各種の半導体素子のうちでも、電気自動車や電気車両などを制御するために用いられる大電力制御用のパワー素子においては、発熱量が大きく、例えばAlN(窒化アルミニウム)などからなるセラミックス基板等の絶縁層上に回路層として導電性の優れた金属板を接合したパワーモジュール用基板に搭載される。
このようなパワーモジュール用基板は、回路層上に半導体素子(パワー素子)がはんだ材を介して搭載されることによりパワーモジュールとされる。この種のパワーモジュール用基板として、セラミックス基板の下面に接合された熱伝導性に優れるヒートシンクによって放熱する構造が知られている。回路層を構成する金属としては、Al(アルミニウム)やCu(銅)等が用いられている。そして、回路層にレジストを印刷して所定の形状にエッチングすることにより、回路パターンを形成することができる。
パワーモジュールにおいては、比較的変形抵抗の小さなアルミニウム板で回路層が構成されることにより、周辺環境の温度変化によるヒートサイクルの負荷に対して、セラミックス基板とアルミニウム回路層との間に生じる熱応力を回路層が吸収できる。しかしながら、アルミニウム回路層に接合された半導体素子の発熱によるパワーサイクルの負荷によって、半導体素子とアルミニウム回路層とを接合するはんだにクラックが生じ、パワーモジュールの信頼性が低下する場合がある。
また、アルミニウムは銅と比較して熱伝導性が低いので、アルミニウム板で構成された回路層は銅で構成された回路層と比較して放熱性が劣る。さらに、アルミニウムは表面に酸化皮膜が形成されるため、そのままでは、アルミニウム回路層と半導体素子とをはんだで良好に接合することは困難である。
一方、回路層が銅板で構成されている場合には、銅は変形抵抗が比較的高いため、半導体素子の発熱によるパワーサイクルの負荷によってセラミックス基板と銅回路層との間に熱応力が生じ、セラミックス基板に割れが発生する場合がある。
特に、近年のパワーモジュールは、小型化・薄肉化が進められるとともに、半導体素子の発熱量が増大し、ヒートサイクルおよびパワーサイクルの条件が厳しくなるなど、その使用環境も厳しくなってきている。このため、アルミニウムで回路層を構成した場合は、放熱性が不足して、パワーサイクルの負荷による信頼性の低下が問題となる。一方、銅で回路層を構成した場合は、熱応力の吸収が不足して、ヒートサイクルの負荷による信頼性の低下が問題となる。
このように、銅で構成された回路層は、パワーサイクルに対する信頼性は高いものの、ヒートサイクルに対する信頼性が低く、アルミニウムで構成された回路層は、ヒートサイクルに対する信頼性は高いものの、パワーサイクルに対する信頼性が低い。
これに対し、例えば特許文献1では、セラミックス基板にアルミニウム層またはアルミニウム合金層と銅層または銅合金層とを順に積層形成することにより、層間整合性を高め、接合を強化した積層構造を提案している。
セラミックス基板にアルミニウム層と銅層とを積層形成する場合、セラミックス基板上にアルミニウム板を接合する工程とセラミックス基板上に接合されたアルミニウム板上に銅板を接合する工程とを別々に行う方法、セラミックス基板上にアルミニウム板および銅板を重ねて同時に接合する方法、アルミニウム層と銅層との圧延クラッド材をセラミックス基板に接合する方法などが特許文献1に提案されている。
しかしながら、圧延クラッド材をセラミックス基板に接合する場合、ろう付の高温によってアルミニウム層と銅層との接合界面に液相が生じ、この部分の接合強度が低下するという問題がある。このため、圧延クラッド材を用いずにセラミックス基板上にアルミニウム層および銅層を順次形成する方法が望ましい。
一方、アルミニウム層と銅層をそれぞれ別の積層工程により接合する場合には、各積層工程において生じる各位置ずれやエッチング工程において生じる寸法誤差などが累積して、アルミニウム層と銅層との形状を一致させる作業性が悪く、未接合部分が生じたり位置精度が悪化したりするなどにより熱的性能が低下し、所望の性能を得られないおそれがある。
本発明は、このような事情に鑑みてなされたもので、絶縁層上に複数の金属層が積層されるパワーモジュール用基板において、所望の回路パターンを確実に形成することを目的とする。
本発明のパワーモジュール用基板は、セラミックス基板と、前記セラミックス基板よりも小さい回路形状を有し、前記セラミックス基板の表面上の所定位置に積層状態で下面全面を接合されたアルミニウム回路層と、前記セラミックス基板に接合された前記アルミニウム回路層よりも大きく、前記セラミックス基板よりも小さく、前記セラミックス基板から面方向にはみ出さない状態で前記アルミニウム回路層の上面全面を覆うように接合された銅板とを有する。
この場合、アルミニウム回路層は上面全面が銅板に接合されているとともに、下面全面がセラミックス基板に接続されているので、接合面積が確保され、放熱性を向上させることができる。また、熱伝導性の高い銅板が大きいので熱容量が大きく、温度上昇を抑制することができる。
このパワーモジュール用基板において、前記アルミニウム回路層の外周縁と、このアルミニウム回路層の前記上面に接合された前記銅板の外周縁との間の面方向寸法が1.0mm以上であることが好ましい。このように設定しておくことにより、各寸法精度が良好ではない状態となっても、アルミニウム回路層の上面全面を銅板で確実に覆うことができる。
また、このパワーモジュール用基板において、前記銅板の板厚が0.05mm以上であることが好ましい。この場合、銅板においてアルミニウム回路層の外縁からはみ出した部分が接合時の熱によって変形することを防止できる。
さらに、このパワーモジュール用基板において、前記アルミニウム回路層の板厚が0.10mm以上であることが好ましい。この場合、アルミニウムによる応力緩衝効果を確保することができる。
また、本発明は、絶縁層とこの絶縁層の一方の面に形成された回路層とを有するパワーモジュール用基板の製造方法であって、絶縁層を形成するセラミックス基板の表面上の所定位置に、回路層を形成する所定の大きさのアルミニウム板を面方向にはみ出さないように積層載置し、前記セラミックス基板の前記表面に前記アルミニウム板の下面全面を接合するアルミニウム板接合工程と、前記アルミニウム板上にレジスト層を形成するレジスト形成工程と、前記セラミックス基板上に接合された前記アルミニウム板をエッチングしてアルミニウム回路層を形成するエッチング工程と、前記アルミニウム回路層よりも大きく前記セラミックス基板よりも小さい銅板を、前記アルミニウム回路層の上面全面を覆いかつ前記セラミックス基板上から面方向にはみ出さないように積層載置し、銅とアルミニウムの共晶温度未満で加熱し前記アルミニウム回路層と前記銅板とを固相拡散接合する銅板接合工程と、を有する。
この製造方法によれば、アルミニウム回路層よりも大きな銅板を接合するので、アルミニウム回路層の上面全面に対して銅板を接合することが容易である。このため、アルミニウム回路層には銅板との未接合部分が生じず、接合面積を確保することにより放熱性を向上させることができる。また、アルミニウム回路層と銅板とが固相拡散によって強固に接合されるので、熱応力による剥離が抑制され、ヒートサイクルおよびパワーサイクルによる負荷に対する信頼性の高いパワーモジュール用基板を実現できる。
そして、このように製造されたパワーモジュール用基板は、熱伝導率の高い銅板上に半導体素子が搭載されることにより、半導体素子から発生する熱を銅板で面方向に広げて放散させ、パワーモジュール用基板に対するパワーサイクルによる負荷を緩和させることができるとともに、セラミックス基板と銅板との間に変形抵抗の小さいアルミニウム回路層が備えられることにより、セラミックス基板と銅板との熱膨張係数の差に起因する熱応力をアルミニウム回路層で吸収させ、パワーモジュール用基板に対するヒートサイクルによる負荷を緩和させることができる。
さらに、この製造方法では、前記アルミニウム板接合工程において、前記セラミックス基板の裏面上の所定位置に、放熱層を形成する所定の大きさの放熱用アルミニウム板を位置決めして積層載置し、この放熱用アルミニウム板を前記アルミニウム板とともに前記セラミックス基板に接合し、前記銅板接合工程において、前記セラミックス基板上に接合された前記放熱用アルミニウム板上の所定位置に、放熱用銅板を位置決めして積層載置し、前記放熱用アルミニウム板と前記放熱用銅板とを固相拡散接合することにより、前記絶縁層の他方の面に、前記放熱用アルミニウム板および前記放熱用銅板が積層されてなる放熱層を形成してもよい。
この場合、放熱層の表面が銅であり、アルミニウム製のヒートシンクを比較的低温のはんだ付けにより接合できるので、各層間の接合強度を低下させるおそれがない。また、銅板接合工程において、放熱用銅板上にさらにアルミニウム製のヒートシンクを積層して加熱処理することにより、放熱用アルミニウム板と放熱用銅板とを固相拡散接合するとともに、放熱用銅板とヒートシンクとを固相拡散接合することも可能である。
本発明のパワーモジュール用基板によれば、半導体素子の発熱を効率よく放散でき、銅板およびアルミニウム回路層の温度上昇が抑制されるので、ヒートサイクルによる負荷に対する信頼性を向上できる。また、本発明のパワーモジュール用基板の製造方法によれば、セラミックス基板上にアルミニウム層と銅層とが積層されるパワーモジュール用基板において、各層間を確実に接合し、所望の回路パターンを形成することができる。これにより、パワーモジュール用基板を小型化できるとともに、放熱性を向上させることができる。
以下、本発明に係るパワーモジュール用基板およびその製造方法の実施形態について説明する。図1に、本発明に係るパワーモジュール用基板10に半導体素子12およびヒートシンク14が接合されてなるヒートシンク付パワーモジュール16を示す。
パワーモジュール用基板10は、セラミックス基板20と、セラミックス基板20の一方の面(表面)20aに接合されたアルミニウム回路層23(アルミニウム板22)と、このアルミニウム回路層23(アルミニウム板22)に接合された回路用銅板24と、セラミック基板20の他方の面(裏面)20bに接合されたアルミニウム放熱層27(放熱用アルミニウム板26)と、このアルミニウム放熱層27(放熱用アルミニウム板26)に接合された放熱用銅板28とを有する。
パワーモジュール用基板10は、セラミックス基板20にアルミニウム板22,放熱用アルミニウム板26を接合するアルミニウム板接合工程(図2)と、アルミニウム板22上および放熱用アルミニウム板26上に所望形状のレジスト層30,31を形成するレジスト形成工程と(図3)、セラミックス基板20上に接合されたアルミニウム板22,放熱用アルミニウム板26をエッチングして所望形状のアルミニウム回路層23,アルミニウム放熱層27を形成するエッチング工程(図4)と、回路用銅板24,放熱用銅板28を、アルミニウム回路層23,アルミニウム放熱層27の各上面にそれぞれ積層載置し、アルミニウム回路層23と回路用銅板24およびアルミニウム放熱層27と放熱用銅板28を固相拡散接合する銅板接合工程(図5)とを行うことにより製造される。
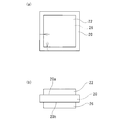
より具体的には、まず、図2に示すアルミニウム板接合工程において、絶縁層を形成するセラミックス基板20の表面20a,裏面20b上の所定位置に、半導体素子12が接合される回路層を形成する所定の大きさのアルミニウム板22およびヒートシンク14が接合される放熱層を形成する放熱用アルミニウム板26を面方向にはみ出さないように積層載置し、アルミニウム板22,放熱用アルミニウム板26の各下面全面をセラミックス基板20の表面20aおよび裏面20bにそれぞれ接合する。セラミックス基板20に対するアルミニウム板22,放熱用アルミニウム板26の位置決めは、例えば図2(a)に矢印で示すように、セラミックス基板20の2辺を基準とすることができる。
セラミックス基板20は、回路層を形成するアルミニウム板22と放熱用アルミニウム板26との間の電気的接続を防止する絶縁材であって、例えばAlN(窒化アルミ),AlO3,Si3N4等で形成され、その板厚は0.2mm〜1.5mmである。アルミニウム板22,放熱用アルミニウム板26は例えば純度99.99%以上、板厚0.1mm〜1.0mmのアルミニウム圧延板である。これらのアルミニウム板22,放熱用アルミニウム板26とセラミックス基板20とを、例えばAl−Si系のろう材を用いて640℃〜650℃でろう付する。アルミニウム板22,放熱用アルミニウム板26の板厚を0.1mm以上とすることにより、応力緩衝効果を確保することができる。
次に、図3に示すレジスト形成工程において、セラミックス基板20上に接合されたアルミニウム板22上および放熱用アルミニウム板26上に、所望形状の回路パターンが得られるようにレジスト層30,31をそれぞれ形成する。レジスト層30,31は、例えばレジストインキをアルミニウム板22,放熱用アルミニウム板26の各表面にスクリーン印刷することにより形成される。
次に、図4に示すエッチング工程において、アルミニウム板22においてレジスト層30が接合されていない周辺部22a、および放熱用アルミニウム板26においてレジスト層31が接合されていない周辺部26aをエッチング処理により除去した後、レジスト層30,31を除去する。これにより所望形状の回路パターンを有するアルミニウム回路層23およびアルミニウム放熱層27が得られる。
図4において、エッチング処理により除去される周辺部22a,26aをハッチングおよび2点鎖線で示す。エッチング液としては、例えばアルミニウムに対して十分なエッチング性を有するFeCl3溶液を用いることができる。エッチング工程後のアルミニウム回路層23およびアルミニウム放熱層27の厚さを0.10mm以上とすることにより、パワーモジュール用基板10における応力緩衝効果を確保することができる。
次に、図5に示す銅板接合工程において、セラミックス基板20の表面20a上に接合されエッチングされたアルミニウム回路層23上の所定位置に、アルミニウム回路層23よりも大きい(アルミニウム回路層23の面積よりも大きい)所望の形状を有しアルミニウム回路層23とともに回路層を形成する回路用銅板24を、アルミニウム回路層23の上面全面を覆いかつセラミックス基板20上から面方向にはみ出さないように位置決めして積層載置する。同様に、セラミックス基板22の裏面20b上に接合されエッチングされたアルミニウム放熱層27上の所定位置に、アルミニウム放熱層27よりも大きい(アルミニウム放熱層27の面積よりも大きい)所望の形状を有しアルミニウム放熱層27とともに放熱層を形成する放熱用銅板28を、アルミニウム放熱層27の表面全面を覆いかつセラミックス基板20上から面方向にはみ出さないように位置決めして積層載置する。そして、銅とアルミニウムの共晶温度未満で加熱し、回路用銅板24とアルミニウム回路層23、および放熱用銅板28とアルミニウム放熱層27とをそれぞれ固相拡散接合する。
回路用銅板24,放熱用銅板28は、例えば図5(a)に矢印で示すようにセラミックス基板20の2辺や、セラミックス基板20上に形成されたアルミニウム回路層23,アルミニウム放熱層27の2辺などを基準として位置決めすることができるが、いずれの場合もセラミックス基板20から面方向にはみ出さない状態とする。すなわち、回路用銅板24,放熱用銅板28及びアルミニウム回路層23,アルミニウム放熱層27はセラミックス基板20よりも小さい。
回路用銅板24,放熱用銅板28は、例えば接合前にプレス加工を行う等により、それぞれアルミニウム回路層23,アルミニウム放熱層27よりも大きい所望の形状に形成することができる。また、各部材の接合面は、固相拡散接合処理前に予め傷が除去されて平滑にされている。
回路用銅板24の寸法は、エッチング工程後の公差が最大となった場合であってもアルミニウム回路層23の全面を確実に覆うことができるように、エッチングの精度、回路用銅板24自体の寸法精度および配置精度を考慮して設定する。例えば、エッチングの精度が±0.25mmである場合、アルミニウム回路層23の基準寸法よりも回路用銅板24が0.25mm大きければ、アルミニウム回路層23の上面全面を覆うように回路用銅板24を接合することができる。さらに0.25mmの余裕を見込むと、アルミニウム回路層23が精度よく形成されている場合には、アルミニウム回路層23の外周縁23aと回路用銅板24の外周縁24aとの間の面方向寸法pが例えば1.0mm程度となる。
同様に、アルミニウム放熱層27の表面全面を確実に覆うことができるように放熱用銅板28の寸法を設定すると、アルミニウム放熱層27が精度よく形成されている場合には、アルミニウム放熱層27の外周縁27aと放熱用銅板28の外周縁28aとの間の面方向寸法qが例えば1.0mm程度となる。
このように各部材の寸法を設定することにより、回路用銅板24よりも小さいアルミニウム回路層23の表面全面が回路用銅板24の裏面に固相拡散接合された状態となるとともに、放熱用銅板28よりも小さいアルミニウム放熱層27の表面全面が放熱用銅板28の裏面に固相拡散接合された状態となる。
回路用銅板24,放熱用銅板28は、0.05mm以上6.0mm以下の厚さを有する無酸素銅の圧延板であり、セラミックス基板20の表裏面に対して3kgf/cm2以上35kgf/cm2以下で加圧保持され、400℃以上548℃未満の加熱温度を5分以上240分以下保持する真空加熱により、それぞれアルミニウム回路層23,アルミニウム放熱層27に固相拡散接合される。なお、この銅板接合工程において、図5に2点鎖線で示すように、放熱用銅板28に対してさらにアルミニウムまたはアルミニウム合金製のヒートシンク14も同時に固相拡散接合してもよい。
回路用銅板24,放熱用銅板28の板厚を0.05mm以上とすることにより、半導体素子12からの熱を銅層24で拡げて熱をより効率的に伝達し、パワーサイクル負荷時の初期の熱抵抗を低減することができるので、パワーサイクルに対する信頼性をより高くすることができるとともに、アルミニウム回路層23,アルミニウム放熱層27からはみ出した部分の垂れ下がりを回避することができる。また、回路用銅板24,放熱用銅板28の板厚を6.0mm以下とすることにより、回路層および放熱層の剛性を低減させ、ヒートサイクル負荷時においてセラミックス基板20に割れが生じることを抑制できる。
固相拡散のための真空加熱における加熱温度は、アルミニウム板22(アルミニウム回路層23)を構成する金属(Al)と回路用銅板24を構成する金属(Cu)、放熱用アルミニウム板26(アルミニウム放熱層27)を構成する金属(Al)と放熱用銅板28を構成する金属(Cu)、ヒートシンク14も同時に接合する場合には放熱用銅板28を構成する金属(Cu)とヒートシンク14を構成する金属(例えばAl−Mg−Si系合金)の共晶温度のうち、最も低い共晶温度(共晶温度含まず)から共晶温度−5℃の範囲が好ましい。
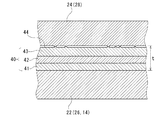
ここで、アルミニウム(アルミニウム板22、放熱用アルミニウム板26、ヒートシンク14)と銅(回路用銅板24、放熱用銅板28)との間における固相拡散接合について、アルミニウム板22と回路用銅板24との接合を例として図6を参照して説明する。アルミニウム板22と回路用銅板24とは、アルミニウム板22のアルミニウム原子と回路用銅板24の銅原子とが相互拡散することによって、拡散層40を形成して接合される。この拡散層40においては、アルミニウム板22から回路用銅板24に向かうにしたがい、漸次アルミニウム原子の濃度が低くなり、かつ銅原子の濃度が高くなる濃度勾配を有する。
拡散層40は、CuとAlとからなる金属間化合物で構成されており、本実施形態では図6に示すように、複数の金属間化合物が界面に沿って積層された構成となっている。拡散層40は、厚さtの平均が1μm以上80μm以下の範囲内、好ましくは、5μm以上80μm以下の範囲内に設定され、アルミニウム板22側から回路用銅板24側に向けて順にθ相41、η2相42、ζ2相43の3種の金属間化合物が積層されている。
なお、この拡散層は、アルミニウム板22側から銅板24側に向けて順に、前記接合界面に沿って、θ相、η2相が積層し、さらにζ2相、δ相、及びγ2相のうち少なくとも一つの相が積層した構造とされていても良い。
さらに、回路用銅板24と固相拡散接合により形成された拡散層40との界面に沿って、酸化物44が層状に分散している。本実施形態においては、この酸化物44はアルミナ(Al2O3)等のアルミニウム酸化物である。酸化物44は、拡散層40と回路用銅板24との界面に分断された状態で分散しており、拡散層40と回路用銅板24とが直接接触している領域も存在する。なお、銅板24と拡散層40の界面に沿って、酸化物44が拡散層40の内部に層状に分散している構成とされても良い。本実施形態では、回路用銅板24の平均結晶粒径は50μm以上200μm以下の範囲内、アルミニウム板22の平均結晶粒径は500μm以上である。
以上説明したように、本実施形態に係る製造方法によれば、セラミックス基板20の表面20a上に設けたアルミニウム回路層23よりも大きな回路用銅板24を固相拡散接合により強固にアルミニウム回路層23に接合するので、銅層とアルミニウム層とが確実に接合されたパワーモジュール用基板10を得ることができる。
また、このように製造されたパワーモジュール用基板10においては、アルミニウム板22(アルミニウム回路層23)中のAlが回路用銅板24側へ、回路用銅板24中のCuがアルミニウム板22(アルミニウム回路層23)側へと十分に相互拡散し、アルミニウム板22(アルミニウム回路層23)と回路用銅板24との間に、CuとAlの拡散層40が形成されている。したがって、アルミニウム板22(アルミニウム回路層23)と回路用銅板24とが確実に固相拡散接合され、接合強度を確保することができる。
また、回路用銅板24と拡散層40との界面および放熱用銅板28と拡散層40との界面に沿って酸化物44が層状に分散しているので、アルミニウム板22(アルミニウム回路層23)および放熱用アルミニウム板26(アルミニウム放熱層27)に形成された酸化膜が確実に破壊され、CuとAlの相互拡散が十分に進行していることになり、回路用銅板24および放熱用銅板28と拡散層40とが確実に接合されている。
さらに、拡散層40において、複数の金属間化合物が接合界面に沿って積層されるので、脆い金属間化合物が大きく成長してしまうことが抑制されている。また、回路用銅板24中あるいは放熱用銅板28中のCuとアルミニウム板22(アルミニウム回路層23)中あるいは放熱用アルミニウム板26中のAlとが相互拡散することにより、回路用銅板24側あるいは放熱用銅板28側からアルミニウム板22(アルミニウム回路層23)側あるいは放熱用アルミニウム板26に向けてそれぞれの組成に適した金属間化合物が層状に形成されるので、接合界面の特性を安定させることができる。
具体的には、拡散層40は、アルミニウム板22(アルミニウム回路層23)側あるいは放熱用アルミニウム板26側から回路用銅板24側あるいは放熱用銅板28側に向けて順に、θ相41、η2相42、ζ2相43の3種の金属間化合物が積層又はθ相、η2相が積層し、さらにζ2相、δ相、及びγ2相のうち少なくとも一つの相が積層しているので、拡散層40内部における体積変動が小さく、内部歪みが抑えられる。
また、アルミニウム板22(アルミニウム回路層23),放熱用アルミニウム板26および回路用銅板24,放熱用銅板28の平均結晶粒径が比較的大きく、アルミニウム板22(アルミニウム回路層23),放熱用アルミニウム板26の平均結晶粒径が500μm以上、回路用銅板24,放熱用銅板28の平均結晶粒径が50μm以上200μm以下の範囲内に設定されている。これにより、アルミニウム板22(アルミニウム回路層23)および回路用銅板24あるいは放熱用アルミニウム板26放熱用銅板28に過剰な歪み等が蓄積されず、疲労特性が向上する。したがって、ヒートサイクル負荷において、パワーモジュール用基板10とヒートシンク14との間に生じる熱応力に対する接合信頼性が向上する。
さらに、拡散層40の平均厚さtが1μm以上80μm以下、好ましくは5μm以上80μm以下の範囲内であることにより、CuとAlとの相互拡散が十分に進行しており、アルミニウム板22(アルミニウム回路層23)と回路用銅板24および放熱用アルミニウム板26(アルミニウム放熱層27)と放熱用銅板28を強固に接合できるとともに、アルミニウム板22(アルミニウム回路層23),放熱用アルミニウム板26(アルミニウム放熱層27)および回路用銅板24,放熱用銅板28に比べて脆い金属間化合物が必要以上に成長することが抑えられ、接合界面の特性が安定する。
なお、上記実施形態では、純度99.99%のアルミニウム板を用いたが、これに限らず、純度99%又は純度99.9%のアルミニウム板やアルミニウム合金からなる板を用いることもできる。また、無酸素銅からなる銅板を用いたが、これに限らず、他の純銅からなる銅板又は銅合金からなる銅板を用いることもできる。
また、上記実施形態ではエッチングによって所望形状の回路パターンを有するアルミニウム回路層23を形成したが、プレス加工により所望形状の回路パターンを有するアルミニウム板を作成し、このアルミニウム板をセラミックス基板に接合することで、所望形状の回路パターンを有するアルミニウム回路層を形成することもできる。
以上説明したように、本発明のパワーモジュール用基板の製造方法によれば、セラミックス基板上に複数の金属層が積層されるパワーモジュール用基板において、各層間を確実に接合できるとともに、所望の回路パターンを高い寸法精度で確実に形成できるので、搭載された半導体素子からの放熱性を向上させ、パワーモジュール用基板の小型が実現できる。
また、本発明のパワーモジュール用基板によれば、半導体素子の発熱を効率よく放散でき、銅板およびアルミニウム回路層の温度上昇が抑制されるので、ヒートサイクルによる負荷に対する信頼性を向上できる。
なお、本発明は前記実施形態の構成のものに限定されるものではなく、細部構成においては、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。例えば放熱層は、前記実施形態のように銅板を含む構成と、銅板を含まずアルミニウム板のみで形成する構成と、いずれの形態であってもよい。