 2023-05-26 | 山东莱锻机械股份有限公司 | 一种具有自引弧机构的连铸式电渣炉 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS634010A (ja) * | 1986-06-24 | 1988-01-09 | Tooa Steel Kk | 電気炉による鋼の底吹き精錬法 |
| JPH0618174A (ja) * | 1992-07-02 | 1994-01-25 | Nisshin Steel Co Ltd | アーク式底吹き電気炉 |
-
2015
- 2015-02-17 JP JP2015028608A patent/JP6476971B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016151375A (ja) | 2016-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0240998A1 (en) | Melting furnace and method for melting metal | |
| JP6476971B2 (ja) | アーク式底吹き電気炉の操業方法 | |
| JP6458531B2 (ja) | アーク式底吹き電気炉における撹拌方法 | |
| JP6358454B2 (ja) | 上底吹き転炉の操業方法 | |
| JP5788691B2 (ja) | 金属溶製用溶解炉およびこれを用いた金属の溶製方法 | |
| CN111763833A (zh) | 一种用于液态铜锍吹炼炼铜的富氧底吹吹炼炉 | |
| JP7013111B2 (ja) | 低炭素フェロクロムの製造方法 | |
| JP5527337B2 (ja) | 転炉の炉底構造及び羽口交換方法 | |
| JP2009191289A (ja) | 溶鋼の脱硫方法及び脱硫装置 | |
| JP2009149956A (ja) | 転炉による溶鋼の製造方法 | |
| JP2011202236A (ja) | 転炉の上吹きランス及び転炉の操業方法 | |
| JP7215224B2 (ja) | アーク式電気炉における排滓方法及び溶融金属の製造方法 | |
| KR101159969B1 (ko) | 전기로의 랜스 장치 | |
| JPH10330824A (ja) | 電気炉の操業方法 | |
| JP2000337776A (ja) | 溶解炉等における二次燃焼率及び着熱効率の向上方法 | |
| JP3750624B2 (ja) | 底吹き転炉の炉口付着地金の除去方法 | |
| JP6468063B2 (ja) | アーク式電気炉における金属原料の溶解促進方法 | |
| JP2016151035A (ja) | アーク式底吹き電気炉における副原料の溶解方法 | |
| CN216473412U (zh) | 一种高温合金熔炼的引弧启动结构 | |
| KR101246215B1 (ko) | 전극봉 위치조정용 지그 | |
| JP7280480B2 (ja) | アーク式電気炉、アーク式電気炉における排滓方法及び溶融金属の製造方法 | |
| Gupta et al. | Adoption of Sinter Addition in Steelmaking Converter to Control Spitting | |
| JP6658241B2 (ja) | 金属原料の溶解方法 | |
| JP2018131677A (ja) | 転炉型精錬炉の操業方法及び転炉型精錬炉 | |
| JP2851554B2 (ja) | 酸素吹き込み用ランス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171005 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181002 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190121 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6476971 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |