JP6433984B2 - 非円形断面を有するクランプ部材を有するツールホルダ及びその中に切削インサートをクランプするための方法 - Google Patents
非円形断面を有するクランプ部材を有するツールホルダ及びその中に切削インサートをクランプするための方法 Download PDFInfo
- Publication number
- JP6433984B2 JP6433984B2 JP2016509601A JP2016509601A JP6433984B2 JP 6433984 B2 JP6433984 B2 JP 6433984B2 JP 2016509601 A JP2016509601 A JP 2016509601A JP 2016509601 A JP2016509601 A JP 2016509601A JP 6433984 B2 JP6433984 B2 JP 6433984B2
- Authority
- JP
- Japan
- Prior art keywords
- clamp
- shaft
- clamping
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 48
- 238000000034 method Methods 0.000 title claims description 6
- 239000002826 coolant Substances 0.000 claims description 11
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 235000018936 Vitellaria paradoxa Nutrition 0.000 claims 1
- 230000013011 mating Effects 0.000 claims 1
- 230000005540 biological transmission Effects 0.000 description 4
- 230000003213 activating effect Effects 0.000 description 2
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/04—Cutting-off tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1666—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts clamped by a clamping member acting almost perpendicularly on chip-forming plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/043—Tool holders for a single cutting tool with cutting-off, grooving or profile cutting tools, i.e. blade- or disc-like main cutting parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/03—Clamps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/14—Cutters, for shaping with means to apply fluid to cutting tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/2282—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder including tool holding clamp and clamp actuator
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Milling Processes (AREA)
- Knives (AREA)
Description
本発明は、概して、金属切削工程において使用するためのツールホルダに関し、特に、溝削り、施削及び突切り作業用のツールホルダに関する。
溝削り、施削及び突切り作業において使用されるツールホルダの分野には、ツールホルダのインサート受け入れポケット内にクランプされる切削インサートの例が多数ある。インサート受け入れポケットは上部ポケットクランプ面及び下部ポケット支持面を有する。これらツールホルダのいくつかでは、上部ポケットクランプ面と下部ポケット支持面との間に切削インサートをクランプするためにクランプ力が能動的に印加されるように構成されている。
本発明によれば、
ホルダシャンクから離れる方に延出するホルダヘッドを有する本体であって、ホルダヘッドがその前方端部に、ポケット支持面を有するインサート受け入れポケットを有する本体と、
ホルダヘッド内に保持されるクランプ部材であって、クランプ部材が、シャフト軸線に沿って長手方向に延在するクランプシャフトを含む、クランプ部材と、
クランプシャフトの当接面と動作的に係合するロック部材と、
を含み、
ツールホルダが、ポケット支持面に向かってクランプ力を誘導し、且つポケット支持面に対して切削インサートをクランプするように構成されており、
シャフト軸線がポケット支持面に交差せず、
クランプシャフトの、シャフト軸線に垂直に切った断面が非円形形状を有する、ツールホルダが提供される。
ホルダシャンクから離れる方に前方方向に延出するホルダヘッドを有する本体であって、ホルダヘッドがその前方端部にインサート受け入れポケットを有し、インサート受け入れポケットがポケット支持面及び対向するポケットクランプ面を有する、本体と、
本体内に形成され、クランプ軸線に沿って延在するクランプ穴であって、クランプ軸線がポケット支持面に交差せず、クランプ穴の、クランプ軸線に垂直に切った断面が非円形形状を有する、クランプ穴と、
本体内に形成され、クランプ穴に交差するロック穴と、
クランプ穴内に受け入れられるように構成されたクランプ部材であって、クランプ部材が当接面を有するクランプシャフトを有する、クランプ部材と、
ロック穴内に受け入れられるように構成され、クランプ部材がクランプ穴内に受け入れられると、クランプシャフトの当接面に動作的に係合し、それによってポケットクランプ面をポケット支持面に向かって付勢するクランプ力を印加するロック部材と、
を含むツールホルダアセンブリが提供される。
上述のツールホルダアセンブリと、
ポケット支持面とポケットクランプ面との間のインサート受け入れポケット内にクランプ式に保持される切削インサートと、
を含んでもよい。
方法は、
第2のインサート表面の一部がポケット支持面に接触した状態でホルダヘッドの前方端部の近傍に切削インサートを配置するステップと、
切削インサートをインサート受け入れポケット内へと略後方方向に摺動させるステップと、
第2のインサート表面とポケット支持面との間にクランプ力が印加されるまでロック部材を作動するステップと、
を含む。
より良い理解のため、ここで一点鎖線が部材の部分図の切断境界を示す添付の図面を参照し本発明を単に例として記載する。
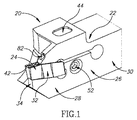
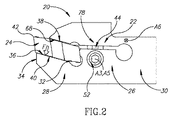
まず、本発明のいくつかの実施形態による切削ツール20を示す図1及び図2に注目されたい。切削ツール20は、切削インサート24が中に着脱可能に固定された側方に薄いツールホルダ22を含む。
第2のインサート表面40の一部がポケット支持面36に接触した状態でホルダヘッド28の前方端部34の近傍に切削インサート24を配置するステップと、
切削インサート24をインサート受け入れポケット32内へと略後方方向Rに摺動させるステップと、
第2のインサート表面40とポケット支持面36との間にクランプ力fが印加されるまでロック部材52を作動するステップと、
を含む。
Claims (25)
- ツールホルダ(22)であって、
ホルダシャンク(30)から離れる方に延出するホルダヘッド(28)を有する本体(26)であって、前記ホルダヘッド(28)がその前方端部(34)に、ポケット支持面(36)を有するインサート受け入れポケット(32)を有し、前記インサート受け入れポケット(32)が、前記ポケット支持面(36)に対向するポケットクランプ面(68)を含み、前記ポケットクランプ面(68)が前記ホルダヘッド(28)の長尺状のクランプ部(78)に形成される、本体(26)と、
前記ホルダヘッド(28)内に保持されたクランプ部材(44)であって、シャフト軸線(A1)に沿って長手方向に延在するクランプシャフト(46)を含むクランプ部材(44)と、
前記クランプシャフト(46)の当接面(54)と動作的に係合するロック部材(52)と、を含み、
前記ツールホルダ(22)が、前記ポケット支持面(36)に向かってクランプ力(f)を誘導し、且つ前記ポケット支持面(36)に対して切削インサート(24)をクランプするように構成され、
前記シャフト軸線(A1)が前記ポケット支持面(36)に交差せず、
前記クランプシャフト(46)が前記シャフト軸線(A1)に垂直に切った断面で非円形形状を有し、
前記クランプシャフト(46)が前記ホルダヘッド(28)のクランプ穴(48)内に摺動可能に保持され、前記クランプ穴(48)が前記シャフト軸線(A1)と同軸のクランプ軸線(A2)に沿って延在し、
前記クランプ穴(48)が、前記クランプ軸線(A2)に垂直に切った断面で前記クランプシャフト(46)の形状に一致する非円形形状を有し、
冷却剤ダクト(80)が、前記クランプ部(78)内に延在し、前記ポケットクランプ面(68)に隣接する冷却剤排出口(82)へと開口する、ツールホルダ(22)。 - 前記クランプシャフト(46)の長さ全体における、前記クランプシャフト(46)の、前記シャフト軸線(A1)に垂直に切った断面が非円形形状を有する、請求項1に記載のツールホルダ(22)。
- 前記クランプシャフト(46)の対向するシャフト端部(50a,50b)における、前記シャフト軸線(A1)に垂直に切った2つの断面が同一の外形を有する、請求項1又は2に記載のツールホルダ(22)。
- 前記クランプシャフト(46)が、前記シャフト軸線(A1)に垂直に切った断面で長円形形状である、請求項1〜3のいずれか一項に記載のツールホルダ(22)。
- 前記クランプシャフト(46)が前記シャフト軸線(A1)を中心に180°回転対称を示す、請求項1〜4のいずれか一項に記載のツールホルダ(22)。
- 前記シャフト軸線(A1)に沿って軸方向に切った前記クランプ部材(44)の各端面視において前記当接面(54)が不可視である、請求項1〜5のいずれか一項に記載のツールホルダ(22)。
- 前記当接面(54)が前記クランプシャフト(46)の外周縁面(56)と交差する、請求項1〜6のいずれか一項に記載のツールホルダ(22)。
- 前記当接面(54)が、凹部軸線(A4)に沿って延在する載頭円錐形のシャフト凹部(62)の一部を形成する、請求項1〜7のいずれか一項に記載のツールホルダ(22)。
- 前記当接面(54)が、全体的に、前記シャフト軸線(A1)を含むシャフト面(P1)の片側に位置し、前記凹部軸線(A4)が前記シャフト面(P1)に垂直である、請求項8に記載のツールホルダ(22)。
- 前記ロック部材(52)が前記ホルダヘッド(28)のロック穴(58)を占め、
前記ロック部材(52)が全体的に前記シャフト面(P1)の片側に位置する、請求項9に記載のツールホルダ(22)。 - 前記ロック穴(58)が、前記シャフト面(P1)に垂直なロック軸線(A3)を有し、
前記ロック穴(58)が前記ホルダヘッド(28)の2つの対向外部側面(60a,60b)の少なくとも1つと交差する、請求項10に記載のツールホルダ(22)。 - 前記クランプ部材(44)が前記クランプシャフト(46)の1つのシャフト端部(50b)にクランプヘッド(64)を含み、
前記シャフト凹部(62)が、前記凹部軸線(A4)を含み且つ前記シャフト軸線(A1)に垂直な凹部面(P2)を有し、
前記クランプヘッド(64)及び前記当接面(54)が前記凹部面(P2)の両側に位置する、請求項8〜11のいずれか一項に記載のツールホルダ(22)。 - 前記クランプシャフト(46)が、前記シャフト軸線(A1)及び前記凹部軸線(A4)に垂直な方向に最大シャフト幅(WSMAX)を有する、請求項8〜12のいずれか一項に記載のツールホルダ(22)。
- 前記クランプシャフト(46)が前記凹部軸線(A4)に沿う方向に最小シャフト幅(WSMIN)を有し、前記シャフト凹部(62)が、前記凹部軸線(A4)に沿う方向に凹部深さ(D1)を有し、
前記凹部深さ(D1)が前記最小シャフト幅(WSMIN)の3分の1を超える、請求項8〜13のいずれか一項に記載のツールホルダ(22)。 - 前記クランプ部(78)は、前記インサート受け入れポケット(32)の後方に弾性回転軸線(A6)を有する、請求項1〜14のいずれか一項に記載のツールホルダ(22)。
- 前記ロック部材(52)が前記クランプシャフト(46)の前記当接面(54)に係合していない場合でも、前記クランプシャフト(46)は前記シャフト軸線(A1)を中心に回転不能である、請求項1〜15のいずれか一項に記載のツールホルダ(22)。
- 前記ロック部材(52)が中心軸線(A5)を有し、
前記ポケットクランプ面(68)及び前記ポケット支持面(36)がクランプ距離(D2)だけ間隔を空けて配置されており、前記クランプ距離(D2)が、前記ロック部材(52)の、その中心軸線(A5)を中心とした1つの方向における回転によって減少し、前記ロック部材(52)の、その中心軸線(A5)を中心とした反対方向における回転によって増加する、請求項1〜16のいずれか一項に記載のツールホルダ(22)。 - 前記クランプシャフト(46)が2つの当接面(54)を有し、
前記クランプシャフト(46)が前記シャフト面(P1)に関して鏡面対称を示す、請求項9に記載のツールホルダ(22)。 - ホルダシャンク(30)から離れる方に前方方向(F)に延出するホルダヘッド(28)を有する本体(26)であって、前記ホルダヘッド(28)がその前方端部(34)にインサート受け入れポケット(32)を有し、前記インサート受け入れポケット(32)が、ポケット支持面(36)及び対向するポケットクランプ面(68)を有し、前記ポケットクランプ面(68)が前記ホルダヘッド(28)の長尺状のクランプ部(78)に形成される、本体(26)と、
前記本体(26)内に形成され、クランプ軸線(A2)に沿って延在するクランプ穴(48)であって、前記クランプ軸線(A2)が前記ポケット支持面(36)に交差せず、前記クランプ穴(48)が、前記クランプ軸線(A2)に垂直に切った断面で非円形形状を有する、クランプ穴(48)と、
前記本体(26)内に形成され、前記クランプ穴(48)に交差するロック穴(58)と、
前記クランプ穴(48)に受け入れられるように構成されたクランプ部材(44)であって、当接面(54)を有するクランプシャフト(46)を有するクランプ部材(44)と、
前記ロック穴(58)に受け入れられるように構成され、前記クランプ部材(44)が前記クランプ穴(48)に受け入れられると、前記クランプシャフトの当接面(54)に動作的に係合し、それによって前記ポケットクランプ面(68)を前記ポケット支持面(36)に向かって付勢するクランプ力(f)を印加するロック部材(52)と、を含み、
前記クランプ部材(44)が前記クランプ穴(48)に受け入れられると、前記クランプシャフト(46)が、前記クランプ軸線(A2)と同軸のシャフト軸線(A1)に沿って長手方向に延在し、
前記クランプシャフト(46)が、前記シャフト軸線(A1)に垂直に切った断面で前記クランプ穴(48)の形状に一致する非円形形状を有し、
冷却剤ダクト(80)が、前記クランプ部(78)内に延在し、前記ポケットクランプ面(68)に隣接する冷却剤排出口(82)へと開口する、ツールホルダ(22)アセンブリ。 - 前記ロック穴(58)が、前記前記クランプ軸線(A2)に垂直なロック軸線(A3)を有し、
前記ロック穴(58)が前記ホルダヘッド(28)の2つの対向外部側面(60a,60b)の少なくとも1つと交差する、請求項19に記載のツールホルダ(22)アセンブリ。 - 前記クランプ穴(48)が、前記ロック軸線(A3)に沿う方向に最小穴幅(WBMIN)を有する、請求項20に記載のツールホルダ(22)アセンブリ。
- 前記クランプ穴(48)が、前記クランプ軸線(A2)に垂直に切った断面で長円形形状である、請求項19〜21のいずれか一項に記載のツールホルダ(22)アセンブリ。
- 請求項19〜22のいずれか一項に記載のツールホルダ(22)アセンブリと、
前記ポケット支持面(36)と前記ポケットクランプ面(68)との間の前記インサート受け入れポケット(32)内にクランプ式に保持される切削インサート(24)と、を含む切削ツール(20)。 - 請求項19〜22のいずれか一項に記載のツールホルダ(22)アセンブリと、切削インサート(24)であって、前記切削インサート(24)が、対向する第1のインサート表面及び第2のインサート表面(38,40)を有し、作動切刃(42)が前記第1のインサート表面(38)に対応付けられている、切削インサート(24)と、を含む切削ツール(20)を組み立てる方法であって、
前記第2のインサート表面(40)の一部がポケット支持面(36)に接触した状態でホルダヘッド(28)の前方端部(34)の近傍に前記切削インサート(24)を配置するステップと、
前記切削インサート(24)をインサート受け入れポケット(32)内へと略後方方向(R)に摺動させるステップと、
前記第2のインサート表面(40)と前記ポケット支持面(36)との間にクランプ力(f)が印加されるまでロック部材(52)を作動するステップと、を含む方法。 - ホルダシャンク(30)から離れる方に延出するホルダヘッド(28)を有する本体(26)であって、前記ホルダヘッド(28)がその前方端部(34)に、ポケット支持面(36)を有するインサート受け入れポケット(32)を有し、前記インサート受け入れポケット(32)が、前記ポケット支持面(36)に対向するポケットクランプ面(68)を含み、前記ポケットクランプ面(68)が前記ホルダヘッド(28)の長尺状のクランプ部(78)に形成される、本体(26)と、
前記本体(26)内に形成され、クランプ軸線(A2)に沿って延在するクランプ穴(48)であって、前記クランプ軸線(A2)が前記ポケット支持面(36)に交差しない、クランプ穴(48)と、
前記本体(26)内に形成され、前記クランプ穴(48)に交差するロック穴(58)と、
前記クランプ穴(48)に受け入れられるように構成されたクランプ部材(44)であって、シャフト軸線(A1)に沿って長手方向に延在するクランプシャフト(46)を有するクランプ部材(44)と、
前記ロック穴(58)に受け入れられるように構成され、前記クランプ部材(44)が前記クランプ穴(48)に受け入れられると、前記クランプシャフト(46)の当接面(54)と動作的に係合するロック部材(52)と、を含み、
前記クランプ部材(44)が前記クランプ穴(48)に受け入れられると、前記ロック部材(52)が前記クランプシャフト(46)の前記当接面(54)に係合していない場合であっても前記クランプシャフト(46)が前記シャフト軸線(A1)を中心として回転不能になり、
冷却剤ダクト(80)が、前記クランプ部(78)内に延在し、前記ポケットクランプ面(68)に隣接する冷却剤排出口(82)へと開口する、ツールホルダ(22)アセンブリ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/869,767 US9656326B2 (en) | 2013-04-24 | 2013-04-24 | Tool holder having a clamping member with a non-circular cross-section and method for clamping a cutting insert therein |
| US13/869,767 | 2013-04-24 | ||
| PCT/IL2014/050326 WO2014174507A1 (en) | 2013-04-24 | 2014-04-03 | Tool holder having a clamping member with a non-circular cross-section and method for clamping a cutting insert therein |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016516599A JP2016516599A (ja) | 2016-06-09 |
| JP2016516599A5 JP2016516599A5 (ja) | 2017-04-06 |
| JP6433984B2 true JP6433984B2 (ja) | 2018-12-05 |
Family
ID=50884977
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016509601A Active JP6433984B2 (ja) | 2013-04-24 | 2014-04-03 | 非円形断面を有するクランプ部材を有するツールホルダ及びその中に切削インサートをクランプするための方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US9656326B2 (ja) |
| EP (1) | EP2988896B1 (ja) |
| JP (1) | JP6433984B2 (ja) |
| KR (1) | KR102177608B1 (ja) |
| CN (1) | CN105121077B (ja) |
| BR (1) | BR112015026725B1 (ja) |
| CA (1) | CA2910265C (ja) |
| ES (1) | ES2765950T3 (ja) |
| IL (1) | IL242078B (ja) |
| PL (1) | PL2988896T3 (ja) |
| PT (1) | PT2988896T (ja) |
| RU (1) | RU2675870C2 (ja) |
| WO (1) | WO2014174507A1 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012004804C5 (de) | 2012-03-09 | 2019-03-14 | Kennametal Inc. | Stechschneidplatte sowie Stechschneidwerkzeug |
| SE1350795A1 (sv) * | 2013-06-28 | 2014-12-29 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning jämte skärhållande blad och bytbart skär härför. |
| US9579727B2 (en) * | 2014-05-28 | 2017-02-28 | Kennametal Inc. | Cutting assembly with cutting insert having enhanced coolant delivery |
| JP6302086B2 (ja) * | 2014-10-29 | 2018-03-28 | 京セラ株式会社 | ホルダ、切削工具及び切削加工物の製造方法 |
| DE102014116915A1 (de) * | 2014-11-19 | 2016-05-19 | Kennametal Inc. | Werkzeughalter für einen Schneideinsatz |
| JP6011747B1 (ja) * | 2015-01-26 | 2016-10-19 | 株式会社タンガロイ | 切削工具 |
| USD798924S1 (en) * | 2015-11-18 | 2017-10-03 | Korloy Inc. | Tool holder for grooving machine tool |
| WO2017129413A1 (en) * | 2016-01-29 | 2017-08-03 | Seco Tools Ab | A cutting tool |
| EP3222376B1 (en) * | 2016-03-24 | 2019-01-23 | Seco Tools AB | Grooving blade, grooving tool and method of grooving a metallic workpiece |
| US10052694B2 (en) * | 2016-05-04 | 2018-08-21 | Kennametal Inc. | Apparatus and method for cooling a cutting tool using super critical carbon dioxide |
| DE102016109327A1 (de) | 2016-05-20 | 2017-11-23 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Halter für ein Werkzeug zur spanenden Bearbeitung, insbesondere für ein Langdrehwerkzeug |
| JP6920811B2 (ja) * | 2016-11-30 | 2021-08-18 | 京セラ株式会社 | 切削工具用ホルダ、切削工具及び切削加工物の製造方法 |
| US10857603B2 (en) | 2019-03-19 | 2020-12-08 | Iscar, Ltd. | Insert holder having transversely oriented insert receiving pocket with upper stopper surface, cutting tool and cutting insert |
| US10953474B2 (en) * | 2019-03-19 | 2021-03-23 | Iscar, Ltd. | Insert holder having transversely oriented insert receiving pocket with resilient upper jaw having outer flexibility groove and cutting tool |
| EP3868500B1 (en) * | 2020-02-20 | 2024-07-17 | Walter Ag | Turning tool |
| US20230092953A1 (en) * | 2021-09-22 | 2023-03-23 | Iscar, Ltd. | Tool holder with upper and lower jaws defining an insert receiving pocket and cutting tool |
| US11806793B2 (en) | 2021-11-03 | 2023-11-07 | Iscar, Ltd. | Cutting insert having laterally spaced apart, longitudinally extending wedge abutment surfaces, tool holder and cutting tool |
| CN114227295B (zh) * | 2021-12-30 | 2023-03-31 | 中国科学院光电技术研究所 | 一种刀具调节装置 |
| US11904393B1 (en) | 2022-08-18 | 2024-02-20 | Iscar, Ltd. | External grooving insert holder having upper and lower jaws connected by angled hinge portion with cooling channel extending through hinge portion, and cutting tool |
| US20240227032A9 (en) * | 2022-10-25 | 2024-07-11 | Taegutec Ltd. | Cutting tool assembly |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1217741B (de) * | 1960-12-10 | 1966-05-26 | Stockholms Hardmetall Manufakt | Spannabhebendes Werkzeug mit auswechselbarem Schneidkoerper |
| US3205558A (en) * | 1964-01-27 | 1965-09-14 | Willeys Carbide Tool Co | Cutting tool with removable throw-away insert |
| US3455001A (en) * | 1968-08-02 | 1969-07-15 | Frank Sirola | Cut-off tool |
| FR2028194A1 (ja) * | 1969-01-13 | 1970-10-09 | Hertel Karl | |
| US3846882A (en) * | 1972-11-29 | 1974-11-12 | Warner Swasey Co | Cutoff insert apparatus |
| IL84171A (en) * | 1987-10-14 | 1990-09-17 | Iscar Ltd | Cutting insert and tool holder therefor |
| SU1757773A1 (ru) * | 1991-04-04 | 1992-08-30 | Всесоюзный Научно-Исследовательский Инструментальный Институт | Канавочный резец |
| SE505488C2 (sv) | 1992-04-28 | 1997-09-08 | Sandvik Ab | Verktyg för avstickning eller liknande operationer |
| DE4236370A1 (de) | 1992-10-28 | 1994-05-05 | Krupp Widia Gmbh | Spanabhebendes Werkzeug, insbesondere Stecheinsatz |
| DE69802998T2 (de) * | 1997-03-27 | 2002-07-18 | Sandvik Ab, Sandviken | Ein- und Abstechwerkzeug |
| IL120763A (en) * | 1997-05-02 | 2001-04-30 | Iscar Ltd | Rotary tool and method of using it |
| DE19807498A1 (de) | 1998-02-21 | 1999-09-02 | Horn P Hartmetall Werkzeugfab | Halter für spanabhebende Werkzeug-Einsätze |
| SE522930C2 (sv) * | 2001-04-24 | 2004-03-16 | Sandvik Ab | Skärverktyg för avsticknings- och spårstickningsändamål med en spännmekanism innefattande dragstång och spännskruv |
| SE530579C2 (sv) * | 2006-11-28 | 2008-07-08 | Sandvik Intellectual Property | Verktyg och grundkropp för spånavskiljande bearbetning med flera kanaler |
| CN101074597A (zh) * | 2007-06-26 | 2007-11-21 | 煤炭科学研究总院西安分院 | 一种弹性椭圆插销 |
| KR101075292B1 (ko) * | 2010-01-14 | 2011-10-20 | 대구텍 유한회사 | 절삭 공구 |
| DE102010000640A1 (de) * | 2010-03-04 | 2011-09-08 | Gühring Ohg | Stirnfräser |
| IL205091A (en) * | 2010-04-14 | 2014-01-30 | Iscar Ltd | Cutting tools and cutting tool for him |
| JP5800017B2 (ja) * | 2011-05-12 | 2015-10-28 | 株式会社タンガロイ | 切削インサートのクランプ装置、切削工具および切削インサート |
| RU110318U1 (ru) * | 2011-06-07 | 2011-11-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Московский государственный технологический университет "СТАНКИН" (ФГБОУ ВПО МГТУ "СТАНКИН") | Сборный резец для изготовления канавок |
| DE202011101852U1 (de) | 2011-06-14 | 2012-09-19 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Schneidvorrichtung |
| AT12770U1 (de) * | 2011-09-09 | 2012-11-15 | Ceratizit Austria Gmbh | Schneideinsatzhalter |
| US8740511B2 (en) * | 2011-12-08 | 2014-06-03 | Iscar, Ltd. | Tool holder and method for clamping a cutting insert therein |
-
2013
- 2013-04-24 US US13/869,767 patent/US9656326B2/en active Active
-
2014
- 2014-04-03 BR BR112015026725-4A patent/BR112015026725B1/pt active IP Right Grant
- 2014-04-03 ES ES14728353T patent/ES2765950T3/es active Active
- 2014-04-03 CA CA2910265A patent/CA2910265C/en active Active
- 2014-04-03 CN CN201480023127.3A patent/CN105121077B/zh active Active
- 2014-04-03 PT PT147283535T patent/PT2988896T/pt unknown
- 2014-04-03 PL PL14728353T patent/PL2988896T3/pl unknown
- 2014-04-03 RU RU2015150063A patent/RU2675870C2/ru active
- 2014-04-03 EP EP14728353.5A patent/EP2988896B1/en active Active
- 2014-04-03 KR KR1020157029994A patent/KR102177608B1/ko active IP Right Grant
- 2014-04-03 WO PCT/IL2014/050326 patent/WO2014174507A1/en active Application Filing
- 2014-04-03 JP JP2016509601A patent/JP6433984B2/ja active Active
-
2015
- 2015-10-14 IL IL24207815A patent/IL242078B/en active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| PT2988896T (pt) | 2020-02-19 |
| JP2016516599A (ja) | 2016-06-09 |
| WO2014174507A1 (en) | 2014-10-30 |
| KR20160004271A (ko) | 2016-01-12 |
| RU2015150063A (ru) | 2017-05-29 |
| BR112015026725A8 (pt) | 2019-12-24 |
| KR102177608B1 (ko) | 2020-11-12 |
| BR112015026725A2 (pt) | 2017-07-25 |
| EP2988896A1 (en) | 2016-03-02 |
| EP2988896B1 (en) | 2019-12-11 |
| CN105121077B (zh) | 2018-11-13 |
| CA2910265A1 (en) | 2014-10-30 |
| US9656326B2 (en) | 2017-05-23 |
| US20140321926A1 (en) | 2014-10-30 |
| RU2675870C2 (ru) | 2018-12-25 |
| CA2910265C (en) | 2021-03-02 |
| CN105121077A (zh) | 2015-12-02 |
| IL242078B (en) | 2019-11-28 |
| ES2765950T3 (es) | 2020-06-11 |
| PL2988896T3 (pl) | 2020-05-18 |
| BR112015026725B1 (pt) | 2023-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6433984B2 (ja) | 非円形断面を有するクランプ部材を有するツールホルダ及びその中に切削インサートをクランプするための方法 | |
| JP2016516599A5 (ja) | ||
| KR100970091B1 (ko) | 디버링 공구 및 그 절삭 삽입체 | |
| KR101883539B1 (ko) | 후방 탄성 슬릿을 갖는 절삭 삽입체 및 절삭 공구 | |
| US6299389B1 (en) | Cutting tool assembly | |
| EP2999563B1 (en) | Cutting insert having a rearwardly offset cutting edge and cutting tool | |
| EP1263543B1 (en) | Cutting tool assembly | |
| JP6175446B2 (ja) | 工具ホルダーおよび切削インサートをその内部にクランプする方法 | |
| CN108778582A (zh) | 切削工具 | |
| JP5157660B2 (ja) | 切削インサートおよびインサート着脱式切削工具 | |
| US20080101878A1 (en) | Tool for cutting machining | |
| KR20180005707A (ko) | 날끝 교환식 절삭 공구 | |
| KR20120134111A (ko) | 절삭 인서트 및 절삭 공구 | |
| CN109689259B (zh) | 具有围绕枢转轴线被力矩保持的可转位切削刀片的切削工具 | |
| JP5092506B2 (ja) | 微調整機構およびこれを備えたスローアウェイ式切削工具 | |
| JP5272682B2 (ja) | インサート着脱式正面フライス | |
| IL232810A (en) | Tool holder and molding method of cutting insert inside |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170302 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170302 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181025 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6433984 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |