JP6376342B2 - ハースロール、連続焼鈍設備および連続焼鈍方法 - Google Patents
ハースロール、連続焼鈍設備および連続焼鈍方法 Download PDFInfo
- Publication number
- JP6376342B2 JP6376342B2 JP2014204649A JP2014204649A JP6376342B2 JP 6376342 B2 JP6376342 B2 JP 6376342B2 JP 2014204649 A JP2014204649 A JP 2014204649A JP 2014204649 A JP2014204649 A JP 2014204649A JP 6376342 B2 JP6376342 B2 JP 6376342B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- hearth roll
- continuous annealing
- hearth
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/562—Details
- C21D9/563—Rolls; Drums; Roll arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/001—Joining burned ceramic articles with other burned ceramic articles or other articles by heating directly with other burned ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
- C21D9/5735—Details
- C21D9/5737—Rolls; Drums; Roll arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/02—Skids or tracks for heavy objects
- F27D3/026—Skids or tracks for heavy objects transport or conveyor rolls for furnaces; roller rails
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3873—Silicon nitrides, e.g. silicon carbonitride, silicon oxynitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9669—Resistance against chemicals, e.g. against molten glass or molten salts
- C04B2235/9676—Resistance against chemicals, e.g. against molten glass or molten salts against molten metals such as steel or aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/365—Silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/368—Silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
- C04B2237/704—Forming laminates or joined articles comprising layers of a specific, unusual thickness of one or more of the ceramic layers or articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/84—Joining of a first substrate with a second substrate at least partially inside the first substrate, where the bonding area is at the inside of the first substrate, e.g. one tube inside another tube
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Ceramic Products (AREA)
- Tunnel Furnaces (AREA)
Description
上記のように、従来のハースロールは、いずれも耐久性の面で問題を抱えており、頻繁にロールを交換したり、補修したりする必要があり、設備メンテナンス上、大きな負担となっていた。
ここで、本発明のハースロールに用いることができるセラミックスとしては、窒化珪素Si3N4、炭化珪素SiC、アルミナAl2O3、ジルコニアZrO2、および、それらを混合したもの等を挙げることができ、いずれも好適に用いることができる。なお、上記ハースロールは、中空ロールを基本とするが、中実ロールであってもよい。
高温強度が、200MPa未満では、ロールの局部に応力が集中した場合に破壊を起こすおそれがあり、また、耐熱衝撃性が350℃未満では、メンテナンス等で炉を解放する温度に制限が生じ、停止時間が長くなってしまうからである。より好ましい高温強度は300MPa以上、耐熱衝撃性は700℃以上である。
ここで、上記高温強度とは、JIS R1604の規定の方法で測定した1300℃の温度での曲げ強さのことである。
また、耐熱衝撃性とは、JIS R1648の規定の方法で測定した、急冷したときにき裂が発生しない温度差のことである。

ここで、ハースロールが3層以上の多層構造の場合、すべての層間で上記関係を満たすことが好ましく、例えば、外層、中層、内層からなる3層構造の場合、外層と中層だけでなく、中層と内層においても上記関係を満たすことが好ましい。
ここで、上記ロール偏芯量とは、ロールを回転させた時の外周面位置の変化量をロール全長にわたって測定したときの最大値であり、1年間使用後の変化を調査した。
また、ロール外周面の摩耗量とは、1年間使用後のロール外周面の摩耗量をロール全長にわたって測定したときの最大値のことをいう。
また、使用期間中におけるピックアップによる表面欠陥発生率についても調査した。
なお、比較例として、シャフト部が耐熱鋼で、ロール本体が窒化珪素Si3N4からなる従来のセラミックススリーブロールを用いた場合についても、同様の調査を行った。
これに対して、本発明のハースロールを使用した場合には、1年間使用した後でもロール偏芯量にほとんど変化がなく、また、ロール外周面の摩耗量も最大で0.03mmであり、上記結果から推定されるロール寿命は、優に10年以上であることがわかった。
さらに、本発明のハースロールのピックアップによる製品鋼板の表面欠陥発生率は、使用開始から1年経過後でも、シャフト部が耐熱鋼である比較例のハースロールの6ヶ月使用後の値に比べて優位な発生率であった。
2:加熱帯
3:均熱帯
4:冷却帯
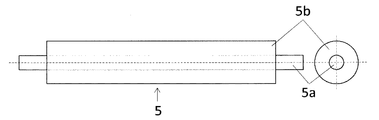
5:ハースロール
5a:シャフト部
5b:ロール本体
Claims (5)
- 加熱帯、均熱帯および冷却帯を有する連続焼鈍設備の炉内で鋼板を支持・搬送するハースロールであって、
上記ハースロールは、加熱帯、均熱帯および冷却帯の炉内温度が700〜1300℃となる区間に配設されてなり、
シャフト部およびロール本体のすべてが、高温強度が300MPa以上、耐熱衝撃性が700℃以上のセラミックスから構成され、
かつ、上記ロール本体は、ロール回転軸を中心とする同心円状の、異なる種類の複数のセラミックス層から構成された多層構造からなり、
ロール寿命が10年以上であることを特徴とするハースロール。ここで、上記高温強度とは、JIS R1604の規定の方法で測定した1300℃の温度での曲げ強さ、また、上記耐熱衝撃性とは、JIS R1648の規定の方法で測定した、急冷したときにき裂が発生しない温度差のことをいう。 - 上記シャフト部およびロール本体が、異なる種類のセラミックスから構成されてなることを特徴とする請求項1に記載のハースロール。
- 複数のセラミックス層において、外層のセラミックスに対する内層のセラミックスの使用温度範囲における熱膨張係数比が0.5〜1.5の範囲にあることを特徴とする請求項1または2に記載のハースロール。
- 請求項1〜3のいずれか1項に記載のハースロールを、加熱帯、均熱帯および冷却帯の炉内温度が700〜1300℃の区間に用いてなることを特徴とする連続焼鈍設備。
- 請求項1〜3のいずれか1項に記載のハースロールを用いて鋼板に連続的に熱処理を施すことを特徴とする連続焼鈍方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014204649A JP6376342B2 (ja) | 2014-10-03 | 2014-10-03 | ハースロール、連続焼鈍設備および連続焼鈍方法 |
| KR1020177006588A KR101963053B1 (ko) | 2014-10-03 | 2015-09-29 | 허스롤 및 연속 어닐링 설비 |
| US15/510,936 US10337082B2 (en) | 2014-10-03 | 2015-09-29 | Hearth roll and continuous annealing facility |
| BR112017005933-9A BR112017005933B1 (pt) | 2014-10-03 | 2015-09-29 | rolo de forno e aparato de recozimento contínuo |
| CN201580048789.0A CN106715727A (zh) | 2014-10-03 | 2015-09-29 | 炉底辊以及连续退火设备 |
| PCT/JP2015/077450 WO2016052474A1 (ja) | 2014-10-03 | 2015-09-29 | ハースロールおよび連続焼鈍設備 |
| EP15845836.4A EP3202926B1 (en) | 2014-10-03 | 2015-09-29 | Hearth roll and continuous annealing facility |
| RU2017110811A RU2674175C2 (ru) | 2014-10-03 | 2015-09-29 | Ролик пода и установка непрерывного отжига |
| TW104132568A TWI647313B (zh) | 2014-10-03 | 2015-10-02 | 爐床輥、鋼板的連續退火設備、及鋼板的連續退火方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014204649A JP6376342B2 (ja) | 2014-10-03 | 2014-10-03 | ハースロール、連続焼鈍設備および連続焼鈍方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016074931A JP2016074931A (ja) | 2016-05-12 |
| JP6376342B2 true JP6376342B2 (ja) | 2018-08-22 |
Family
ID=55630501
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014204649A Active JP6376342B2 (ja) | 2014-10-03 | 2014-10-03 | ハースロール、連続焼鈍設備および連続焼鈍方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10337082B2 (ja) |
| EP (1) | EP3202926B1 (ja) |
| JP (1) | JP6376342B2 (ja) |
| KR (1) | KR101963053B1 (ja) |
| CN (1) | CN106715727A (ja) |
| BR (1) | BR112017005933B1 (ja) |
| RU (1) | RU2674175C2 (ja) |
| TW (1) | TWI647313B (ja) |
| WO (1) | WO2016052474A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105906342A (zh) * | 2016-04-15 | 2016-08-31 | 横店集团浙江英洛华电子有限公司 | 一种氧化锆陶瓷材料在制备罗拉上的应用 |
| JP6326537B1 (ja) * | 2017-09-05 | 2018-05-16 | 中外炉工業株式会社 | 横型ルーパー |
| JP6930464B2 (ja) * | 2018-03-09 | 2021-09-01 | Jfeスチール株式会社 | 鋼板の焼鈍方法及び焼鈍炉 |
| CN111663030B (zh) * | 2020-06-17 | 2022-06-10 | 浦项(张家港)不锈钢股份有限公司 | 避免炉底辊辊面异物粘附的方法及避免氧化铁皮粘附的装置 |
| CN115368148A (zh) * | 2022-07-18 | 2022-11-22 | 包头钢铁(集团)有限责任公司 | 一种提高辊底式加热炉炉辊使用寿命新方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU540783A1 (ru) | 1974-04-24 | 1976-12-30 | Государственный научно-исследовательский институт строительной керамики | Огнеупорный транспортирующий керамический ролик |
| JPS61133544U (ja) * | 1985-02-06 | 1986-08-20 | ||
| JPH01176021A (ja) | 1987-12-29 | 1989-07-12 | Sumitomo Metal Ind Ltd | 耐高温用ロール |
| JPH0819535B2 (ja) * | 1989-08-17 | 1996-02-28 | トーカロ株式会社 | 高温熱処理炉用ロールおよびその製造方法 |
| JP2960262B2 (ja) | 1992-08-20 | 1999-10-06 | 新日本製鐵株式会社 | 熱処理炉用ロール |
| JP2807134B2 (ja) * | 1992-09-16 | 1998-10-08 | 川崎製鉄株式会社 | ガスジェットチャンバのシール装置 |
| JPH06287643A (ja) * | 1993-03-31 | 1994-10-11 | Mitsubishi Heavy Ind Ltd | 連続鋼板熱処理ラインの板温制御装置 |
| JP3356889B2 (ja) | 1994-08-26 | 2002-12-16 | プラクスエア エス ティ テクノロジー インコーポレイテッド | 耐久性に優れたハースロール |
| JP3362620B2 (ja) * | 1996-12-24 | 2003-01-07 | 日本鋼管株式会社 | 炉内搬送ロール |
| JPH10311685A (ja) * | 1997-05-09 | 1998-11-24 | Nippon Carbon Co Ltd | C/c材を用いた熱処理炉搬送ロールの軸 |
| US6505483B1 (en) * | 2000-02-25 | 2003-01-14 | Surface Combustion, Inc. | Glass transportation system |
| FR2821857B1 (fr) | 2001-03-06 | 2004-07-30 | Usinor | Rouleau destine au transport d'une bande metallique dans une installation de recuit continu |
| RU2246085C2 (ru) | 2003-04-21 | 2005-02-10 | Закрытое акционерное общество "ИРИТО" | Устройство для транспортирования длинномерных изделий через термическую печь |
| EP2447388B1 (en) * | 2003-12-11 | 2014-05-14 | Hitachi Metals, Ltd. | Roll for use in galvanizing pot |
| JP2005232482A (ja) * | 2004-02-17 | 2005-09-02 | Jfe Steel Kk | 熱延鋼帯の連続熱処理方法 |
| JP4715105B2 (ja) | 2004-03-30 | 2011-07-06 | Jfeスチール株式会社 | 熱処理用ハースロール |
| KR100702236B1 (ko) * | 2005-07-11 | 2007-04-03 | 삼성전자주식회사 | 디스플레이장치 |
| KR100942099B1 (ko) | 2006-06-01 | 2010-02-12 | 주식회사 포스코 | 세라믹 허스롤 표면부 이물질 제거방법 |
| BRPI0819856B1 (pt) | 2007-11-28 | 2019-09-17 | Tocalo Co., Ltd. | Cilindro de soleira em um forno de recozimento contínuo e seu método de produção |
| JP2014069199A (ja) * | 2012-09-28 | 2014-04-21 | Hitachi Metals Ltd | 回転体 |
-
2014
- 2014-10-03 JP JP2014204649A patent/JP6376342B2/ja active Active
-
2015
- 2015-09-29 RU RU2017110811A patent/RU2674175C2/ru active
- 2015-09-29 WO PCT/JP2015/077450 patent/WO2016052474A1/ja active Application Filing
- 2015-09-29 EP EP15845836.4A patent/EP3202926B1/en active Active
- 2015-09-29 US US15/510,936 patent/US10337082B2/en active Active
- 2015-09-29 CN CN201580048789.0A patent/CN106715727A/zh active Pending
- 2015-09-29 KR KR1020177006588A patent/KR101963053B1/ko active IP Right Grant
- 2015-09-29 BR BR112017005933-9A patent/BR112017005933B1/pt active IP Right Grant
- 2015-10-02 TW TW104132568A patent/TWI647313B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| US10337082B2 (en) | 2019-07-02 |
| TW201623637A (zh) | 2016-07-01 |
| JP2016074931A (ja) | 2016-05-12 |
| EP3202926A1 (en) | 2017-08-09 |
| BR112017005933A2 (pt) | 2017-12-19 |
| RU2017110811A3 (ja) | 2018-10-01 |
| BR112017005933B1 (pt) | 2021-03-16 |
| US20170275731A1 (en) | 2017-09-28 |
| TWI647313B (zh) | 2019-01-11 |
| RU2674175C2 (ru) | 2018-12-05 |
| CN106715727A (zh) | 2017-05-24 |
| EP3202926B1 (en) | 2020-06-03 |
| EP3202926A4 (en) | 2017-10-04 |
| RU2017110811A (ru) | 2018-10-01 |
| KR101963053B1 (ko) | 2019-03-27 |
| KR20170041253A (ko) | 2017-04-14 |
| WO2016052474A1 (ja) | 2016-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6376342B2 (ja) | ハースロール、連続焼鈍設備および連続焼鈍方法 | |
| KR101765025B1 (ko) | 허스 롤 및 그 제조 방법 | |
| JP6068753B2 (ja) | 加熱炉用搬送部材 | |
| JP3362620B2 (ja) | 炉内搬送ロール | |
| JP4477284B2 (ja) | 金属帯材の運搬用ローラを備える連続アニーリング設備 | |
| JP2015001003A (ja) | 鋼管熱処理炉用搬送ロール | |
| CN106337179A (zh) | 一种加热炉炉底辊辊环的激光表面合金化处理工艺 | |
| JP4314884B2 (ja) | 熱間継目無管圧延用マンドレルバー | |
| EP3378578A1 (en) | Roll for hot rolling process and method for manufacturing same | |
| JP2004082201A (ja) | 耐熱亀裂性に優れた熱間圧延鋼帯巻取装置用マンドレルのセグメントの肉盛溶接材料とその肉盛溶接方法および肉盛溶接したセグメント | |
| JPH06220524A (ja) | 高温鋼材搬送用ロール | |
| JP2650774B2 (ja) | 高温鋼材搬送用ロール | |
| JP5663922B2 (ja) | 鋼材熱処理炉用搬送ロール | |
| JP4715105B2 (ja) | 熱処理用ハースロール | |
| JPH09241762A (ja) | 金属帯の熱処理方法および連続熱処理炉 | |
| JP2006152336A (ja) | 金属ストリップの連続熱処理炉の炉内搬送装置 | |
| JPH01176021A (ja) | 耐高温用ロール | |
| JPH07173545A (ja) | 金属帯の連続熱処理装置および連続熱処理方法 | |
| JP2002146437A (ja) | 熱間加工用支持体 | |
| JP4665418B2 (ja) | 熱処理用ハースロール | |
| US6547557B2 (en) | Water-coolable furnace roller for conveying continuous-cast strip material workpieces through a roller hearth furnace | |
| JPH0428766B2 (ja) | ||
| JP6730907B2 (ja) | 連続焼鈍炉用のハースロール及び連続焼鈍炉用のハースロールの製造方法 | |
| JPH05221756A (ja) | 摺動用セラミックス材及びその製造方法と用途 | |
| JP2016140907A (ja) | 耐焼付き性に優れた高温長尺素管搬送用カリバーロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170825 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180426 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20180508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180627 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6376342 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |