JP6299682B2 - 金属ストリップの蛇行制御方法及び蛇行制御装置 - Google Patents
金属ストリップの蛇行制御方法及び蛇行制御装置 Download PDFInfo
- Publication number
- JP6299682B2 JP6299682B2 JP2015125237A JP2015125237A JP6299682B2 JP 6299682 B2 JP6299682 B2 JP 6299682B2 JP 2015125237 A JP2015125237 A JP 2015125237A JP 2015125237 A JP2015125237 A JP 2015125237A JP 6299682 B2 JP6299682 B2 JP 6299682B2
- Authority
- JP
- Japan
- Prior art keywords
- metal strip
- leveling
- control
- tension
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Control Of Metal Rolling (AREA)
Description
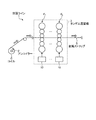
始めに、図1を参照して、本発明の一実施形態である金属ストリップの蛇行制御装置が適用される圧延ラインの構成について説明する。
次に、図2を参照して、本発明の一実施形態である金属ストリップの蛇行制御装置の構成について説明する。
2 アンコイラー
3 タンデム圧延機
10 金属ストリップの蛇行制御装置
11 形状検出器
12 圧延速度検出器
13a,13b 比率演算器
14a,14b レベリング制御演算器
15 圧下位置制御器
Fn(n=1〜k) 圧延機
S 金属ストリップ
Claims (2)
- 圧延機によって圧延される金属ストリップが圧延時に幅方向に蛇行することを抑制する金属ストリップの蛇行制御方法であって、
前記圧延機の出側に設けられた形状検出器によって検出された金属ストリップの幅方向における伸び率差に基づいて前記圧延機のレベリング量を制御する形状レベリング制御を実行する形状レベリング制御ステップと、
前記圧延機の出側における金属ストリップの作業側張力と駆動側張力との和である全張力に対する前記作業側張力と前記駆動側張力との差である差張力の比に基づいて前記レベリング量を制御する差張力レベリング制御を実行する差張力レベリング制御ステップと、
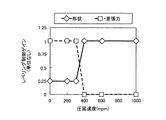
前記金属ストリップの圧延速度を検出し、検出された圧延速度に応じて前記形状レベリング制御ステップと前記差張力レベリング制御ステップとの間で前記レベリング量を制御する手法を切り替える切り替えステップと、を含み、
前記切り替えステップは、前記金属ストリップの圧延速度が所定速度範囲より遅い場合、前記差張力レベリング制御ステップによる制御を主体として前記レベリング量を制御し、前記金属ストリップの圧延速度が前記所定速度範囲より速い場合には、前記形状レベリング制御ステップによる制御を主体として前記レベリング量を制御するステップを含む
ことを特徴とする金属ストリップの蛇行制御方法。 - 圧延機によって圧延される金属ストリップが圧延時に幅方向に蛇行することを抑制する金属ストリップの蛇行制御装置であって、
前記圧延機の出側に設けられた形状検出器によって検出された金属ストリップの幅方向における伸び率差に基づいて前記圧延機のレベリング量を制御する形状レベリング制御を実行する形状レベリング制御手段と、
前記圧延機の出側における金属ストリップの作業側張力と駆動側張力との和である全張力に対する前記作業側張力と前記駆動側張力との差である差張力の比に基づいて前記レベリング量を制御する差張力レベリング制御を実行する差張力レベリング制御手段と、
前記金属ストリップの圧延速度を検出し、検出された圧延速度に応じて前記形状レベリング制御手段と前記差張力レベリング制御手段との間で前記レベリング量を制御する手段を切り替える切り替え手段と、を備え、
前記切り替え手段は、前記金属ストリップの圧延速度が所定速度範囲より遅い場合、前記差張力レベリング制御手段による制御を主体として前記レベリング量を制御し、前記金属ストリップの圧延速度が前記所定速度範囲より速い場合には、前記形状レベリング制御手段による制御を主体として前記レベリング量を制御する
ことを特徴とする金属ストリップの蛇行制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015125237A JP6299682B2 (ja) | 2015-06-23 | 2015-06-23 | 金属ストリップの蛇行制御方法及び蛇行制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015125237A JP6299682B2 (ja) | 2015-06-23 | 2015-06-23 | 金属ストリップの蛇行制御方法及び蛇行制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017006952A JP2017006952A (ja) | 2017-01-12 |
| JP6299682B2 true JP6299682B2 (ja) | 2018-03-28 |
Family
ID=57762348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015125237A Active JP6299682B2 (ja) | 2015-06-23 | 2015-06-23 | 金属ストリップの蛇行制御方法及び蛇行制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6299682B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020210970A1 (de) * | 2020-08-31 | 2022-03-03 | Sms Group Gmbh | Planheitsmessvorrichtung, Warmwalzanlage und Verfahren zum Betreiben einer Planheitsmessvorrichtung |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6320112A (ja) * | 1986-07-14 | 1988-01-27 | Ishikawajima Harima Heavy Ind Co Ltd | 蛇行制御装置 |
| JP2001025809A (ja) * | 1999-07-09 | 2001-01-30 | Kawasaki Steel Corp | 連続圧延機における蛇行制御方法および蛇行制御装置 |
| JP4288888B2 (ja) * | 2002-03-19 | 2009-07-01 | Jfeスチール株式会社 | タンデム圧延機におけるストリップの蛇行制御装置及び蛇行制御方法 |
| JP5967033B2 (ja) * | 2013-08-19 | 2016-08-10 | Jfeスチール株式会社 | 蛇行制御装置および蛇行制御方法 |
-
2015
- 2015-06-23 JP JP2015125237A patent/JP6299682B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017006952A (ja) | 2017-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6627740B2 (ja) | タンデム冷間圧延機の板厚制御装置 | |
| US10095199B2 (en) | Energy consumption predicting device for rolling line | |
| JP6299682B2 (ja) | 金属ストリップの蛇行制御方法及び蛇行制御装置 | |
| JP4847111B2 (ja) | 多段式圧延機及び多段式圧延機の制御方法 | |
| CN112439795B (zh) | 蛇行控制装置 | |
| WO2016185583A1 (ja) | 先尾端板幅制御装置 | |
| WO2010073965A1 (ja) | 鋼板ストリップの圧延方法及び鋼板の製造方法 | |
| JP6044194B2 (ja) | レベリング制御装置、およびその制御方法 | |
| JP5967033B2 (ja) | 蛇行制御装置および蛇行制御方法 | |
| JP7314921B2 (ja) | 熱間圧延鋼帯の蛇行制御方法、蛇行制御装置及び熱間圧延設備 | |
| JP2018122339A (ja) | 板厚制御方法、板厚制御装置、冷間圧延設備および鋼板の製造方法 | |
| JP5983267B2 (ja) | 被圧延材の形状制御装置および形状制御方法 | |
| JP2015024417A (ja) | 板幅制御方法及び板幅制御装置 | |
| JP5385643B2 (ja) | 多段圧延機における板厚制御方法及び板厚制御装置 | |
| CN115397574A (zh) | 连续式轧机的蛇行控制装置 | |
| JP6152838B2 (ja) | 冷間圧延装置、冷間圧延方法および冷延鋼帯の製造方法 | |
| JP2006082118A (ja) | 金属板材の圧延方法および圧延装置 | |
| JP2017177135A (ja) | 圧下レベリング制御装置および圧下レベリング制御方法 | |
| TWI782641B (zh) | 串列式冷壓延機的控制系統 | |
| JP5939807B2 (ja) | タンデム圧延機における板厚制御方法及び板厚制御装置 | |
| JP5631233B2 (ja) | 圧延機の板厚制御方法 | |
| JP7327332B2 (ja) | エッジドロップ制御装置 | |
| US20240399434A1 (en) | Strip thickness control device for hot rolling mill | |
| JP7078020B2 (ja) | 熱間圧延鋼帯の蛇行制御方法、蛇行制御装置及び熱間圧延設備 | |
| JP2015123495A (ja) | 圧延機の板厚制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6299682 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |