JP6434941B2 - 燃料電池スタック - Google Patents
燃料電池スタック Download PDFInfo
- Publication number
- JP6434941B2 JP6434941B2 JP2016158502A JP2016158502A JP6434941B2 JP 6434941 B2 JP6434941 B2 JP 6434941B2 JP 2016158502 A JP2016158502 A JP 2016158502A JP 2016158502 A JP2016158502 A JP 2016158502A JP 6434941 B2 JP6434941 B2 JP 6434941B2
- Authority
- JP
- Japan
- Prior art keywords
- fuel cell
- cell stack
- plate
- resin layer
- end plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/2483—Details of groupings of fuel cells characterised by internal manifolds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0276—Sealing means characterised by their form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0286—Processes for forming seals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0297—Arrangements for joining electrodes, reservoir layers, heat exchange units or bipolar separators to each other
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/2484—Details of groupings of fuel cells characterised by external manifolds
- H01M8/2485—Arrangements for sealing external manifolds; Arrangements for mounting external manifolds around a stack
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M2008/1095—Fuel cells with polymeric electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/247—Arrangements for tightening a stack, for accommodation of a stack in a tank or for assembling different tanks
- H01M8/2475—Enclosures, casings or containers of fuel cell stacks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Description
A.燃料電池ユニットの全体構成:
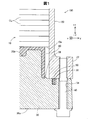
図1は、本発明の一実施形態としての燃料電池スタックの一部分を示す説明図である。燃料電池スタック100は、燃料電池セル積層体10と、ケース20と、エンドプレート30と、締結ボルト40と、を備える。
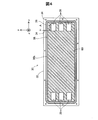
図2は、エンドプレート30の裏面30bを示す平面図である。図3は、図2におけるA−A線矢視断面図である。図2および図3に示すように、エンドプレート30は、金属製の板状本体32を備える。板状本体32の周縁には、複数のボルト孔34が設けられている。各ボルト孔34に、締結ボルト40(図1)が貫挿される。
図6は、凸部38と樹脂層60の成形方法を示す工程図である。図示するように、この方法は、工程1から工程3までの3つの工程によって構成される。各工程1〜3はこの順に実行される。各工程1〜3について、順に説明する。
工程1では、板状本体32を成形型にセットする。成形型は下金型と上金型とを有しており、具体的には、工程1では、下金型と上金型との間に板状本体32をセットする。
工程2では、上金型P1を駆動することで、上金型P1を下方、すなわち下金型に向けて移動する。すなわち、図7においては、上金型P1を矢印Aに示すように、−z方向に移動する。この結果、板状本体32の凸部T1は、上金型P1によって押圧され、成形される。
工程3では、樹脂層60を射出成形する。
以上のように構成された燃料電池スタック100によれば、エンドプレート30に形成した凸部38の出っ張り部38bが、樹脂層60に入り込んだ状態となる。このため、エンドプレート30と樹脂層60との間に大きな熱膨張差が発生しても、出っ張り部38bによって樹脂層60の伸縮が抑制されることになり、樹脂層60がエンドプレート30から剥がれることを抑制できる。したがって、エンドプレート30と燃料電池セル積層体10との間の絶縁性および耐薬品性を確保できる効果を奏する。
前記実施形態では、成形方法において、凸部T1(図7)の上面T1uを傾斜した形状とすることで、出っ張り部38bが形成される構成としたが、この構成に限る必要はない。例えば、変形例1として、凸部T2を図10に示す形状とすることで、出っ張り部38bが形成される構成としてもよい。すなわち、図10に示すように、凸部T2は、上面T2uが水平面に沿い、y方向の右側の角部のアールRbがy方向の左側の角部のアールRaよりも大きくなっている。板状本体32をこの形状として、上金型P1で押圧することによって、凸部38を出っ張り部38bを有した形状に成形することができる。
20…ケース
22…フランジ
30…エンドプレート
30b…裏面
32…板状本体
34…ボルト孔
36…ガスケット溝
38…凸部
38a…垂直部
38b…出っ張り部
39…流路
40…締結ボルト
50…ガスケット
60…樹脂層
100…燃料電池スタック
CL…燃料電池セル
P1…上金型
P2…上金型
T1…凸部
T1u…上面
T2…凸部
T2u…上面
Claims (1)
- 燃料電池スタックであって、
燃料電池セル積層体と、
前記燃料電池セル積層体の端部に配置されたエンドプレートと、
を備え、
前記エンドプレートは、
金属製の板状本体と、
前記板状本体の面に形成された樹脂層と、
を有し、
前記板状本体は、
反応ガスおよび冷却媒体用の流路孔と、
前記板状本体の前記面から隆起する筋形状の凸部であって、前記流路孔を含む内側領域と、前記内側領域の外側の外側領域と、に区画する凸部と、
を有し、
前記凸部は、
前記板状本体の前記面から隆起した垂直部と、
前記垂直部の先端から前記内側領域側に張り出した出っ張り部と、
を有し、
前記樹脂層は、前記内側領域に形成され、前記垂直部における前記内側領域側の面と、前記出っ張り部の少なくとも一部と、を覆う、
燃料電池スタック。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016158502A JP6434941B2 (ja) | 2016-08-12 | 2016-08-12 | 燃料電池スタック |
| DE102017117358.7A DE102017117358A1 (de) | 2016-08-12 | 2017-08-01 | Brennstoffzellenstapel |
| US15/668,074 US10522846B2 (en) | 2016-08-12 | 2017-08-03 | Fuel cell end plate with resin layer and protrusion |
| CN201710674741.1A CN107732271B (zh) | 2016-08-12 | 2017-08-09 | 燃料电池组 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016158502A JP6434941B2 (ja) | 2016-08-12 | 2016-08-12 | 燃料電池スタック |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018026299A JP2018026299A (ja) | 2018-02-15 |
| JP2018026299A5 JP2018026299A5 (ja) | 2018-03-29 |
| JP6434941B2 true JP6434941B2 (ja) | 2018-12-05 |
Family
ID=61018777
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016158502A Active JP6434941B2 (ja) | 2016-08-12 | 2016-08-12 | 燃料電池スタック |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10522846B2 (ja) |
| JP (1) | JP6434941B2 (ja) |
| CN (1) | CN107732271B (ja) |
| DE (1) | DE102017117358A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6608798B2 (ja) * | 2016-10-27 | 2019-11-20 | トヨタ自動車株式会社 | 燃料電池スタック |
| JP6790968B2 (ja) * | 2017-03-31 | 2020-11-25 | トヨタ紡織株式会社 | 燃料電池スタックのエンドプレート及び燃料電池スタックのシール構造 |
| JP6763337B2 (ja) * | 2017-04-24 | 2020-09-30 | トヨタ紡織株式会社 | 燃料電池スタックのエンドプレート |
| SE2250948A1 (en) * | 2022-08-03 | 2024-02-04 | Powercell Sweden Ab | Fuel cell stack |
| SE2250947A1 (en) * | 2022-08-03 | 2024-02-04 | Powercell Sweden Ab | Fuel cell stack |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004181719A (ja) * | 2002-12-02 | 2004-07-02 | Denso Corp | 軽量構成要素 |
| JP3957294B2 (ja) * | 2003-02-04 | 2007-08-15 | 本田技研工業株式会社 | 燃料電池 |
| US7629064B2 (en) * | 2004-05-18 | 2009-12-08 | Gm Global Technology Operations, Inc. | Manifold sealing and corrosion preventive interface plate for a fuel cell stack |
| CN100533830C (zh) * | 2006-10-25 | 2009-08-26 | 新源动力股份有限公司 | 一种质子交换膜燃料电池组铝合金端板的表面处理方法 |
| JP2010103035A (ja) * | 2008-10-27 | 2010-05-06 | Aisin Takaoka Ltd | 燃料電池スタック用エンドプレート |
| JP5760939B2 (ja) * | 2011-10-14 | 2015-08-12 | トヨタ紡織株式会社 | 成形装置及び成形方法 |
| JP5803551B2 (ja) * | 2011-10-14 | 2015-11-04 | トヨタ紡織株式会社 | 射出成形品 |
| JP2013123844A (ja) | 2011-12-14 | 2013-06-24 | Yamagata Casio Co Ltd | 複合成形体及び複合成形体の成形方法 |
| JP5842793B2 (ja) | 2012-11-17 | 2016-01-13 | 豊田合成株式会社 | 成形品の成形方法 |
| JP6018023B2 (ja) | 2013-06-25 | 2016-11-02 | トヨタ自動車株式会社 | 燃料電池スタック |
| JP2016032048A (ja) * | 2014-07-29 | 2016-03-07 | トヨタ自動車株式会社 | 電磁シールド体及び箱体 |
| JP6560872B2 (ja) | 2015-02-26 | 2019-08-14 | 小川香料株式会社 | 炭酸感を増強させる化合物をスクリーニングする方法および炭酸感増強剤並びに炭酸感増強剤を含む飲食品 |
-
2016
- 2016-08-12 JP JP2016158502A patent/JP6434941B2/ja active Active
-
2017
- 2017-08-01 DE DE102017117358.7A patent/DE102017117358A1/de active Pending
- 2017-08-03 US US15/668,074 patent/US10522846B2/en active Active
- 2017-08-09 CN CN201710674741.1A patent/CN107732271B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018026299A (ja) | 2018-02-15 |
| US20180047995A1 (en) | 2018-02-15 |
| DE102017117358A1 (de) | 2018-02-15 |
| US10522846B2 (en) | 2019-12-31 |
| CN107732271B (zh) | 2020-11-03 |
| CN107732271A (zh) | 2018-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6434941B2 (ja) | 燃料電池スタック | |
| JP5026708B2 (ja) | 固体高分子型燃料電池用セルおよびそれを用いた固体高分子型燃料電池 | |
| JP6500046B2 (ja) | 燃料電池用金属セパレータ及びその製造方法並びに発電セル | |
| KR101230892B1 (ko) | 연료전지용 금속다공체 | |
| KR100821389B1 (ko) | 연료전지 스택용 금속 분리판의 적층성 향상을 위한 구조 | |
| US10439247B2 (en) | Fuel cell stack | |
| US7396609B2 (en) | Fuel cell and metal separator for fuel cell | |
| US10468708B2 (en) | End plate of fuel cell stack and seal structure of fuel cell stack | |
| US10476085B2 (en) | Separator for fuel cells and method for producing same | |
| US20140335444A1 (en) | Fuel cell separator with gasket and method for manufacturing the same | |
| JP4852840B2 (ja) | セパレータ | |
| JP5912942B2 (ja) | 樹脂枠付き電解質膜・電極構造体及び燃料電池 | |
| JP5275070B2 (ja) | 燃料電池及びその製造方法 | |
| JP2006032008A (ja) | 燃料電池 | |
| JP6602152B2 (ja) | 燃料電池 | |
| JP5703186B2 (ja) | 燃料電池用樹脂枠付き電解質膜・電極構造体及びその製造方法 | |
| KR102159489B1 (ko) | 연료전지용 가스켓 제조용 금형 | |
| KR101104303B1 (ko) | 연료전지용 가스켓 제작을 위한 금형 및 이에 의해 제작되는 금속 지지대를 포함하는 연료전지용 가스켓 | |
| KR101534552B1 (ko) | 연료전지 | |
| US20180175413A1 (en) | Cell frame for fuel cell | |
| JP6608798B2 (ja) | 燃料電池スタック | |
| US11769897B2 (en) | Fuel cell | |
| JP5146630B2 (ja) | 補強枠体と一体のガスケット及びその製造方法 | |
| US20240021843A1 (en) | Separator assembly for fuel cell and fuel cell stack including same | |
| JP2006173077A (ja) | セパレータ製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181016 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181109 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6434941 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |