JP6376998B2 - 光透過性の下地を用いて、透明な材料を吐出する印刷ヘッド内の動作不能インクジェットを検知するシステム - Google Patents
光透過性の下地を用いて、透明な材料を吐出する印刷ヘッド内の動作不能インクジェットを検知するシステム Download PDFInfo
- Publication number
- JP6376998B2 JP6376998B2 JP2015052712A JP2015052712A JP6376998B2 JP 6376998 B2 JP6376998 B2 JP 6376998B2 JP 2015052712 A JP2015052712 A JP 2015052712A JP 2015052712 A JP2015052712 A JP 2015052712A JP 6376998 B2 JP6376998 B2 JP 6376998B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- printer
- light source
- print head
- controller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 title claims description 56
- 239000012780 transparent material Substances 0.000 title description 3
- 239000000463 material Substances 0.000 claims description 65
- 230000003287 optical effect Effects 0.000 claims description 22
- 239000002904 solvent Substances 0.000 claims description 5
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 2
- 230000003213 activating effect Effects 0.000 claims description 2
- 239000011521 glass Substances 0.000 claims description 2
- 229920000515 polycarbonate Polymers 0.000 claims description 2
- 239000004417 polycarbonate Substances 0.000 claims description 2
- 230000004044 response Effects 0.000 claims description 2
- 238000007639 printing Methods 0.000 description 28
- 238000004140 cleaning Methods 0.000 description 19
- 239000000976 ink Substances 0.000 description 18
- 238000000034 method Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 6
- 230000006870 function Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000002699 waste material Substances 0.000 description 4
- 238000010146 3D printing Methods 0.000 description 3
- 238000003491 array Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000003760 hair shine Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/175—Ink supply systems ; Circuit parts therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J29/00—Details of, or accessories for, typewriters or selective printing mechanisms not otherwise provided for
- B41J29/38—Drives, motors, controls or automatic cut-off devices for the entire printing mechanism
- B41J29/393—Devices for controlling or analysing the entire machine ; Controlling or analysing mechanical parameters involving printing of test patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/112—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using individual droplets, e.g. from jetting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/07—Ink jet characterised by jet control
- B41J2/125—Sensors, e.g. deflection sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16579—Detection means therefor, e.g. for nozzle clogging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J29/00—Details of, or accessories for, typewriters or selective printing mechanisms not otherwise provided for
- B41J29/02—Framework
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Ink Jet (AREA)
- Accessory Devices And Overall Control Thereof (AREA)
Description
Claims (19)
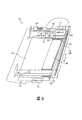
- 物体を形成するプリンタであって、
表面を有し、自身の外周に沿って縁を有する下地と、
前記下地の前記表面に材料を吐出するよう構成される印刷ヘッドと、
前記下地の前記縁に光を当てるよう配置される光源と、
前記下地の前記表面に吐出された前記材料から放出される光を受け取るよう配置される光学センサであって、前記下地の前記表面および前記下地の前記表面に吐出された前記材料に対応する画像データを生成するよう構成される光学センサと、
前記印刷ヘッド、前記光源、および前記光学センサに操作可能に接続する制御装置であって、前記印刷ヘッドを操作して、所定のパターンに従って、前記下地の前記表面に材料を吐出し、前記光源を選択的に起動させ、前記光源が前記下地の前記縁に光を当てている間に、前記光学センサにより生成される画像データを受け取り、前記受け取られた画像データおよび前記所定のパターンを参照して、前記印刷ヘッド内の動作不能インクジェットを検知するよう構成される制御装置と、を含むプリンタ。 - 前記光源は赤外線光源である、請求項1に記載のプリンタ。
- 前記光源は紫外線光源である、請求項1に記載のプリンタ。
- 前記光源は、単色光光源である、請求項1に記載のプリンタ。
- 前記光源は多色光光源である、請求項1に記載のプリンタ。
- 前記光源はレーザダイオードである、請求項1に記載のプリンタ。
- 前記光学センサには、光検出器の1次元のアレイがさらに含まれる、請求項1に記載のプリンタ。
- 前記光学センサには、光検出器の2次元のアレイがさらに含まれる、請求項1に記載のプリンタ。
- 前記下地の前記表面の少なくとも一部から材料を取り除くよう構成されるクリーナをさらに含み、
前記制御装置が、前記クリーナに操作可能に接続し、前記制御装置が前記クリーナを操作して、前記下地の前記表面の前記少なくとも一部から材料を取り除くようさらに構成される、請求項1に記載のプリンタ。 - 前記制御装置が、前記クリーナが前記下地の前記表面から材料を取り除いた後、前記光源を起動させて、前記光学センサから受け取られる前記画像データ内のノイズを特定するようさらに構成される、請求項9に記載のプリンタ。
- 前記制御装置が、所定の閾値を超えた前記画像データ内で前記特定されたノイズに応じて、前記クリーナを操作して、前記下地から材料を取り除くようさらに構成される、請求項10に記載のプリンタ。
- 前記制御装置が、前記ノイズを特定するために用いられた前記画像データの少なくとも一部を前記制御装置に動作可能に接続するメモリに格納し、前記メモリに格納される、前記ノイズを特定するために用いられる前記画像データの前記少なくとも一部を参照して、前記動作不能インクジェットを検知するようさらに構成される、請求項11に記載のプリンタ。
- 前記クリーナが、
前記下地の前記表面の前記少なくとも一部と係合し、前記表面の前記少なくとも一部に対して移動するよう構成される部材と、
前記部材および前記制御装置と動作可能に接続するアクチュエータであって、前記制御装置が前記アクチュエータを操作して、前記下地の前記表面の前記少なくとも一部に対して前記部材を移動させることができる、アクチュエータと、をさらに含む、請求項9に記載のプリンタ。 - 前記クリーナが、
溶剤の供給器に動作可能に接続する塗布器をさらに含み、
前記制御装置が、前記塗布器を操作して、前記下地の前記表面の前記少なくとも一部に溶剤を塗布して、前記下地の前記表面の前記少なくとも一部から材料を取り除くようさらに構成される、請求項9に記載のプリンタ。 - 前記クリーナが、
前記下地の前記表面の前記少なくとも一部を加熱するよう配置されるヒータをさらに含み、
前記制御装置が、前記ヒータを操作して、前記下地の前記表面の前記少なくとも一部を加熱し、前記下地の前記表面の前記少なくとも一部から材料を取り除くようさらに構成される、請求項9に記載のプリンタ。 - 前記下地にはポリカーボネートが含まれる、請求項1に記載のプリンタ。
- 前記下地にはアクリルが含まれる、請求項1に記載のプリンタ。
- 前記下地にはガラスが含まれる、請求項1に記載のプリンタ。
- 前記下地は約1.4〜約1.8の範囲の屈折率を有し、前記印刷ヘッドによって吐出される前記材料は、約1.3〜約1.5の範囲の屈折率を有する、請求項1に記載のプリンタ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/231,251 US9079440B1 (en) | 2014-03-31 | 2014-03-31 | System for detecting inoperative inkjets in printheads ejecting clear ink using a light transmitting substrate |
| US14/231,251 | 2014-03-31 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015196382A JP2015196382A (ja) | 2015-11-09 |
| JP2015196382A5 JP2015196382A5 (ja) | 2018-04-12 |
| JP6376998B2 true JP6376998B2 (ja) | 2018-08-22 |
Family
ID=53506639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015052712A Active JP6376998B2 (ja) | 2014-03-31 | 2015-03-16 | 光透過性の下地を用いて、透明な材料を吐出する印刷ヘッド内の動作不能インクジェットを検知するシステム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9079440B1 (ja) |
| JP (1) | JP6376998B2 (ja) |
| KR (1) | KR102208289B1 (ja) |
| CN (1) | CN104943165B (ja) |
| DE (1) | DE102015205238B4 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6428049B2 (ja) * | 2014-08-25 | 2018-11-28 | 富士ゼロックス株式会社 | 積層造形装置及び積層造形プログラム |
| US10005229B2 (en) | 2015-08-31 | 2018-06-26 | Xerox Corporation | System for using optical sensor focus to identify feature heights on objects being produced in a three-dimensional object printer |
| US10011078B2 (en) | 2015-10-01 | 2018-07-03 | Xerox Corporation | System for using multiple optical sensor arrays to measure features on objects produced in a three-dimensional object printer |
| US9993977B2 (en) * | 2015-10-01 | 2018-06-12 | Xerox Corporation | System for using an optical sensor array to monitor color fidelity in objects produced by a three-dimensional object printer |
| GB2549071B (en) * | 2016-03-23 | 2020-11-11 | Sony Interactive Entertainment Inc | 3D printing system |
| US10155398B1 (en) * | 2017-11-27 | 2018-12-18 | Xerox Corporation | System and method for identifying a location for printing an image on an object and operating printheads to print the image on the object |
| CN107953546B (zh) * | 2017-12-07 | 2019-11-08 | 徐素香 | 一种提高材料利用率的方法 |
| CN108381929A (zh) * | 2018-03-05 | 2018-08-10 | 上海联泰科技股份有限公司 | 控制方法及所适用的3d打印设备 |
| US10739675B2 (en) * | 2018-05-31 | 2020-08-11 | Canon Kabushiki Kaisha | Systems and methods for detection of and compensation for malfunctioning droplet dispensing nozzles |
| US11518092B2 (en) * | 2019-06-19 | 2022-12-06 | Xerox Corporation | Patterned pre-stop for finishing additive manufactured 3D objects |
| CN115384189B (zh) * | 2022-10-28 | 2023-04-07 | 季华实验室 | 一种喷头墨滴落点观测与统计设备及方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7037382B2 (en) | 1996-12-20 | 2006-05-02 | Z Corporation | Three-dimensional printer |
| US6007318A (en) | 1996-12-20 | 1999-12-28 | Z Corporation | Method and apparatus for prototyping a three-dimensional object |
| JP2001334582A (ja) * | 2000-05-24 | 2001-12-04 | Minolta Co Ltd | 三次元造形装置および三次元造形方法 |
| WO2004024447A2 (en) | 2002-09-12 | 2004-03-25 | Objet Geometries Ltd. | Device, system and method for calibration in three-dimensional model printing |
| KR100750131B1 (ko) * | 2005-09-23 | 2007-08-21 | 삼성전자주식회사 | 노즐 검사 장치 및 방법 |
| US8784723B2 (en) | 2007-04-01 | 2014-07-22 | Stratasys Ltd. | Method and system for three-dimensional fabrication |
| JP2009220394A (ja) | 2008-03-17 | 2009-10-01 | Toppan Printing Co Ltd | インクジェット吐出検査装置 |
| US8579620B2 (en) * | 2011-03-02 | 2013-11-12 | Andy Wu | Single-action three-dimensional model printing methods |
| CN103594045B (zh) * | 2013-11-01 | 2016-03-02 | 浙江大学 | 一种基于3d打印制作立体发光字的方法及装置 |
-
2014
- 2014-03-31 US US14/231,251 patent/US9079440B1/en active Active
-
2015
- 2015-03-12 CN CN201510109444.3A patent/CN104943165B/zh active Active
- 2015-03-16 JP JP2015052712A patent/JP6376998B2/ja active Active
- 2015-03-17 KR KR1020150036569A patent/KR102208289B1/ko active IP Right Grant
- 2015-03-23 DE DE102015205238.9A patent/DE102015205238B4/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150113840A (ko) | 2015-10-08 |
| JP2015196382A (ja) | 2015-11-09 |
| DE102015205238A1 (de) | 2015-10-01 |
| KR102208289B1 (ko) | 2021-01-26 |
| CN104943165A (zh) | 2015-09-30 |
| CN104943165B (zh) | 2018-06-19 |
| US9079440B1 (en) | 2015-07-14 |
| DE102015205238B4 (de) | 2024-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6376998B2 (ja) | 光透過性の下地を用いて、透明な材料を吐出する印刷ヘッド内の動作不能インクジェットを検知するシステム | |
| JP6336936B2 (ja) | 光学センサおよびリバーシブル感熱下地を用いて、3次元の物体の印刷中に動作不能インクジェットを検知するシステム | |
| US9221248B2 (en) | System for detecting inoperative inkjets in printheads ejecting clear ink using a rotating member having a light transmitting surface | |
| JP6391506B2 (ja) | プリンタ及び装置 | |
| US9302519B1 (en) | System for detecting malfunctioning ejectors in three-dimensional object printing using specular reflectance | |
| KR102167813B1 (ko) | 시험 패턴 및 통전 프로브를 이용하여 3차원 대상체 인쇄에서의 미작동 잉크젯들 검출시스템 | |
| JP2007076084A (ja) | 印刷装置、および、印刷方法 | |
| JP2015196382A5 (ja) | ||
| US9352572B2 (en) | System for detecting inoperative inkjets in three-dimensional object printing using an optical sensor and movable test substrates | |
| US9199499B2 (en) | System for detecting inoperative inkjets in three-dimensional object printing using a camera and substrate roll | |
| US9415600B2 (en) | System for detecting inoperative inkjets in three-dimensional object printing using a digital camera and strobe light | |
| US9358820B2 (en) | System for detecting inoperative inkjets in printheads ejecting clear ink using thermal substrates | |
| JP2009274846A (ja) | 被記録材の有無検出システム、被記録材の有無検出方法及び記録装置 | |
| US11491806B2 (en) | Cure confirmation system and method for three dimensional object printer | |
| JP2015047800A (ja) | 液体検知部材、液体吐出装置、及び、液体検知部材の製造方法。 | |
| US11110710B2 (en) | Liquid ejecting device | |
| JP5082225B2 (ja) | 印刷装置、および、印刷方法 | |
| JP5983283B2 (ja) | 画像形成装置 | |
| JP2023151703A (ja) | 印刷装置 | |
| JP2009183803A (ja) | 3次元プリンタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180228 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180228 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20180228 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20180308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180417 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180710 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180724 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6376998 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |