JP6400973B2 - いなり寿司製造方法と製造装置 - Google Patents
いなり寿司製造方法と製造装置 Download PDFInfo
- Publication number
- JP6400973B2 JP6400973B2 JP2014154391A JP2014154391A JP6400973B2 JP 6400973 B2 JP6400973 B2 JP 6400973B2 JP 2014154391 A JP2014154391 A JP 2014154391A JP 2014154391 A JP2014154391 A JP 2014154391A JP 6400973 B2 JP6400973 B2 JP 6400973B2
- Authority
- JP
- Japan
- Prior art keywords
- frying
- sushi rice
- sushi
- air
- blowing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Cereal-Derived Products (AREA)
Description
B 寿司成形機構部
C 90°旋回移載装置
C1、C2 回動支持部
E パック詰め作業部
K パック
L リフタ
P 寿司飯
Q 油揚
Q1 油揚余端
S いなり寿司
V1 油揚間欠搬送コンベア(油揚間欠搬送機構)
V2 整列コンベア
1 ターンテーブル
2 成形孔
3 寿司飯供給部
5 昇降機構
6 寿司飯移送台
8 下方押出機構
9 寿司飯押出ロッド(寿司飯押出機構)
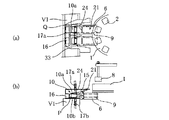
10 寿司飯導入案内機構
10a、10b ガイドピース
10c 引っ張りバネ
10d、10e 突出部
11 寿司飯供給機構
13 長孔
14 位置決め用突条
15 導入案内室
16 押え部材
17a、17b 掴持用爪(掴持機構)
21 送風機構
22 送風パイプ
23 ジョイント部
23a ノズル
24 送風口
32 昇降機構
33 保持枠体
34 バネ
35 油揚上部押え機構
35a 油揚上部押え板
Claims (4)
- 油揚を一定間隔をおいて一定方向へ間欠搬送する油揚間欠搬送機構の下流一側に配置した掴持機構により油揚の切口部を開口する工程と、油揚間欠搬送機構側への進出移動に伴って後方からの押圧力によって先端が開放される上下一対のガイドピースからなる寿司飯導入案内機構を通して、予め所定形状に成形してある寿司飯を前記開口側から油揚内部へ押込む工程とを有するいなり寿司製造方法であって、前記寿司飯導入案内機構を構成するガイドピースに付設された送風機構から前記掴持機構によって開口された油揚の内部にエアーを吹き付ける工程を有することを特徴とするいなり寿司製造方法。
- 前記寿司飯導入案内機構を構成するガイドピースが油揚の前記開口位置まで前進してくる時点を前記送風機構からの油揚内部へのエアーの吹き付け開始点とし、当該開始点から前記掴持機構が油揚を離す直前まで油揚内部へのエアーの吹き付けを継続する工程を含むことを特徴とする請求項1記載のいなり寿司製造方法。
- 油揚を一定間隔をおいて一定方向へ間欠搬送する油揚間欠搬送機構と、油揚の切口部を開口するよう前記油揚間欠搬送機構の下流一側に配置された掴持機構と、予め所定形状に成形してある寿司飯を前記開口側から油揚内部へ押込む寿司飯押出機構および前記寿司飯押出機構の押圧力によって先端が開放される上下一対のガイドピースからなる寿司飯導入案内機構とを備えたいなり寿司製造装置であって、前記寿司飯導入案内機構を構成するガイドピースに、前記掴持機構によって開口された油揚内部へエアーを吹き付けるための送風機構を付設したことを特徴とするいなり寿司製造装置。
- 前記送風機構は、前記寿司飯導入案内機構を構成する上側のガイドピースの上壁面あるいは下側のガイドピースの下壁面にノズル内蔵の送風口を備え、前記ノズルはエアー供給源に接続していることを特徴とする請求項3記載のいなり寿司製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014154391A JP6400973B2 (ja) | 2014-07-30 | 2014-07-30 | いなり寿司製造方法と製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014154391A JP6400973B2 (ja) | 2014-07-30 | 2014-07-30 | いなり寿司製造方法と製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016029933A JP2016029933A (ja) | 2016-03-07 |
| JP6400973B2 true JP6400973B2 (ja) | 2018-10-03 |
Family
ID=55440708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014154391A Expired - Fee Related JP6400973B2 (ja) | 2014-07-30 | 2014-07-30 | いなり寿司製造方法と製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6400973B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6416534B2 (ja) * | 2014-07-30 | 2018-10-31 | 鈴茂器工株式会社 | いなり寿司製造方法と製造装置 |
| JP7169730B2 (ja) * | 2018-10-01 | 2022-11-11 | 鈴茂器工株式会社 | いなり寿司製造装置 |
| JP7240794B2 (ja) * | 2019-02-28 | 2023-03-16 | 鈴茂器工株式会社 | いなり寿司製造装置および油揚げ予備開口方法 |
| CN112753722B (zh) * | 2020-12-16 | 2022-09-16 | 安徽汉韵生物科技有限公司 | 一种食品加工用炸制鸡排自动制作机器 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4674967A (en) * | 1985-08-15 | 1987-06-23 | Oseka John A | Apparatus for forming rolled food products |
| JPS63222664A (ja) * | 1987-03-12 | 1988-09-16 | Shimazu Kikai Seisakusho:Kk | いなり寿司製造方法及びその装置 |
| JPH034762A (ja) * | 1989-05-31 | 1991-01-10 | Koresawa Tekkosho:Kk | 油揚げの表裏間分離方法とその装置 |
| JPH07322841A (ja) * | 1994-05-31 | 1995-12-12 | Fuji Foods Kk | いなり寿司製造装置 |
| JP3440322B2 (ja) * | 1994-11-09 | 2003-08-25 | 株式会社島津機械製作所 | 稲荷寿司自動製造機 |
| JP3752367B2 (ja) * | 1997-09-04 | 2006-03-08 | 鈴茂器工株式会社 | いなり寿司製造機の油揚予備開口装置 |
| JP3709269B2 (ja) * | 1997-09-05 | 2005-10-26 | 鈴茂器工株式会社 | いなり寿司製造機の不良油揚払い出し装置 |
| JP2000210040A (ja) * | 1999-01-25 | 2000-08-02 | Suzumo Machinery Co Ltd | いなり寿司製造機の油揚開口装置 |
| JP2000245424A (ja) * | 1999-03-01 | 2000-09-12 | Shimazu Kikai Seisakusho:Kk | 稲荷寿司製造装置 |
| JP4440873B2 (ja) * | 2005-12-08 | 2010-03-24 | 不二精機株式会社 | 稲荷充填機における稲荷集合装置 |
| JP4773190B2 (ja) * | 2005-12-08 | 2011-09-14 | 不二精機株式会社 | 稲荷充填機における油揚袋空気注入装置 |
| JP4653696B2 (ja) * | 2006-05-26 | 2011-03-16 | 鈴茂器工株式会社 | いなり寿司製造装置における仕上げ成形機構 |
| JP5796844B2 (ja) * | 2011-10-24 | 2015-10-21 | 鈴茂器工株式会社 | いなり寿司製造装置 |
| JP5874961B2 (ja) * | 2011-10-24 | 2016-03-02 | 鈴茂器工株式会社 | いなり寿司製造装置 |
| JP5868115B2 (ja) * | 2011-10-24 | 2016-02-24 | 鈴茂器工株式会社 | いなり寿司製造装置 |
| JP6416534B2 (ja) * | 2014-07-30 | 2018-10-31 | 鈴茂器工株式会社 | いなり寿司製造方法と製造装置 |
-
2014
- 2014-07-30 JP JP2014154391A patent/JP6400973B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016029933A (ja) | 2016-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6400973B2 (ja) | いなり寿司製造方法と製造装置 | |
| EP1842776B1 (en) | Apparatus for packaging trays containing products in a modified atmosphere | |
| JP2009173342A (ja) | 人間工学的な成形プラグの交換を行なうことができるウエブ包装システム | |
| JP6337166B1 (ja) | 調味液充填袋詰め包装装置 | |
| JP4619205B2 (ja) | オガ詰め機の袋供給装置 | |
| KR101661093B1 (ko) | 제품 자동포장기 | |
| EP1736410B1 (en) | Bag packaging method | |
| JP5868115B2 (ja) | いなり寿司製造装置 | |
| EP2422623B1 (en) | Method and machine for forming croissant dough | |
| JP5874961B2 (ja) | いなり寿司製造装置 | |
| CN206760147U (zh) | 一种全自动食用菌装袋扎口机 | |
| CN108528810B (zh) | 塑胶袋内方型物件的真空封装方法及其装置 | |
| JP6352725B2 (ja) | いなり寿司製造方法と製造装置 | |
| JP4732237B2 (ja) | いなり寿司製造方法および製造装置 | |
| JP5796844B2 (ja) | いなり寿司製造装置 | |
| US12004557B2 (en) | Packaging apparatus, system, and method for forming filled cones | |
| JP2020137449A (ja) | いなり寿司製造装置および油揚げ予備開口方法 | |
| EP2465353A1 (en) | Clipping machine | |
| WO2022125199A1 (en) | Packaging apparatus, system, and method for forming filled cones | |
| JP6611840B2 (ja) | エビ延伸具及びエビ延伸装置 | |
| JP7381175B2 (ja) | いなり寿司製造装置 | |
| JP6416534B2 (ja) | いなり寿司製造方法と製造装置 | |
| KR200386432Y1 (ko) | 소품 자동포장기 | |
| US20050100644A1 (en) | Automated extraction of casing clips from cooked meat products | |
| JP7169730B2 (ja) | いなり寿司製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170714 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180710 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180828 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180906 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6400973 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |