JP6207635B2 - ギヤボックスハウジングおよびギヤボックスハウジングの製造方法 - Google Patents
ギヤボックスハウジングおよびギヤボックスハウジングの製造方法 Download PDFInfo
- Publication number
- JP6207635B2 JP6207635B2 JP2015558383A JP2015558383A JP6207635B2 JP 6207635 B2 JP6207635 B2 JP 6207635B2 JP 2015558383 A JP2015558383 A JP 2015558383A JP 2015558383 A JP2015558383 A JP 2015558383A JP 6207635 B2 JP6207635 B2 JP 6207635B2
- Authority
- JP
- Japan
- Prior art keywords
- gear housing
- housing part
- friction stir
- flange
- stir welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H57/00—General details of gearing
- F16H57/02—Gearboxes; Mounting gearing therein
- F16H57/029—Gearboxes; Mounting gearing therein characterised by means for sealing the gearboxes, e.g. to improve airtightness
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H57/00—General details of gearing
- F16H57/02—Gearboxes; Mounting gearing therein
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/127—Friction stir welding involving a mechanical connection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/22—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded
- B23K20/227—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded with ferrous layer
- B23K20/2275—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded with ferrous layer the other layer being aluminium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H57/00—General details of gearing
- F16H57/02—Gearboxes; Mounting gearing therein
- F16H2057/02039—Gearboxes for particular applications
- F16H2057/02043—Gearboxes for particular applications for vehicle transmissions
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Details Of Gearings (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
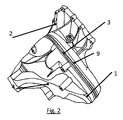
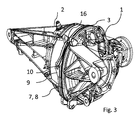
2 第2のギヤハウジング部
3 摩擦攪拌接合連結
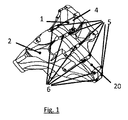
4 リブ
5 リブ
6 ねじ付きのねじドーム
7 フランジハウジング部1
8 フランジハウジング部2
9 厚肉部
10 排出孔
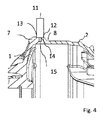
11 摩擦攪拌接合用工具
12 肩フランジ8
13 肩フランジ7
14 下側当接部材(工具肩部)
15 間隙
16 開始点
20 シール
Claims (14)
- 第1のギヤハウジング部(1)と第2のギヤハウジング部(2)とを備え、前記第1のギヤハウジング部(1)と前記第2のギヤハウジング部(2)とが永久的に連結される、車両のギヤハウジングであって、
前記第1のギヤハウジング部(1)と前記第2のギヤハウジング部(2)との間の永久的連結が、摩擦攪拌接合連結(3)によって提供され、
前記第1のギヤハウジング部(1)にある第1のフランジ(7)と前記第2のギヤハウジング部(2)にある第2のフランジ(8)とを有するフランジ(7、8)によって、前記第1のギヤハウジング部(1)と前記第2のギヤハウジング部(2)とが突き合わせ連結され、
前記第1と第2のハウジング部(1、2)の一方には、そのフランジ(7、8)の領域に径方向厚肉部(9)が設けられ、
前記摩擦攪拌接合連結(3)はその領域が、360°よりも大きな角度にわたって環状に形成され、
前記径方向厚肉部(9)は、前記摩擦攪拌接合連結(3)の領域のうち前記360°を超えた延長部分を画定するように構成される、
ギヤハウジング。 - 前記フランジ(7、8)が、前記ギヤハウジングにかかる力を広範囲にわたって吸収するように構成される、請求項1に記載のギヤハウジング。
- 前記第1のギヤハウジング部(1)が、前記第2のギヤハウジング部(2)の材料と異なる材料を含む、請求項1に記載のギヤハウジング。
- 前記フランジの内側支持面(15)の少なくとも1つが、未加工の鋳造材を含む、請求項1に記載のギヤハウジング。
- 前記フランジの少なくとも外側肩部(12、13)が未加工の鋳造材を含む、請求項1に記載のギヤハウジング。
- 前記径方向厚肉部(9)が、摩擦攪拌接合用工具(11)の排出孔(10)を含む、請求項1に記載のギヤハウジング。
- 前記摩擦攪拌接合連結(3)領域には、リブ(4、5)が配設されない、請求項1に記載のギヤハウジング。
- 第1のギヤハウジング部(1)と第2のギヤハウジング部(2)とを備える、車両のギヤハウジングの製造方法であって、
前記第1のギヤハウジング部(1)および前記第2のギヤハウジング部(2)を準備し、次に、
前記第1のギヤハウジング部(1)と前記第2のギヤハウジング部(2)とを永久的に連結する工程を有し、
摩擦攪拌接合を実施することによって、前記第1のギヤハウジング部(1)と前記第2のギヤハウジング部(2)との間の永久的な連結を構成する摩擦攪拌接合連結(3)がなされ、
前記第1のギヤハウジング部(1)にある第1のフランジ(7)と前記第2のギヤハウジング部(2)にある第2のフランジ(8)とを有するフランジ(7、8)によって、前記第1のギヤハウジング部(1)と前記第2のギヤハウジング部(2)とが突き合わされて位置決めされ、摩擦攪拌接合用工具(11)の肩部が前記フランジの未加工の外側肩部(12、13)上に位置する状態で摩擦攪拌接合用工具(11)が位置決めされ、
前記第1と第2のギヤハウジング部(1、2)の一方には、そのフランジ(7、8)の領域に径方向厚肉部(9)が設けられ、
前記摩擦攪拌接合連結(3)はその領域が、360°よりも大きな角度にわたって環状に形成され、
前記径方向厚肉部(9)は、前記摩擦攪拌接合連結(3)の領域のうち前記360°を超えた延長部分を画定する、
ギヤハウジングの製造方法。 - 前記摩擦攪拌接合連結(3)に係る溶接継ぎ目が、摩擦攪拌接合によって平滑化および/またはバリ取りされる、請求項8に記載の方法。
- 前記第1のギヤハウジング部(1)が、前記第2のギヤハウジング部(2)の材料と異なる材料を含む、請求項8に記載の方法。
- 前記フランジの内側支持面(15)の少なくとも1つが、未加工の鋳造材を含む、請求項8に記載の方法。
- 前記径方向厚肉部(9)が、摩擦攪拌接合用工具(11)の排出孔(10)を含む、請求項8に記載の方法。
- 前記第1と第2のギヤハウジング部(1、2)が、溶接作業の前にダウエルピンによって固定される、請求項8に記載の方法。
- 前記摩擦攪拌接合用工具が、前記フランジ間の1mmまでの間隙を塞ぎかつ前記第1と第2のギヤハウジング部(1、2)を密に連結する、請求項8に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013202952 | 2013-02-22 | ||
| DE102013202952.7 | 2013-02-22 | ||
| PCT/EP2014/051214 WO2014127950A1 (de) | 2013-02-22 | 2014-01-22 | Getriebegehäuse und verfahren zur herstellung eines getriebegehäuses |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016509178A JP2016509178A (ja) | 2016-03-24 |
| JP6207635B2 true JP6207635B2 (ja) | 2017-10-04 |
Family
ID=50000976
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015558383A Active JP6207635B2 (ja) | 2013-02-22 | 2014-01-22 | ギヤボックスハウジングおよびギヤボックスハウジングの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150377338A1 (ja) |
| JP (1) | JP6207635B2 (ja) |
| KR (1) | KR20150110655A (ja) |
| CN (1) | CN105026795B (ja) |
| DE (1) | DE112014000942A5 (ja) |
| MX (1) | MX2015010929A (ja) |
| WO (1) | WO2014127950A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016209549A1 (de) * | 2016-06-01 | 2017-12-07 | Voith Patent Gmbh | Stirnradgetriebe |
| DE102017209979A1 (de) * | 2017-06-13 | 2018-12-13 | Zf Friedrichshafen Ag | Verfahren zur Herstellung eines Getriebegehäuseteils mit einem Ölbunker, Getriebegehäuseteil mit Ölbunker und Getriebevorrichtung |
| CN111250860A (zh) * | 2018-11-30 | 2020-06-09 | 华孚精密科技(马鞍山)有限公司 | 一种大尺寸压铸产品的制造方法 |
| DE102019210828A1 (de) * | 2019-07-22 | 2021-01-28 | Audi Ag | Rührreibschweißen eines Werkstücks |
| DE102019219128A1 (de) * | 2019-12-09 | 2021-06-10 | Zf Friedrichshafen Ag | Antriebseinheit für ein Flurförderzeug, Baukastensystem für das Zusammenstellen einer Antriebseinheit für ein Flurförderzeug, Flurförderzeug und Verfahren zur Montage einer Antriebseinheit für ein Flurförderzeug |
| DE102019220326A1 (de) * | 2019-12-20 | 2021-06-24 | Robert Bosch Gmbh | Verfahren zur Herstellung eines Hydraulikgehäuses, Hydraulikgehäuse |
| JP7472623B2 (ja) * | 2020-04-21 | 2024-04-23 | 株式会社アイシン | アルミケース及びアルミケースの製造方法 |
| EP4303049A1 (en) * | 2022-07-05 | 2024-01-10 | Volvo Car Corporation | Motor and transmission assembly for a vehicle |
| TWM653802U (zh) * | 2024-01-03 | 2024-04-01 | 惠朋國際股份有限公司 | 適用於摩擦攪拌焊接之剎車卡鉗殼體 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT11066B (de) * | 1899-09-28 | 1903-03-10 | Emil Dr Bronnert | Verfahren zur Herstellung von hochprozentigen Lösungen von Cellulose in Chlorzinklösungen. |
| US5203221A (en) * | 1991-10-15 | 1993-04-20 | The Falk Corporation | Shaft mountable gear drive |
| US5484332A (en) * | 1992-08-28 | 1996-01-16 | Rhone-Poulenc Inc. | Poultry washing apparatus and method |
| DE4317073A1 (de) * | 1993-05-21 | 1994-11-24 | Porsche Ag | Differentialgehäuse für den Achsantrieb eines Kraftfahrzeuges |
| US5431325A (en) * | 1993-12-27 | 1995-07-11 | Ford Motor Company | Method and apparatus for producing hermetic torque converter seam |
| DE19615007A1 (de) * | 1996-04-16 | 1997-10-23 | Mekra Lang Gmbh & Co Kg | Getriebe-Einheit |
| JP3897391B2 (ja) * | 1997-03-25 | 2007-03-22 | 昭和電工株式会社 | 金属製接合部材の摩擦撹拌接合法 |
| DE19905625A1 (de) * | 1998-02-17 | 1999-08-19 | Luk Getriebe Systeme Gmbh | Kraftübertragungseinrichtung |
| JP2000176581A (ja) * | 1998-12-09 | 2000-06-27 | Tokai Rubber Ind Ltd | アーム用部材の製造方法 |
| JP4558173B2 (ja) * | 2000-10-23 | 2010-10-06 | 住友軽金属工業株式会社 | アルミニウム材の接合方法及びアルミニウム材接合製品 |
| DE102006008239A1 (de) * | 2006-02-22 | 2007-08-23 | Volkswagen Ag | Schweißverbindungsanordnung für ein Gehäuse, insbesondere Getriebegehäuse eines Fahrzeugs |
| JP4828255B2 (ja) * | 2006-02-24 | 2011-11-30 | 日立オートモティブシステムズ株式会社 | ディスクブレーキ |
| US20080053700A1 (en) * | 2006-09-06 | 2008-03-06 | O'connor Kurt F | Sealed electronic component |
| JP5003287B2 (ja) * | 2006-09-14 | 2012-08-15 | 日産自動車株式会社 | 容器の接合構造、トルクコンバータケースの接合構造、および容器の接合方法 |
| DE102007053516A1 (de) * | 2007-11-09 | 2009-05-14 | Bayerische Motoren Werke Aktiengesellschaft | Getriebegehäuse, insbesondere für Fahrzeuggetriebe |
| JP2009274117A (ja) * | 2008-05-15 | 2009-11-26 | Nippon Light Metal Co Ltd | 中空部を有する部材の摩擦攪拌接合方法 |
| AT11066U1 (de) * | 2008-11-28 | 2010-04-15 | Alutech Gmbh | Drucktank |
| JP5221411B2 (ja) * | 2009-02-19 | 2013-06-26 | 本田技研工業株式会社 | 摩擦撹拌接合の接合制御方法 |
| JP5136516B2 (ja) * | 2009-06-02 | 2013-02-06 | 日本軽金属株式会社 | 密閉容器の製造方法 |
-
2014
- 2014-01-22 JP JP2015558383A patent/JP6207635B2/ja active Active
- 2014-01-22 DE DE112014000942.3T patent/DE112014000942A5/de active Pending
- 2014-01-22 CN CN201480009723.6A patent/CN105026795B/zh active Active
- 2014-01-22 US US14/768,019 patent/US20150377338A1/en not_active Abandoned
- 2014-01-22 KR KR1020157022355A patent/KR20150110655A/ko not_active Ceased
- 2014-01-22 MX MX2015010929A patent/MX2015010929A/es unknown
- 2014-01-22 WO PCT/EP2014/051214 patent/WO2014127950A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014127950A1 (de) | 2014-08-28 |
| CN105026795A (zh) | 2015-11-04 |
| JP2016509178A (ja) | 2016-03-24 |
| MX2015010929A (es) | 2017-05-01 |
| US20150377338A1 (en) | 2015-12-31 |
| KR20150110655A (ko) | 2015-10-02 |
| CN105026795B (zh) | 2017-06-23 |
| DE112014000942A5 (de) | 2015-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6207635B2 (ja) | ギヤボックスハウジングおよびギヤボックスハウジングの製造方法 | |
| JP5614054B2 (ja) | ビーム溶接部材およびこれを備えた差動装置 | |
| JP5204788B2 (ja) | 異材継手構造、該異材継手構造を備えるタンク用スカート、該タンク用スカートを備える輸送船、及び異種金属部材の接合方法 | |
| KR101810802B1 (ko) | 유체 커플링의 제조 방법 및 유체 커플링 | |
| JP6322306B2 (ja) | アルミニウム構造部材の製造方法 | |
| JP2011167746A (ja) | ビーム溶接部材およびこれを備えた差動装置 | |
| US11806801B2 (en) | Joining method | |
| US20140083191A1 (en) | Joint structure by welding and welding quality inspection method thereof | |
| JP2013542380A (ja) | フランジ付軸受リングと、当該フランジ付軸受リングの製造方法 | |
| JP4751625B2 (ja) | 溶接継手の形成方法 | |
| JP6071132B2 (ja) | 接合体 | |
| JP5915802B2 (ja) | 摩擦攪拌接合方法 | |
| JP2010253534A (ja) | 冷却路内蔵部材および冷却路内蔵部材の製造方法 | |
| KR20140087406A (ko) | 마찰교반용접용 툴 | |
| KR20130068260A (ko) | 마찰교반접합에 의한 모터케이스의 용접 방법 및 그에 의해 형성된 모터케이스 | |
| JP2020059041A (ja) | 異材接合方法、異材接合継手、異材接合用補助部材付き管状部材及びその製造方法 | |
| JP6756105B2 (ja) | 接合方法 | |
| JP6560880B2 (ja) | 肥大加工用の金型及び肥大加工方法 | |
| JP2009279595A (ja) | 接合方法 | |
| KR101973745B1 (ko) | 요크 제조방법 | |
| JP6095435B2 (ja) | 割出しテーブル | |
| JP6164337B2 (ja) | 摩擦攪拌接合方法 | |
| JP2007283348A (ja) | 溶接方法およびこれにより溶接されたリングギア部材 | |
| JP4543668B2 (ja) | 液圧成形用管材および自動車用構造部材 | |
| EP2326456A1 (en) | Vehicle axle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151008 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160902 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170411 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170414 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170808 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170905 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6207635 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |