JP6435112B2 - スピニング成形装置 - Google Patents
スピニング成形装置 Download PDFInfo
- Publication number
- JP6435112B2 JP6435112B2 JP2014080696A JP2014080696A JP6435112B2 JP 6435112 B2 JP6435112 B2 JP 6435112B2 JP 2014080696 A JP2014080696 A JP 2014080696A JP 2014080696 A JP2014080696 A JP 2014080696A JP 6435112 B2 JP6435112 B2 JP 6435112B2
- Authority
- JP
- Japan
- Prior art keywords
- heater
- plate material
- rotating shaft
- processing tool
- molding apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/14—Spinning
- B21D22/18—Spinning using tools guided to produce the required profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/14—Spinning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Description
|A−B|≦α
本発明は上述した実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の変形が可能である。
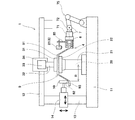
10 加工具
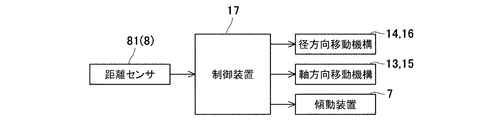
17 制御装置
21 回転シャフト
22 受け治具
4 裏側加熱器
5 表側加熱器
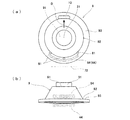
42,52 コイル部
6 ヒートステーション
7 傾斜装置
8 計測器
81 距離センサ
9 板材
91 中心部
92 変形対象部位
93 外周側原形部
Claims (8)
- 成形されるべき板材を回転させる回転シャフトと、
前記板材における変形対象部位を押圧して前記板材を変形させる加工具と、
前記変形対象部位を誘導加熱により局所的に加熱する加熱器であって、前記回転シャフトの周方向に延びる、前記板材に沿った二重円弧状のコイル部を含む加熱器と、
前記コイル部の中心線上に配置された、前記回転シャフトの周方向に分布する複数の計測点で、前記コイル部から、前記板材における前記変形対象部位を含む外周側原形部までの距離を計測する計測器と、
前記回転シャフトから前記加工具に向かう方向に対して前記加熱器を傾斜させる傾斜装置と、
前記コイル部と前記外周側原形部との角度差が所定角度以内となるように前記計測器の計測結果に基づいて前記傾斜装置を制御する制御装置と、
を備える、スピニング成形装置。 - 前記加熱器は、前記回転シャフトを挟んで前記加工具の真向かいの位置からずれた位置に配置されており、
前記傾斜装置は、前記回転シャフトの径方向に延びる揺動軸回りに前記加熱器を揺動させる、請求項1に記載のスピニング成形装置。 - 前記加熱器は、前記回転シャフトを挟んで前記加工具の真向かいの位置に配置されており、
前記傾斜装置は、前記回転シャフトの径方向と直交する方向に延びる揺動軸回りに前記加熱器を揺動させる、請求項1に記載のスピニング成形装置。 - 前記制御装置は、前記複数の計測点で計測される距離間の差の絶対値が閾値以下となるように前記傾斜装置を制御する、請求項1〜3のいずれか一項に記載のスピニング成形装置。
- 前記計測器は、前記回転シャフトの周方向に互いに離間するように配置された複数の距離センサを含む、請求項1〜4のいずれか一項に記載のスピニング成形装置。
- 前記加熱器は、前記板材を挟んで前記加工具と反対側に配置された裏側加熱器と、前記板材に対して前記加工具と同じ側に配置された表側加熱器の少なくとも一方である、請求項1〜5のいずれか一項に記載のスピニング成形装置。
- 前記加熱器が連結された、内部に交流電源回路が形成されたヒートステーションをさらに備え、
前記傾斜装置は、前記ヒートステーションを介して前記加熱器を傾斜させる、請求項1〜6のいずれか一項に記載のスピニング成形装置。 - 前記回転シャフトに取り付けられた、前記板材の中心部を支持する受け治具をさらに備える、請求項1〜7のいずれか一項に記載のスピニング成形装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014080696A JP6435112B2 (ja) | 2014-04-10 | 2014-04-10 | スピニング成形装置 |
| US15/303,253 US10259029B2 (en) | 2014-04-10 | 2015-04-03 | Spinning forming device |
| PCT/JP2015/001905 WO2015155970A1 (ja) | 2014-04-10 | 2015-04-03 | スピニング成形装置 |
| CN201580010554.2A CN106029247A (zh) | 2014-04-10 | 2015-04-03 | 旋压成形装置 |
| EP15776232.9A EP3130411B1 (en) | 2014-04-10 | 2015-04-03 | Spinning forming device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014080696A JP6435112B2 (ja) | 2014-04-10 | 2014-04-10 | スピニング成形装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015199103A JP2015199103A (ja) | 2015-11-12 |
| JP2015199103A5 JP2015199103A5 (ja) | 2017-04-06 |
| JP6435112B2 true JP6435112B2 (ja) | 2018-12-05 |
Family
ID=54287556
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014080696A Active JP6435112B2 (ja) | 2014-04-10 | 2014-04-10 | スピニング成形装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10259029B2 (ja) |
| EP (1) | EP3130411B1 (ja) |
| JP (1) | JP6435112B2 (ja) |
| CN (1) | CN106029247A (ja) |
| WO (1) | WO2015155970A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106734646B (zh) * | 2016-11-29 | 2018-10-09 | 广东工业大学 | 一种船体复杂外板加工火枪头垂直度保持方法及装置 |
| CN106964682B (zh) * | 2017-03-28 | 2019-01-15 | 华南理工大学 | 一种高温热强旋加热方法及装置 |
| CN107649562A (zh) * | 2017-10-01 | 2018-02-02 | 深圳市普耐光电科技有限公司 | 一种旋压设备 |
| CN109954782A (zh) * | 2018-01-09 | 2019-07-02 | 南京航空航天大学 | 板材局部自阻电生热方式的同步加热成形旋压装置及方法 |
| PL3941157T3 (pl) * | 2020-07-15 | 2025-12-22 | Abp Induction Systems Gmbh | Sposób i instalacja do indukcyjnego nagrzewania płaskiego materiału |
| CN113305213B (zh) * | 2021-05-27 | 2022-08-16 | 肇庆怀集金业五金有限公司 | 一种不锈钢智能燃气灶中心分气盘制造设备及其工作方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4425033C2 (de) * | 1994-07-15 | 1999-07-29 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zum Drückumformen von Werkstücken |
| CN101875075B (zh) * | 2009-04-28 | 2012-08-29 | 陈万忠 | 冷热旋压机及热旋压方法 |
| JP2011198730A (ja) * | 2010-03-24 | 2011-10-06 | Tokyo Electric Power Co Inc:The | 可動式加熱システム |
| JP5913792B2 (ja) * | 2010-04-13 | 2016-04-27 | 一般社団法人日本航空宇宙工業会 | 成形方法および成形装置 |
| JP5520761B2 (ja) * | 2010-09-22 | 2014-06-11 | 株式会社Ihi | 加熱ヘッド、加熱ヘッド制御方法及び加熱ヘッド制御プログラム |
| CN101972808B (zh) * | 2010-10-18 | 2012-02-22 | 哈尔滨工业大学 | 热旋压机独立数控跟随火焰加热装置 |
| CN102601198A (zh) * | 2012-03-26 | 2012-07-25 | 苏州先端稀有金属有限公司 | 一种对钼板旋压成型的装置 |
| CN104487185B (zh) * | 2012-08-10 | 2016-05-18 | 川崎重工业株式会社 | 旋压成型装置以及成型方法 |
| EP2893989B1 (en) * | 2012-09-03 | 2020-08-19 | Kawasaki Jukogyo Kabushiki Kaisha | Spin forming method and spin forming device |
| CN203002894U (zh) * | 2012-12-25 | 2013-06-19 | 惠州市博赛数控机床有限公司 | 一种磁旋成型机 |
| CN203484567U (zh) * | 2013-09-17 | 2014-03-19 | 浙江路得坦摩汽车悬架系统有限公司 | 减振器储油筒底盖高周波旋压封口机 |
-
2014
- 2014-04-10 JP JP2014080696A patent/JP6435112B2/ja active Active
-
2015
- 2015-04-03 WO PCT/JP2015/001905 patent/WO2015155970A1/ja not_active Ceased
- 2015-04-03 CN CN201580010554.2A patent/CN106029247A/zh active Pending
- 2015-04-03 EP EP15776232.9A patent/EP3130411B1/en active Active
- 2015-04-03 US US15/303,253 patent/US10259029B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3130411A1 (en) | 2017-02-15 |
| WO2015155970A1 (ja) | 2015-10-15 |
| JP2015199103A (ja) | 2015-11-12 |
| CN106029247A (zh) | 2016-10-12 |
| EP3130411A4 (en) | 2017-12-20 |
| EP3130411B1 (en) | 2021-07-14 |
| US10259029B2 (en) | 2019-04-16 |
| US20170036257A1 (en) | 2017-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6435112B2 (ja) | スピニング成形装置 | |
| JP6574518B2 (ja) | 管の拡径方法および成形装置 | |
| JP5751687B2 (ja) | スピニング成形装置および成形方法 | |
| JP6118406B2 (ja) | スピニング増肉成形方法およびスピニング増肉成形装置 | |
| JP6077852B2 (ja) | スピニング成形装置 | |
| CN105980074B (zh) | 旋压成型方法 | |
| JP6291230B2 (ja) | スピニング成形装置およびスピニング成形方法 | |
| WO2016002164A1 (ja) | スピニング成形装置 | |
| JP6270516B2 (ja) | スピニング成形装置 | |
| JP6383540B2 (ja) | スピニング成形装置 | |
| CN105764626B (zh) | 旋压成形装置 | |
| CN105813771A (zh) | 旋压成型装置 | |
| CN109414744B (zh) | 旋压成型方法 | |
| JP2015208766A (ja) | スピニング成形装置 | |
| JP2012066272A (ja) | 加熱ヘッド、加熱ヘッド制御方法及び加熱ヘッド制御プログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170302 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170302 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180129 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180827 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20180913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6435112 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |