JP6431451B2 - 通気部材付き樹脂部材及びその製造方法、筐体並びにセンサ - Google Patents
通気部材付き樹脂部材及びその製造方法、筐体並びにセンサ Download PDFInfo
- Publication number
- JP6431451B2 JP6431451B2 JP2015143545A JP2015143545A JP6431451B2 JP 6431451 B2 JP6431451 B2 JP 6431451B2 JP 2015143545 A JP2015143545 A JP 2015143545A JP 2015143545 A JP2015143545 A JP 2015143545A JP 6431451 B2 JP6431451 B2 JP 6431451B2
- Authority
- JP
- Japan
- Prior art keywords
- ventilation
- mold
- recess
- resin
- ventilation member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N33/00—Investigating or analysing materials by specific methods not covered by groups G01N1/00 - G01N31/00
- G01N33/0004—Gaseous mixtures, e.g. polluted air
- G01N33/0009—General constructional details of gas analysers, e.g. portable test equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/0002—Casings; Housings; Frame constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/10—Particle separators, e.g. dust precipitators, using filter plates, sheets or pads having plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
- B29C2045/14122—Positioning or centering articles in the mould using fixed mould wall projections for centering the insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0065—Permeability to gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/752—Measuring equipment
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Biochemistry (AREA)
- General Physics & Mathematics (AREA)
- Medicinal Chemistry (AREA)
- Physics & Mathematics (AREA)
- Analytical Chemistry (AREA)
- Combustion & Propulsion (AREA)
- General Health & Medical Sciences (AREA)
- Food Science & Technology (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Investigating Or Analyzing Materials By The Use Of Electric Means (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Investigating Or Analyzing Materials By The Use Of Fluid Adsorption Or Reactions (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
そこで、本発明は、通気部材の変形を抑制すると共に、通気孔を通気部材が完全に塞ぐことができ、かつ通気孔を通気部材が完全に塞いでいることを容易に確認できる通気部材付き樹脂部材及びその製造方法、筐体並びにセンサを提供することを目的とする。
この通気部材付き樹脂部材によれば、第1凹部が表面及び裏面を貫通しないので、第1凹部から通気部材の一部が視認され、第1凹部の他の部分が通気部材で閉塞されない場合であっても、この非閉塞部位が開口部となって通気部材を介さずに通気されることを抑制できる。
この通気部材付き樹脂部材によれば、表面と裏面のいずれの面からも第1凹部を観察できるので、通気部材が通気孔を完全に塞いでいるか否かをさらに容易に確認できる。
第1凹部と第2凹部は凹状であり周囲より厚みが薄いため、強度が低い。このため、第1凹部と第2凹部とが周方向に重なった場合には、この重なり部分で強度が大幅に低下する可能性があるが、周方向に第1凹部と第2凹部とが重ならないように構成すれば、強度の低下を防止することができる。
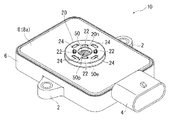
図1は、本発明の第1の実施形態に係る通気部材付き樹脂部材8を含むケース10の斜視図、図2は通気部材付き樹脂部材8の裏面側から見た通気孔20h近傍の部分斜視図、図3は通気部材付き樹脂部材8の表面8a側から見た通気孔20h近傍の上面図、図4は図3のA−A線に沿う断面図である。
ケーシング本体部6の2つの長辺の中央部から外側に向かってそれぞれフランジ部2が延びており、各フランジ部2の中央にはボルト孔が開口している。そして、ボルト孔に挿通したボルト(図示せず)を、取付対象体(例えば車両の所定部位)にネジ止めすることで、内部に被収容物(センサ素子60(図8参照)等)を収容したケース10を取付対象体に取付けるようになっている。又、ケーシング本体部6の1つの短辺から外側に向かい、外部との信号の入出力を行うための筒状のコネクタ部4が延びている。
なお、金網50より下側(ケース10の内部側)に、通気孔20hを覆うように撥水フィルタ(図示しない)を配置し、通気孔20hからケース10の内部に水が浸入することを防止してもよい。又、撥水フィルタは、金網50より上側で、通気孔20hを覆うように配置してもよい。
又、後述する図8に示すように、ケース10の内部に配置されたセンサ素子60は水素ガスセンサ素子である、そして、金網50は、センサ素子60の温度が水素ガスの発火温度よりも上昇して発火した場合であっても、火炎がケース10の外部に出るのを防止する防爆機能を有するフレームアレスタとなっている。
なお、「通気部材付き樹脂部材」はケース10の少なくとも一部の部材を構成していればよく、ケース10が複数の部材からなる場合、金網50及び通気孔20hを有する部材が「通気部材付き樹脂部材」に相当する。又、ケース10のすべての部材が樹脂製である必要はなく、少なくとも「通気部材付き樹脂部材」である上面板8が樹脂製であればよい。例えばケーシング本体部6を金属製としてもよい。又、本実施形態では、上面板8は、ケーシング本体部6に接着剤や溶着等によって固定される。
また、通気部材(金網50)は、樹脂部材を表裏方向から見たときの通気孔の外形よりも外形が大きい。
又、環状部材20のうち、第1凹部22よりも外周側には、金網50の外周縁50eを取り囲むようにして上面板8の表面8aから凹む長円形の第2凹部24が周方向に等間隔に4個配置されている。
一方、図2に示すように、上面板8の裏面8b側の中央部からも環状部材20が突出し、環状部材20の内側には通気孔20hが開口しているが、裏面8bには第1凹部や第2凹部は形成されていない。
まず、図3に示すように、第1凹部22の表裏方向(上面板8の表面8aから裏面8bへ向かう厚み方向)に金網50の少なくとも一部(本例では金網50の全て)が表出して視認可能になっている。具体的には、図4に示すように、第1凹部22は、表面8aから金網50に達する深さまで凹んでおり、第1凹部22の底部に表出した金網50が視認されることになる。ここで、第1凹部22は、通気孔20hよりも外周側で、かつ金網50の外周部分50p(外周縁50eよりも内周側)に配置されている。従って、第1凹部22から金網50の少なくとも一部が視認される場合には、金網50の外周縁50eが第1凹部22、ひいては通気孔20hよりも外周側に位置する、すなわち金網50が通気孔20hを完全に塞いでいることになる。
なお、後述する図5に示すように、第1凹部22は、上面板8を樹脂成形する際の型に形成された第1の突起122の頂面122aが金網50の面に当接して形成される。このとき、金網50が若干浮いて頂面122aの一部が金網50から離間した状態で樹脂成形されると、第1凹部22の一部に金網50が表出するが、他の部分は金網50が埋設されて樹脂が見えることになる。このような場合も、第1凹部22から金網50の一部が視認可能であるものとする。
このように、第1凹部22を表裏方向に観察することで、金網50が通気孔20hを完全に塞いでいるか否かを容易に確認できる。なお、第1凹部22からの金網50の観察は目視でもよいが、所定の画像認識等で自動的に行うこともできる。又、詳しくは後述するが、第1凹部22は射出成形時に金網50の面を支え、溶融樹脂の成形圧により金型内で金網50が変形して撓むことを抑制する機能をも有する。
ここで、後述するように、第2凹部24は、上面板8を成形するための金型のコア(突起)によって樹脂が充填されなかった部分であり、この突起が金網50の外周縁50eを取り囲んで射出成形時の金網50の面方向へのズレを防止する。従って、第2凹部24は、成形時の金網50の面方向へのズレを防止する機能を有する。又、このように、第2凹部24は、金網50を外周側から取り囲むコアによって形成されるため、図4に示すように、表面8aから第2凹部24は金網50より深く凹み、第1凹部22よりも凹むことになる。但し、後述するように、第1凹部が表面に、第2凹部が裏面に形成されている場合など、深さの関係が第1凹部<第2凹部とならないこともある。
本実施形態では、表裏方向に、通気部材(金網50)と第2凹部24を投影したとき、通気部材(金網50)の外形を拡大した仮想外形線に重なる位置に第2凹部24が配置されている。
なお、第2凹部24が金網50の外周縁50eを「取り囲む」とは、第2凹部24の内側面24iが金網50の外周縁50eに接し、又は第2凹部24が外周縁50eよりも外周側に配置されて両者の間に樹脂が埋設されていることをいう。そして、第2凹部24が金網50の外周縁50eに接している場合は、図4に示すように、第2凹部24の内側面24iに金網50の外周縁50eの端面が視認できるが、「表裏方向」には第2凹部24から金網50は視認不能である。
このように、視認不能とは、第2凹部24の内側面24iには金網50の外周縁50eの端面が視認できるものの、第2凹部24の内側面24iから突出するなどして表裏方向に視認可能ではないこと、または、第2凹部24の内側面24iに金網50が露出していないことを意味する。
ここで、下型100は、円柱状に凹む凹部100rと、凹部100rの中央から上方に円柱状に突出する中央突起120aと、中央突起120aの外周側にて凹部100rから上方にかつ周方向に等間隔に長円柱状に突出する4個の第1の突起122と、第1の突起122の外周側にて凹部100rから上方にかつ周方向に等間隔に長円柱状に突出する4個の第2の突起124と、を有する。
第2の突起124は第1の突起122よりも上方に突出している。第2の突起124の内側面124iは、金網50の外周縁50eよりわずかに大径の円周上に位置し、第2の突起124の内周側に金網50をセットできるようになっている。
ここで、凹部100rはキャビティCAの一部を構成し、図1の表面8a側の環状部材20を形成する。中央突起120a、第1の突起122、及び第2の突起124は、それぞれ表面8a側の通気孔20h、第1凹部22及び第2凹部24を形成する。又、第2の突起124の内周側(但し、第1の突起122を除く)はキャビティCAの一部を構成し、この部位の樹脂に金網50の外周部分50p(図1参照)を埋設する。
又、凹部180rはキャビティCAの一部を構成し、図1の裏面8b側の環状部材20を形成する。中央突起120bは、裏面8b側の通気孔20hを形成する。
次に、図5(c)及び図7に示すように、下型100と上型180の中央突起120a、120b同士で金網50の中央部分を挟むようにして下型100の上に所定の間隔で上型180を設置し、下型100と上型180との間にキャビティCAを形成する。そして、キャビティCA内に溶融樹脂REを射出成形すると、図5(d)に示す上面板8を製造することができる。
又、金網50の外周部分50pのキャビティCAでは、金網50の厚み方向(図7では下方)に所定の成形圧Fで溶融樹脂REが流れるため、成形圧Fにより金網50が変形して撓むおそれがある。そこで、第1の突起122の頂面122aが金網50の下面に当接して成形圧Fに対抗することで、金網50の変形を抑制することができる。
以上のように、成形時の金網50の変形やズレを抑制して製品不良を低減するので、歩留りを向上させることができる。又、成形時に金網50がズレることを防止するので、通気孔20hを金網50が完全に塞ぐことができ、通気部材による所定の効果(防爆機能等)を確実に発揮することができる。
又、本実施形態では第1凹部22及び第2凹部24を上型の一方の面(表面8a)のみに形成し、かつ第1凹部22及び第2凹部24が表面8a及び裏面8bに連通していない。このため、図2に示すように、裏面8b側の通気孔20hの外周側(環状部材20)が平面となり、この面を利用して各種の部品を配置することができる。例えば、図8に示すように、この面(環状部材20)で環状の弾性シール体90を接着することができる。
センサ15は、センサ素子60と、回路基板80と、センサ素子60及び回路基板80を収容する上述のケース10とを備えている。回路基板80の上面には、台座74を介してセンサ素子60が搭載(実装)され、センサ素子60の複数(この例では4個)の電極は、台座74の四隅から下方に突出する接続端子72のそれぞれにボンディングワイヤを介して接続されている。そして、回路基板80をケーシング本体部6に位置決めして収容し、ケーシング本体部6の上面開口6aの内縁に上面板8を嵌合すると、上面板8の裏面8b側の環状部材20に接着された環状の弾性シール体90が回路基板80の上面を押圧し、回路基板80を固定するようになっている。
回路基板80には、センサ素子60を制御するマイコンや各種電子部品(図示せず)が半田付け等により実装されている。又、回路基板80には、センサ素子60との電気的接続を行うための複数の配線部31a〜31cが形成され、各配線部31a〜31cの一端側には4本のスルーホール31hが形成されている。そして、各スルーホール31hに接続端子72が挿通され、センサ素子60が回路基板80に電気的に接続され、各配線部31a〜31cはコネクタ部4を介して外部に引き出される。
そして、回路基板80の表面と、通気孔20hと、弾性シール体90の内側面で囲まれたケース10の内部空間が、センサ素子60を臨ませつつ被検出雰囲気に連通する測定室Sを形成し、測定室S内の被検出雰囲気中の水素ガス濃度をセンサ素子60にて検出するようになっている。
なお、第2の実施形態に係る通気部材付き樹脂部材は、金網55、第1凹部32a、32b及び第2凹部34を含む環状部材30以外の構成は第1の実施形態と同一であるので、同一の構成部分については、図示を省略したり同一符号を付して説明を省略する。又、上面板8の環状部材30近傍のみ図示する。
又、図9に示すように、上面板8の中央部に第1の実施形態と同様な円形の環状部材30が形成され、環状部材30の内側には1個の円形の通気孔30hが開口している。そして、金網55の外周部分55pが環状部材30を構成する樹脂により埋設されると共に、金網55が通気孔30hを通気可能に塞いでいる。
環状部材30のうち、通気孔30hよりも外周側であって金網55の外周部分55pには、上面板8の表面8aから凹む長円形の第1凹部32aが周方向に等間隔に3個配置されている。又、環状部材30のうち、第1凹部32aと同一円周上に、周方向に第1凹部32aと交互に配置されるようにして、上面板8の表面8aから凹む長円形の第2凹部34が周方向に等間隔に3個配置されている。
なお、各第1凹部32aは、金網55の上記各短辺にそれぞれ平行に配置されている。又、各第2凹部34は、金網55の各長辺にそれぞれ平行に配置されると共に、各長辺の中央部にて金網55の外周縁55eを外周側から取り囲んでいる。
このように、第2の実施形態においては、第1凹部32a、32bが金網55を挟んで表面8a及び裏面8bに連通している(図11参照)。但し、第1凹部32a、32bの深さは、それぞれ表面8a又は裏面8bから金網55に達するまでの深さで規定されるので、第2凹部34は第1凹部32a、32bよりも凹んでいることになる。
又、第2凹部34は自身の内側面34iにて金網50の外周縁50eを外周側から取り囲むように凹むので、第2凹部34の底部に金網50は表出せず視認不能であると共に、成形時の金網55の面方向へのズレを防止する。
そして、第2の実施形態では、第1凹部32a、32bが金網55を挟んで表面8a及び裏面8bに連通しているため、隙間Gから金網50を介さずに通気が可能となる。この場合であっても、例えば図8に示す環状の弾性シール体90を第1凹部32b上に接着して隙間Gを閉塞したり、第1凹部32a、32bより内周側に弾性シール体90を取り付けることで測定室Sを隙間Gから空間的に分離するようにすれば、問題はない。また、表面8a及び裏面8bに連通した第1凹部32a、32bを覆うように撥水フィルタを配置し、第1凹部32a、32bからケース10の内部に水が浸入することを防止してもよい。
一方、第2の実施形態では、表面8aと裏面8bのいずれの面からも第1凹部32a、32bを観察できるので、金網55が通気孔30hを完全に塞いでいるか否かをさらに容易に確認できる。従って、用途やケース10の形状等に応じて、第1凹部32a、32bを表面8a及び裏面8bに連通させるか否かを設定すればよい。
ここで、下型200は、円柱状に凹む凹部200rと、凹部200rの中央から上方に円柱状に突出する中央突起220aと、中央突起220aの外周側にて凹部200rから上方にかつ周方向に等間隔に長円柱状に突出する3個の第1の突起222と、凹部200rから上方にかつ周方向に等間隔に長円柱状に突出する3個の第2の突起224と、を有する。
第2の突起224は、第1の突起222と同一円周上に、かつ周方向に第1の突起222と交互に配置されている。第2の突起224は第1の突起222よりも上方に突出している。
ここで、凹部200rはキャビティCAの一部を構成し、図9の表面8a側の環状部材30を形成する。中央突起220a、第1の突起222、及び第2の突起224は、それぞれ表面8a側の通気孔30h、第1凹部32a及び第2凹部34を形成する。又、第2の突起224の内周側(但し、第1の突起222を除く)はキャビティCAの一部を構成し、この部位の樹脂に金網55の外周部分55p(図9参照)を埋設する。
又、凹部280rはキャビティCAの一部を構成し、図9の裏面8b側の環状部材30を形成する。中央突起220b、第1の突起223は、それぞれ裏面8b側の通気孔30h、第1凹部32bを形成する。
次に、下型200と上型280の中央突起220a、220b同士で金網55の中央部分を挟むようにして下型200の上に所定の間隔で上型280を設置し、下型200と上型280との間にキャビティCAを形成する。そして、図12(c)に示すように、キャビティ内に溶融樹脂REを射出成形すると、図12(d)に示す第2の実施形態に係る上面板8を製造することができる。
又、金網55の外周部分55pのキャビティCAでは、金網55の厚み方向(図13では下方)に所定の成形圧Fで溶融樹脂REが流れるため、成形圧Fにより金網55が変形して撓むおそれがある。そこで、第1の突起222の頂面222aが金網55の下面に当接して成形圧Fに対抗するので、金網55の変形を抑制することができる。
さらに、第2の実施形態では、上型280にも第1の突起223が形成され、上下それぞれの第1の突起222、223が金網55をしっかりと挟んだ状態で成形圧Fに対抗するので、金網50の変形をより一層抑制することができる。又、キャビティCAの形状等によっては、溶融樹脂REの流れる方向が図13と逆向き(上方)となる場合があるが、第2の実施形態では、金網55の上下のいずれの面も、それぞれ第1の突起222、223の各頂面222a、223aによって挟まれて成形圧Fに対抗する。このため、溶融樹脂REの流れる方向によらずに、金網55の変形を抑制することができる。
例えば、上記第1の実施形態においては、第1凹部22と第2凹部24とが同じ面(表面8a)に形成されたが、図14に示すように、例えば第2凹部24を表面8a側に形成し、第1凹部22xを反対面(裏面8b)側に形成してもよい。
又、図15に示すように、例えば第1凹部22、22xを周方向に表面8a側と裏面8b側に互い違いに形成してもよい。同様に、第2凹部24、24xを周方向に表面8a側と裏面8b側に互い違いに形成してもよい。さらに、通気孔は1個に限らず、例えば2個の通気孔20h1、20h2を形成してもよい。
又、図16に示すように、例えば第1凹部22yと第2凹部24yのいずれか又は両方を、周方向に繋がる環状の凹溝として形成してもよい。但し、第1凹部が表裏面の両方に連通して形成される場合には、この凹部を環状とすると、その部位に樹脂が充填されずに強度が低下するので、環状とせずに周方向に間隔を開けて第1凹部を形成する必要がある。
又、上記実施例では、第1凹部22は通気孔20hと離間しているが、これに限られず、図17に示すように、例えば第1凹部22と通気孔20hとが一部繋がっていてもよい。
又、上記実施形態においては、センサ15としてガスセンサの1種である水素ガスセンサを例示したが、例えば酸化物半導体、発熱抵抗体、又は熱伝導素子を用いた可燃性ガスセンサであってもよい。又、センサ15としてはガスセンサに限らず、温度センサや湿度センサ等の他のセンサであってもよい。
8a 通気部材付き樹脂部材の表面
8b 通気部材付き樹脂部材の裏面
10 筐体
15 センサ
20h、30h 通気孔
22、32a、32b 第1凹部
24、34 第2凹部
50、55 通気部材
50p、55p 通気部材の外周部分
50e、55e 通気部材の外周縁
60 センサ素子
100、200 第1の型
120a、120b、220a、220b 中央突起
122、222、223 第1の突起
124、224 第2の突起
180、280 第2の型
CA キャビティ
RE 溶融樹脂
Claims (7)
- 自身の表面から裏面にかけて貫通する1個以上の通気孔を有する樹脂部材と、
前記通気孔よりも外形が大きく、前記通気孔を通気可能に塞ぐシート状の通気部材と、
を有し、
前記通気部材の外周部分が前記樹脂部材に埋設された通気部材付き樹脂部材において、
前記通気孔の周囲に配置され、前記表面又は前記裏面の少なくとも一方から凹んで前記通気部材の少なくとも一部を表裏方向に視認可能な第1凹部と、
前記通気部材の外周縁の外側に配置され前記表面又は前記裏面の少なくとも一方から凹んで前記通気部材が前記表裏方向に視認不能な第2凹部と、をさらに有する通気部材付き樹脂部材。 - 前記第1凹部は前記表面及び前記裏面を貫通しない請求項1記載の通気部材付き樹脂部材。
- 前記第1凹部は前記表面及び前記裏面に形成されている請求項1又は2記載の通気部材付き樹脂部材。
- 前記表面から前記裏面に向かう方向と直交する方向において、前記通気孔の中心から前記第1凹部と前記第2凹部とを見たとき、前記第1凹部と前記第2凹部とは重ならない請求項1〜3のいずれか一項に記載の通気部材付き樹脂部材。
- 自身の表面から裏面にかけて貫通する1個以上の通気孔を有する樹脂部材と、前記通気孔よりも外形が大きく、前記通気孔を通気可能に塞ぐシート状の通気部材と、を有し、前記通気部材の外周部分が前記樹脂部材に埋設された通気部材付き樹脂部材を、第1の型及び第2の型の間に形成されたキャビティ内に溶融樹脂を射出成形して製造する方法であって、
前記第1の型及び前記第2の型は、前記通気部材の前記外周部分を除く中央部分にそれぞれ当接して前記通気孔を形成するための1個以上の中央突起をそれぞれ有し、
さらに前記第1の型と前記第2の型の少なくとも一方は、前記中央突起の外周側に配置され、前記通気部材の前記外周部分の一部に当接する1個以上の第1の突起を有し、かつ、
前記第1の型と前記第2の型の少なくとも一方は、前記中央突起の外周側に配置され、前記通気部材の外周縁を取り囲む1個以上の第2の突起を有し、
前記第1の型と前記第2の型の少なくとも一方に形成された前記第2の突起の内周側に前記通気部材を設置する通気部材設置工程と、
前記第1の型と前記第2の型の前記中央突起同士で前記通気部材の前記中央部分を挟んで前記第1の型と前記第2の型とを設置し、前記キャビティを形成するキャビティ形成工程と、
前記キャビティ内に前記溶融樹脂を射出成形する樹脂成形工程と、
を有する通気部材付き樹脂部材の製造方法。 - 請求項1〜4のいずれか一項に記載の通気部材付き樹脂部材を含む筐体。
- 請求項6に記載の筐体と、前記通気孔に対向しつつ前記筐体の内部に収容されたセンサ素子と、を備えたセンサ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015143545A JP6431451B2 (ja) | 2014-08-26 | 2015-07-20 | 通気部材付き樹脂部材及びその製造方法、筐体並びにセンサ |
| DE102015010501.9A DE102015010501B4 (de) | 2014-08-26 | 2015-08-12 | Kunstharzbauteil mit gasdurchlässigem Glied und Verfahren zur Herstellung desselben, Gehäuse, und Sensor |
| US14/826,764 US9739759B2 (en) | 2014-08-26 | 2015-08-14 | Resin member with gas permeable member and method of manufacturing the same, casing, and sensor |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014171138 | 2014-08-26 | ||
| JP2014171138 | 2014-08-26 | ||
| JP2015143545A JP6431451B2 (ja) | 2014-08-26 | 2015-07-20 | 通気部材付き樹脂部材及びその製造方法、筐体並びにセンサ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016047646A JP2016047646A (ja) | 2016-04-07 |
| JP6431451B2 true JP6431451B2 (ja) | 2018-11-28 |
Family
ID=55312217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015143545A Active JP6431451B2 (ja) | 2014-08-26 | 2015-07-20 | 通気部材付き樹脂部材及びその製造方法、筐体並びにセンサ |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9739759B2 (ja) |
| JP (1) | JP6431451B2 (ja) |
| DE (1) | DE102015010501B4 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6551080B2 (ja) * | 2015-09-04 | 2019-07-31 | 株式会社デンソー | 流量測定装置 |
| JP6462166B1 (ja) * | 2018-02-26 | 2019-01-30 | 株式会社 プラスコンフォート | 樹脂形成部材 |
| CN109382968B (zh) * | 2018-10-23 | 2021-08-24 | 宁波汇智恒动自动化科技有限公司 | 一种用于注塑机的视觉检测和矫正系统 |
| US20220146445A1 (en) * | 2019-03-27 | 2022-05-12 | Nissha Co., Ltd. | Mems gas sensor mount body |
| NL2022953B1 (nl) * | 2019-04-16 | 2020-10-26 | Qos Group B V | Een filter voor een ontluchtingsopening van een container |
| JP7284012B2 (ja) * | 2019-07-05 | 2023-05-30 | 矢崎総業株式会社 | 防水性通気膜のインサート成形構造、及び成形品 |
| USD975262S1 (en) * | 2020-02-27 | 2023-01-10 | Ningbo Pureza Technology, LLC | Air filter |
| CN115248284A (zh) * | 2021-04-27 | 2022-10-28 | 海湾安全技术有限公司 | 可燃气体传感器模块和可燃气体感测装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1590950A (ja) | 1968-11-07 | 1970-04-20 | ||
| WO2001020958A1 (fr) * | 1999-09-16 | 2001-03-22 | Tokai Kogyo Co., Ltd. | Boitier en resine alliant permeabilite a l'air et impermeabilite a l'eau, et moule permettant de produire ledit boitier |
| JP2002347068A (ja) * | 2001-05-29 | 2002-12-04 | Tokai Kogyo Co Ltd | 一部に通気可能部を有する樹脂成形品、及びその製造方法 |
| JP3743718B2 (ja) * | 2002-11-14 | 2006-02-08 | 愛三工業株式会社 | ガス検知器 |
| JP4191061B2 (ja) * | 2004-02-23 | 2008-12-03 | 河村化工株式会社 | ケース部材の製造方法 |
| JP2006305979A (ja) * | 2005-05-02 | 2006-11-09 | Denso Corp | フィルタの製造方法 |
| US8727844B2 (en) * | 2007-09-04 | 2014-05-20 | Nitto Denko Corporation | Ventilation member and method of manufacturing the same |
| JP4912354B2 (ja) * | 2008-05-30 | 2012-04-11 | 株式会社イワサキ | 容器又は枠体に柔軟なメッシュ部材をインサート成型により一体化する方法 |
-
2015
- 2015-07-20 JP JP2015143545A patent/JP6431451B2/ja active Active
- 2015-08-12 DE DE102015010501.9A patent/DE102015010501B4/de active Active
- 2015-08-14 US US14/826,764 patent/US9739759B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102015010501A1 (de) | 2016-03-03 |
| US20160109419A1 (en) | 2016-04-21 |
| JP2016047646A (ja) | 2016-04-07 |
| US9739759B2 (en) | 2017-08-22 |
| DE102015010501B4 (de) | 2022-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6431451B2 (ja) | 通気部材付き樹脂部材及びその製造方法、筐体並びにセンサ | |
| JP6533380B2 (ja) | センサ | |
| JP5477257B2 (ja) | 機器用コネクタ | |
| TWI674188B (zh) | 氣體透過構件及其製造方法 | |
| JP2007152891A (ja) | 通気フィルタ付き筐体部品の製造方法および通気フィルタ付き筐体の製造方法 | |
| JP6176310B2 (ja) | 機器ケースの閉止構造 | |
| TWI596517B (zh) | 觸控裝置 | |
| US11081757B2 (en) | Battery | |
| JP2020042902A (ja) | コネクタ | |
| JP2014164825A (ja) | コネクタ | |
| JP2008053472A (ja) | 3次元シール構造、3次元シール方法 | |
| JP5563245B2 (ja) | 通気栓及び通気栓の検査方法 | |
| US20110216487A1 (en) | Electronic apparatus for vehicle | |
| JP6622593B2 (ja) | センサの検査方法及びセンサの製造方法 | |
| JP6152230B2 (ja) | 半導体圧力センサ装置 | |
| JP2014175366A (ja) | 防水ケースの通気部の構造 | |
| JP2014112533A (ja) | 通気部材 | |
| JP2008012856A (ja) | 多孔質部材を備えたインサート成形品及び多孔質部材を備えたインサート成形品の製造方法 | |
| CN110658302A (zh) | 氮氧传感器和带有防水透气结构的壳体 | |
| JP2014233156A (ja) | 防水筐体 | |
| JP2015111094A (ja) | 可燃性ガスセンサ及びその製造方法 | |
| JP5765523B2 (ja) | 燃料電池用ガスケット | |
| JP2021018153A (ja) | ガス検出器 | |
| CN104964074B (zh) | 透气阀及应用该透气阀的电子装置与其制造方法 | |
| JP2020109729A (ja) | コネクタ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171115 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20171130 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20171204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181102 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6431451 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |