JP6272835B2 - 少なくとも2つの液体成分を混合するための方法及び装置 - Google Patents
少なくとも2つの液体成分を混合するための方法及び装置 Download PDFInfo
- Publication number
- JP6272835B2 JP6272835B2 JP2015514370A JP2015514370A JP6272835B2 JP 6272835 B2 JP6272835 B2 JP 6272835B2 JP 2015514370 A JP2015514370 A JP 2015514370A JP 2015514370 A JP2015514370 A JP 2015514370A JP 6272835 B2 JP6272835 B2 JP 6272835B2
- Authority
- JP
- Japan
- Prior art keywords
- supply
- component
- section
- mixing
- control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F35/00—Accessories for mixers; Auxiliary operations or auxiliary devices; Parts or details of general application
- B01F35/20—Measuring; Control or regulation
- B01F35/22—Control or regulation
- B01F35/221—Control or regulation of operational parameters, e.g. level of material in the mixer, temperature or pressure
- B01F35/2216—Time, i.e. duration, of at least one parameter during the operation
- B01F35/22162—Time of feeding of at least one of the components to be mixed
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05D—SYSTEMS FOR CONTROLLING OR REGULATING NON-ELECTRIC VARIABLES
- G05D11/00—Control of flow ratio
- G05D11/02—Controlling ratio of two or more flows of fluid or fluent material
- G05D11/13—Controlling ratio of two or more flows of fluid or fluent material characterised by the use of electric means
- G05D11/131—Controlling ratio of two or more flows of fluid or fluent material characterised by the use of electric means by measuring the values related to the quantity of the individual components
- G05D11/133—Controlling ratio of two or more flows of fluid or fluent material characterised by the use of electric means by measuring the values related to the quantity of the individual components with discontinuous action
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F23/00—Mixing according to the phases to be mixed, e.g. dispersing or emulsifying
- B01F23/40—Mixing liquids with liquids; Emulsifying
- B01F23/45—Mixing liquids with liquids; Emulsifying using flow mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F23/00—Mixing according to the phases to be mixed, e.g. dispersing or emulsifying
- B01F23/40—Mixing liquids with liquids; Emulsifying
- B01F23/49—Mixing systems, i.e. flow charts or diagrams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F35/00—Accessories for mixers; Auxiliary operations or auxiliary devices; Parts or details of general application
- B01F35/71—Feed mechanisms
- B01F35/717—Feed mechanisms characterised by the means for feeding the components to the mixer
- B01F35/71755—Feed mechanisms characterised by the means for feeding the components to the mixer using means for feeding components in a pulsating or intermittent manner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F35/00—Accessories for mixers; Auxiliary operations or auxiliary devices; Parts or details of general application
- B01F35/80—Forming a predetermined ratio of the substances to be mixed
- B01F35/83—Forming a predetermined ratio of the substances to be mixed by controlling the ratio of two or more flows, e.g. using flow sensing or flow controlling devices
- B01F35/833—Flow control by valves, e.g. opening intermittently
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F35/00—Accessories for mixers; Auxiliary operations or auxiliary devices; Parts or details of general application
- B01F35/80—Forming a predetermined ratio of the substances to be mixed
- B01F35/88—Forming a predetermined ratio of the substances to be mixed by feeding the materials batchwise
- B01F35/883—Forming a predetermined ratio of the substances to be mixed by feeding the materials batchwise using flow rate controls for feeding the substances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F25/00—Flow mixers; Mixers for falling materials, e.g. solid particles
- B01F25/40—Static mixers
- B01F25/42—Static mixers in which the mixing is affected by moving the components jointly in changing directions, e.g. in tubes provided with baffles or obstructions
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Automation & Control Theory (AREA)
- Fluid Mechanics (AREA)
- Accessories For Mixers (AREA)
- Nozzles (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
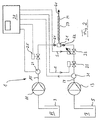
3、5 保持リザーバ
11、13 ピストンポンプ
15、17 供給ライン
21 ライン接合部
23、31 測定セル
25 弁
27 制御調整装置
33 スロットル弁
35 タイミング弁
37 スタティックミキサー
41 矢印
51、52 逆止弁
A 親成分
B 供給成分
M 主混合流
s、t 制御信号
Claims (11)
- 2成分または多成分の液状塗装システム(wet coating system)の少なくとも2つの液体成分(A;B)を混合するための方法であって、
−ある液圧下の供給成分(B)が、可変の流路横断面を介して、ある液圧下の親成分(A)に、非連続的に供給され、
−前記供給成分(B)の実際の供給量が検出され、
−前記供給成分(B)の前記供給量は、当該供給成分(B)のための前記非連続的な供給のタイミング周期及び前記流路横断面に影響が及ぼされるような態様で、当該供給成分(B)に関する目標供給量に関連して調整される、
ことを特徴とする方法。 - 前記タイミング周期は、供給インターバルの時間シーケンス及び前記供給インターバルに続く供給休止を有しており、
−i)前記目標供給量のオーバーシュートの場合には、前記供給休止の減少という犠牲によって前記供給インターバルの期間が増加され、及び、前記流路横断面が減少され、及び/または、
−ii)前記実際の供給量がある制御時間の経過後に所定の目標供給量の許容誤差範囲内にとどまっている場合、あるいは、前記目標供給量よりも小さく、時間の経過において低下している、という実際の供給量が確認された場合、当該制御に基づく影響(作用)が工程i)に従って開始され得るように、前記流路横断面が増加される、
というように、制御に基づく態様で影響が及ぼされる
ことを特徴とする請求項1に記載の方法。 - 前記供給インターバルは、前記実際の供給量が前記目標供給量に到達した時、または、それを超過した時に、終了する
ことを特徴とする請求項2に記載の方法。 - 時間の経過において増大する前記目標供給量に対する前記実際の供給量の比率が到達されるように、その開始時に、前記流路横断面の寸法が設定されることを特徴とする請求項1乃至3のいずれかに記載の方法。
- 実際の供給量/目標供給量の比率が監視され、
前記実際の供給量が前記目標供給量未満であり、及び/または、前記実際の供給量/目標供給量の比率が減少している、という場合には、前記実際の供給量/目標供給量の比率が次の供給インターバルの間に増加するように、前記流路横断面の大きさが増大される
ことを特徴とする請求項2または3のいずれかに記載の方法。 - 前記流路横断面は、前記供給休止の間の工程で変更される、あるいは、前記流路横断面は、前記実際の供給量/目標供給量の比率が釣り合っていることが確認された時に、前記供給インターバルの間の工程において変更される
ことを特徴とする請求項2、3または5のいずれかに記載の方法。 - 前記流路横断面の、及び、前記タイミング周期の、前記制御に基づく影響(作用)は、タイミング周期の前記供給インターバルの時間に関する割合が80%未満または90%未満である場合にのみ、実行される
ことを特徴とする請求項2、3、5または6に記載の方法。 - 少なくとも2つの液体成分(A;B)を混合するための装置、すなわち2成分または多成分の液状塗装システムの2成分または多成分のミキサー、であって、
−液圧下での前記少なくとも2つの成分の独立供給のためのラインシステムであって、親成分または親成分混合物用の親ラインと、当該親ラインに合流する(emerge into)供給成分用の供給ラインと、を有するラインシステムと、
−前記供給ラインを閉鎖または開放するための、及び、前記供給成分(B)の非連続的な供給のための、オン/オフタイミング弁と、
−前記供給ラインの流路横断面を変更するためのスロットル装置と、
−前記供給成分(B)の実際の流量を検出するための流量計と、
−前記供給成分(B)の前記流量の制御装置(control)と、
を備え、
当該装置は、前記スロットル装置を作動させるアクチュエータを有しており、
前記制御装置は、前記流量の制御に基づく変更のために、前記供給ラインの前記流路横断面及び前記非連続的な供給のタイミング周期に影響が及ぼされるように、前記アクチュエータ及び前記オン/オフタイミング弁の双方を制御する
ことを特徴とする装置。 - 前記スロットル装置は、前記供給の方向において、前記オン/オフタイミング弁の上流または下流に配置されている、あるいは、前記スロットル装置及び前記オン/オフタイミング弁は、併合されて共通の構成部品となっている
ことを特徴とする請求項8に記載の装置。 - 前記オン/オフタイミング弁は、空圧式に制御される
ことを特徴とする請求項8または9に記載の装置。 - 請求項1乃至7のいずれかにより規定されている方法を実行するように設計されていることを特徴とする請求項8乃至10のいずれかに記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012010544.4 | 2012-05-29 | ||
| DE102012010544.4A DE102012010544B4 (de) | 2012-05-29 | 2012-05-29 | Verfahren und Vorrichtung zum Mischen wenigstens zweier flüssiger Komponenten |
| PCT/EP2013/000848 WO2013178306A1 (de) | 2012-05-29 | 2013-03-20 | Verfahren und vorrichtung zum mischen wenigstens zweier flüssiger komponenten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015525117A JP2015525117A (ja) | 2015-09-03 |
| JP6272835B2 true JP6272835B2 (ja) | 2018-01-31 |
Family
ID=47901943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015514370A Active JP6272835B2 (ja) | 2012-05-29 | 2013-03-20 | 少なくとも2つの液体成分を混合するための方法及び装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9751060B2 (ja) |
| EP (1) | EP2855002B1 (ja) |
| JP (1) | JP6272835B2 (ja) |
| CN (1) | CN104507560B (ja) |
| DE (1) | DE102012010544B4 (ja) |
| IN (1) | IN2014MN02413A (ja) |
| PL (1) | PL2855002T3 (ja) |
| WO (1) | WO2013178306A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014209159A1 (de) * | 2014-05-14 | 2015-11-19 | Wiwa Wilhelm Wagner Gmbh & Co Kg | Verfahren zur Steuerung eines Pumpensystems sowie Pumpensystem |
| DE102014209157A1 (de) | 2014-05-14 | 2015-11-19 | Wiwa Wilhelm Wagner Gmbh & Co Kg | Verfahren zur Steuerung eines Pumpensystems sowie Pumpensystem |
| DE102014209155A1 (de) * | 2014-05-14 | 2015-11-19 | Wiwa Wilhelm Wagner Gmbh & Co Kg | Verfahren zum Betrieb eines Pumpensystems sowie Pumpensystem |
| DE102015121535B4 (de) | 2015-12-10 | 2018-12-06 | Marco Systemanalyse Und Entwicklung Gmbh | Vorrichtung und Verfahren zum Mischen |
| JP7306608B2 (ja) | 2016-03-11 | 2023-07-11 | フジフイルム エレクトロニック マテリアルズ ユー.エス.エー., インコーポレイテッド | 高度な流体処理方法およびシステム |
| EP3634610B1 (en) * | 2017-06-08 | 2023-12-20 | The Procter & Gamble Company | Method for in situ mixing of liquid compositions with dynamic filling profiles |
| US11022987B2 (en) * | 2017-07-21 | 2021-06-01 | Carlisle Fluid Technologies, Inc. | Systems and methods for improved control of impingement mixing |
| DE102017216370A1 (de) * | 2017-09-15 | 2019-03-21 | Robert Bosch Gmbh | Vorrichtung Ausbringen eines Spritzmittels |
| DE102017216812A1 (de) | 2017-09-22 | 2019-03-28 | Wiwa Wilhelm Wagner Gmbh & Co. Kg | Verfahren zur Steuerung eines Pumpensystems sowie Pumpensystem |
| DE102018104842A1 (de) * | 2018-03-02 | 2018-04-19 | Agilent Technologies, Inc. - A Delaware Corporation - | Fluidmischen mittels Fluidzuführleitungen mit leitungsspezifisch zugeordneten Fluidpumpen für die Flüssigchromatografie |
| DE202018106652U1 (de) | 2018-11-22 | 2018-12-19 | Wiwa Wilhelm Wagner Gmbh & Co. Kg | Dosiersystem |
| FR3092011B1 (fr) * | 2019-01-25 | 2021-11-05 | Fluigent | Dispositif et procédé pour créer une émulsion |
| CN109569923A (zh) * | 2019-02-13 | 2019-04-05 | 四维尔丸井(广州)汽车零部件有限公司 | 涂料喷涂系统 |
| FR3102372B1 (fr) * | 2019-10-24 | 2022-09-09 | Exel Ind | Procédé de dosage d’un produit d’injection dans un produit de base et installation associée |
| EP4076761A1 (en) | 2019-12-16 | 2022-10-26 | The Procter & Gamble Company | Liquid dispensing system comprising an unitary dispensing nozzle |
| CN114082333A (zh) * | 2021-12-28 | 2022-02-25 | 随州市文峰涂料有限责任公司 | 一种用于水性漆调色的高效混合装置 |
| CN114392689A (zh) * | 2022-03-14 | 2022-04-26 | 郑州煤矿机械集团股份有限公司 | 煤矿用乳化液自动配液系统及其配液方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH369910A (de) * | 1959-07-23 | 1963-06-15 | Sulzer Ag | Verfahren zur intermittierenden Zugabe eines Zusatzstoffes |
| US3869067A (en) | 1972-06-26 | 1975-03-04 | Du Pont | Apparatus for gradient elution |
| US3867067A (en) * | 1973-09-06 | 1975-02-18 | Edwin K Hillman | Wind powered motive apparatus |
| US4427298A (en) * | 1982-09-30 | 1984-01-24 | E. I. Du Pont De Nemours And Company | Method and system for accurately providing fluid blends |
| DE3305890A1 (de) | 1983-02-19 | 1984-08-23 | Hilger u. Kern GmbH, 6800 Mannheim | Verfahren und vorrichtung zum dosieren und mischen von mehrkomponentigen medien |
| JPS63143930A (ja) * | 1986-12-08 | 1988-06-16 | Nordson Kk | 液体の混合比率の設定調整とその吐出又は噴出方法及びその装置 |
| US5038971A (en) * | 1989-09-29 | 1991-08-13 | Tokheim Corporation | Variable blending dispenser |
| DE4332125A1 (de) | 1993-09-22 | 1995-03-23 | Wagner Wilhelm Wiwa | Verfahren zum Mischen von Werkstoffkomponenten und Vorrichtung zur Durchführung des Verfahrens |
| JPH0871459A (ja) * | 1994-09-06 | 1996-03-19 | Ransburg Ind Kk | 塗布用2液混合装置 |
| JP3383184B2 (ja) | 1997-06-18 | 2003-03-04 | 株式会社アグルー・ジャパン | 希薄溶液の製造方法および装置 |
| DE19848640C2 (de) * | 1998-10-22 | 2000-10-19 | Graco Verfahrenstechnik Gmbh | Verfahren und Vorrichtung zum Dosieren und Mischen unterschiedlicher Komponenten |
| CN101274230A (zh) * | 2000-07-31 | 2008-10-01 | 迅捷公司 | 用来混合加工材料的方法和装置 |
| DE10121950B4 (de) * | 2001-05-05 | 2014-10-09 | Wolfgang Schmidt | Vorrichtung zur Erzeugung einer Mehrkomponentenmischung |
| DE10239189A1 (de) * | 2002-08-21 | 2004-03-04 | Endress + Hauser Flowtec Ag, Reinach | Vorrichtung und Verfahren zum Mischen zweier Fluide |
| JP4417642B2 (ja) * | 2003-03-17 | 2010-02-17 | 芝浦メカトロニクス株式会社 | 処理液の製造装置、製造方法及び基板の処理装置 |
| US7456328B2 (en) | 2004-08-16 | 2008-11-25 | Ngl Solutions, Llc | Blending processes and systems |
| JP2006289151A (ja) | 2005-04-05 | 2006-10-26 | Alps Electric Co Ltd | 液体混合装置 |
| DE102005049926A1 (de) | 2005-10-17 | 2007-09-27 | Degussa Gmbh | Mischer für Flüssigfarben und Verfahren zum Mischen von Flüssigfarben |
-
2012
- 2012-05-29 DE DE102012010544.4A patent/DE102012010544B4/de active Active
-
2013
- 2013-03-20 EP EP13710792.6A patent/EP2855002B1/de active Active
- 2013-03-20 WO PCT/EP2013/000848 patent/WO2013178306A1/de active Application Filing
- 2013-03-20 PL PL13710792T patent/PL2855002T3/pl unknown
- 2013-03-20 IN IN2413MUN2014 patent/IN2014MN02413A/en unknown
- 2013-03-20 JP JP2015514370A patent/JP6272835B2/ja active Active
- 2013-03-20 CN CN201380027569.0A patent/CN104507560B/zh active Active
- 2013-03-20 US US14/404,346 patent/US9751060B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN104507560A (zh) | 2015-04-08 |
| EP2855002A1 (de) | 2015-04-08 |
| DE102012010544B4 (de) | 2017-02-09 |
| US20150165403A1 (en) | 2015-06-18 |
| IN2014MN02413A (ja) | 2015-08-21 |
| PL2855002T3 (pl) | 2017-12-29 |
| EP2855002B1 (de) | 2017-07-12 |
| CN104507560B (zh) | 2016-09-28 |
| WO2013178306A1 (de) | 2013-12-05 |
| JP2015525117A (ja) | 2015-09-03 |
| DE102012010544A1 (de) | 2013-12-05 |
| US9751060B2 (en) | 2017-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6272835B2 (ja) | 少なくとも2つの液体成分を混合するための方法及び装置 | |
| US20070051832A1 (en) | Device and method for producing a foam material | |
| JP2006266975A (ja) | 移動相供給装置及びその移動相供給装置を用いた液体クロマトグラフ | |
| KR20170003942A (ko) | 고-과도 시스템의 유동 제어 교정 방법 | |
| JP6030735B2 (ja) | 塗装装置 | |
| KR100558103B1 (ko) | 상이한 성분들의 선량 혼합 방법 및 장치 | |
| WO2020055573A3 (en) | Automated two-component resin mixing and dispensing system | |
| JPH11347460A (ja) | 二液混合装置 | |
| JP6083868B2 (ja) | 多液混合装置 | |
| JP6030736B2 (ja) | 塗装装置 | |
| JP4375858B2 (ja) | 多液混合制御方法 | |
| US11291963B2 (en) | Device and method for producing a ready-to-use solution from a concentrate | |
| JP5102093B2 (ja) | 二液塗料供給装置の供給量設定方法 | |
| JP4347556B2 (ja) | 二液混合方法 | |
| JP4182457B2 (ja) | 塗料供給装置 | |
| JP2006272212A (ja) | 多ガン塗装における塗料流量制御システム | |
| KR20030024687A (ko) | 다성분 도료의 제조 및 분무 도포 방법 | |
| JP5375882B2 (ja) | 塗料混合装置 | |
| JP2890672B2 (ja) | 塗料供給装置 | |
| JP2005152723A (ja) | 多液混合装置及び混合状態判定方法 | |
| JPH11165118A (ja) | 多液混合方法 | |
| JP5501787B2 (ja) | 液剤供給装置 | |
| JP5913712B1 (ja) | 塗装装置 | |
| JP2007330949A (ja) | 混合塗料の供給装置 | |
| JP4409819B2 (ja) | 多液混合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151016 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161206 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170616 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170904 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6272835 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |