JP6130833B2 - プラスチック容器のブロー成形と充填のための装置 - Google Patents
プラスチック容器のブロー成形と充填のための装置 Download PDFInfo
- Publication number
- JP6130833B2 JP6130833B2 JP2014524339A JP2014524339A JP6130833B2 JP 6130833 B2 JP6130833 B2 JP 6130833B2 JP 2014524339 A JP2014524339 A JP 2014524339A JP 2014524339 A JP2014524339 A JP 2014524339A JP 6130833 B2 JP6130833 B2 JP 6130833B2
- Authority
- JP
- Japan
- Prior art keywords
- head
- mold
- cap
- capping
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000071 blow moulding Methods 0.000 title claims description 14
- 238000002347 injection Methods 0.000 claims description 52
- 239000007924 injection Substances 0.000 claims description 52
- 239000007788 liquid Substances 0.000 claims description 15
- 238000000034 method Methods 0.000 description 25
- 238000005429 filling process Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/46—Component parts, details or accessories; Auxiliary operations characterised by using particular environment or blow fluids other than air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/022—Making containers by moulding of a thermoplastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2828—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers inserting and rotating screw stoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2835—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers applying and rotating preformed threaded caps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/46—Component parts, details or accessories; Auxiliary operations characterised by using particular environment or blow fluids other than air
- B29C2049/4602—Blowing fluids
- B29C2049/465—Blowing fluids being incompressible
- B29C2049/4664—Blowing fluids being incompressible staying in the final article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4273—Auxiliary operations after the blow-moulding operation not otherwise provided for
- B29C49/428—Joining
- B29C49/42802—Joining a closure or a sealing foil to the article or pincing the opening
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Basic Packing Technique (AREA)
- Sealing Of Jars (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Gear Transmission (AREA)
Description
プリフォームは、通常、その下端部が閉じられかつその反対側の端部が開放されている円筒状のチューブの形状を成す。
プリフォームが金型内に配置されると、プリフォームの開放端部のみが金型の上方から見える。
延伸段階が開始された後、液体がプリフォームの開放端部を通じてプリフォーム内へ注入される。この液体注入は、金型の内壁と接触するまでプリフォームの拡張を引き起こし、それにより、ボトルの最終形状が得られる。
この観点で、金型が開放されるとともに、液体が充填されたボトルが、閉栓ヘッドを備えるステーションへ移動される。
キャップが閉栓ヘッド内に配置され、また、ボトルのねじ付き首部の周りで閉栓ヘッドが回転されて、キャップが首部の周囲に螺合される。
本発明に係る装置において、閉栓ヘッドは、(延伸工程および拡張工程による)容器のブロー成形中および充填中に、注入ヘッドと金型との間に配置される。したがって、容器がブロー成形されて充填された時点で、注入ヘッドを上昇させて、注入ヘッドと依然として容器を収容する金型との間に閉栓ヘッドを移動させる必要がない。これは、閉栓ヘッドが既に適切な位置に配置されているからである。
また、充填されて開放された容器を閉栓ヘッドが設けられる離れたステーションへ移動させる必要もなく、それにより、移動されているときの液体の飛散が回避されあるいは少なくとも低減される。
したがって、ブロー成形、充填、および、閉栓プロセスが従来技術の場合よりも簡略化されて高速化される。
したがって、閉栓ヘッドの横断穴は、注入ヘッドと金型との間に配置され、特に、液体が出る注入ヘッドの出口と容器の注出口との両方に対向している。
なお、位置合わせ軸線は、容器の注出口の中央も通り過ぎる。
これは、注入ヘッドと金型との間での閉栓ヘッドの簡単な配置を与える。
特に、閉栓ヘッドは注入ヘッドの下側に装着される。
この装着は、キャップが注出口の首部の周囲に螺合されるその後のステップにとって特に都合が良い。
しかしながら、回転式の閉栓ヘッドを必要としない他の種類の閉栓工程が想起されてもよい。
したがって、螺合閉栓、押圧閉栓、シール閉栓(アルミニウム箔を伴う)、および、超音波シール閉栓などの他の閉栓技術が想起されてもよい。
したがって、装置は、容器の注出口にキャップを固定する目的で閉栓ヘッドを回転駆動させるための適切な手段を備える。
そのような駆動手段を装置に恒久的に組み込むことができ、それにより、該駆動手段を必要時に閉栓ヘッドに近づける必要がなくなる。
この配置は、駆動手段を装置内に恒久的な態様で受け入れることができるようにし(駆動手段は、注入ヘッドの長手方向移動を妨げない位置に配置される)、一方、閉栓ヘッドは注入ヘッドと金型との間に恒久的に配設される。
したがって、横方向にオフセットされた駆動手段は、容器がブロー成形されて充填された後に閉栓ヘッドおよび駆動手段の位置を変えることなく、閉栓目的で閉栓ヘッドの回転駆動を可能にする。
この特徴は、ブロー成形されて充填された容器を収容する金型が、ブロー成形・充填プロセス中に占められる位置と同じ位置にとどまって依然として容器を所定位置に保持するという点において有効である。
したがって、容器内の液体の飛散が回避される。
これらの種類の駆動手段は、注出口のねじ付き首部の周囲にキャップを螺合する工程中に捩じ込みトルクの正確な制御を可能にする。
あるいは、他の種類のモータが磁気結合と共に想起されてもよい。
なお、閉栓工程中に容器を所定位置に保持する金型は、回転防止手段として使用される。
したがって、キャップは、横断穴内に受けられるとともに、横断穴の内寸法とキャップの外寸法との適切な寸法付けによって横断穴内に強固に嵌め付けられてもよい。
そのような保持手段は、例えば、横断穴の内壁および/または横断穴内に設けられる弾性手段であってもよい。
従来の態様において、そのような延伸手段は、金型内でプリフォームを延伸させるための延伸段階中に使用される。
別の想定し得る特徴によれば、装置は、内部にキャップが詰まる場合がある受け入れ手段へ向けて延伸ロッドを下方へ移動させるための作動手段を備える。
延伸ロッドは2つの目的を有する。これは、延伸ロッドが、ブロー成形・充填プロセス中の金型内でのプリフォームの延伸と、閉栓ヘッドの受け入れ手段内に詰まったキャップの解放との両方に関与するからである。
そのような並進動作は、容器の注出口の周囲で閉栓ヘッドが金型と接触できるようにする。例えば、これは、ブロー成形・充填プロセス中に生じ得る。そのような動作は、例えばキャップが閉栓ヘッドへ供給されなければならないときに、閉栓ヘッドが金型から離間できるようにする。
閉栓ヘッドが金型から離間された後に、ブロー成形型充填済容器の注出口に固定されるべきキャップを閉栓ヘッドと金型との間に移動させるための移動手段と、
キャップを閉栓ヘッドの受け入れ手段内に位置決めするための位置決め手段と
を備える。
したがって、閉栓ヘッドが金型から離間されたときに、閉栓ヘッドと金型から突出する容器の注出口との間に適切な空間が残される。この空間は、その内部に移動可能な移動手段および位置決め手段を配設するために使用される。
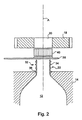
装置10は、図1の位置でボトル12を収容する金型14を備える。
また、装置10は注入ヘッド16を備え、この注入ヘッド16を通じて液体がボトルの成形中にボトル内へ注入されている。
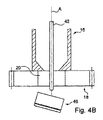
装置10は延伸手段も備え、この延伸手段は、ここでは図4Aおよび図4Bに表わされる延伸ロッドを備えており、以下で説明される。
点線で表わされるように、閉栓ヘッド18は、長手方向軸線A周りに中心付けられる横断穴20を有する。
軸線Aは位置合わせ軸線であり、この位置合わせ軸線に沿って注入ヘッド16および金型14が図1の製造形態で位置合わせされる。
横断穴20は、互いに反対の2つのサイド20a,20bを有する。サイド20aは注入ヘッド16と対向し、一方、反対側のサイド20bは、金型14、特に容器12の注出口22と対向する。
図面に表わされていないが、注入ヘッド16は出口を有し、閉栓ヘッド18が金型14に当接して横断穴20が注出口22を取り囲むと、液体が出口を通じて流れ、横断穴20および注出口22に入る。
この位置は、図面に示されておらず、容器がブロー成形されると同時に充填される位置を表わす。
図1に表わされるように、駆動手段24は、軸線Aに対して横方向にオフセットされ、閉栓ヘッド18の外周に連結される。
特に、駆動手段は、閉栓ヘッド18の外周に設けられたギア28と協働するギア26を備える。
これらのギアは、噛み合い係合状態にあってもよく、例えば歯付きギアであってもよい。
ギア26は、例えば、モータ24の出力シャフト30に装着される。
モータ24は、例えばブラシレスモータである。
このモータは、後述する捩じ込みプロセス中に閉栓ヘッド18、したがってキャップに伝えられる力の正確な制御を可能にする。
つまり、容器12は、プラスチックプリフォームから形成されている。
この既知のプロセスによれば、プラスチックプリフォームは、最初に成形プロセスによって製造された後、プリフォームの口部へのアクセスを残すように金型14内に位置決めされる前に加熱される。
したがって、プリフォームの口部は、プリフォームの残りの部分を収容する金型の上部から突出する。
金型14は、製造プロセスに応じて2つ以上の部分に分割されてもよい。
プリフォームは、通常、その下端部が閉じられかつその反対側の端部が開放されている
円筒状のチューブの形状を成す。
プリフォームが金型内に配置されると、プリフォームのその突出された口部を伴う開放端部のみが金型の上方から見える。
開放端部はプロセス中に成形され、それにより、注出口22がもたらされる。
その後、延伸ロッドは、閉じられた端部を下方へ押圧し、それに応じてプリフォームを制御された態様で延伸させるべく更に作動される。
延伸段階が開始された後、注入ヘッド16を通じて供給される液体は、延伸ロッドが依然として作動されている間に、延伸ロッドの周囲でプリフォームの開放端部を通じてプリフォーム内へ注入される。
この液体注入は、延伸ロッドの動きと相俟って、金型の内壁と接触するまでプリフォームの拡張を引き起こす。
したがって、容器12の最終形状が得られる。
この観点で、軸線Aに沿って並進動作で一緒に移動できる注入ヘッド16および閉栓ヘッド18は、閉栓ヘッド18と注出口22との間に十分な自由空間を残すように軸線Aに沿って上昇させられる。
注入ヘッド16と閉栓ヘッド18との間の接続は、ニードルベアリングを備える回転可能な接続であることに留意すべきである。
そのような回転可能な接続は当業者に知られている。
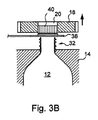
なお、注出口22は、雄ねじ34を伴う首部32と、首部の基部に設けられるフランジ36とを有する。フランジ36は、金型14の上部に設けられる凹部内に位置決めされる。
移動手段38はキャップ配送プレートの形状を成してもよく、このプレートの上面には、例えば、キャップ40をプレート上の所定位置に位置決めして保持するために僅かな凹部が設けられる。
このプレートは、その外周に幾つかのキャップを備える回転プレートであってもよく、または、一端に1つのキャップのみを支持して軸線Aに対して垂直な軸線に沿って延ばされる長尺プレートであってもよい。
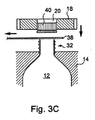
横断穴20の内側寸法(内径)およびキャップ40の外側寸法(外径)は、キャップ40を横断穴20内に圧入できかつ図3Cに表わされるようにキャップが所定位置にとどまることができるように調整される。
なお、キャップ40は穴20内に部分的に嵌められる。
横断穴20内へのキャップ40の導入度合は、キャップおよび穴のそれぞれの寸法によって決まる。それぞれの寸法が互いに一致すればするほど、キャップ40は横断穴20内へあまり導入されない。
これは、他のデバイスを何ら必要としない、キャップを閉栓ヘッド内の所定位置に配置するための非常に都合の良い手段である。また、移動手段38は、それらが垂直軸線Aに沿って移動可能である必要がないため、簡略化されてもよい。
キャップ40を閉栓ヘッド18と容器の注出口との間に移動させるための他の移動手段が代わりに想起されてもよい。
次に、キャップ40を備える閉栓ヘッド18が、それに応じて作動される注入ヘッド16により、軸線Aに沿って下方へ並進駆動され、首部32の周囲にキャップ40が配置される。
したがって、閉栓ヘッドが軸線A周りで回転駆動される。閉栓ヘッド18のこの回転動作により、キャップ40が首部32の周囲で回転駆動され、それにより、容器の首部の周囲にキャップ40が強固に螺合される。
また、閉栓ヘッドは、ブロー成形、充填、および、閉栓プロセス中に、長手方向軸線A(例えば、垂直軸線)に沿って並進動作で駆動され、あるいは、閉栓プロセスの最後のステップ中に回転駆動される(図3D)。
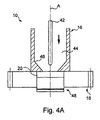
延伸ロッド42は、該延伸ロッドを長手方向軸線Aに沿って上下に移動させる図示しない従来の作動手段によって作動される。
注入ノズルは、容器内への流体の注入がもはや必要でなくなったときに流体密のシールを達成するために内側ハウジング44の円錐台の内面46に当接している。
この注入ノズルは、前述した閉栓プロセス中に、この当接位置にとどまる。
注入ノズルは、延伸ロッド42を内部に受けるべく、その中央部が穿孔されている。
しかしながら、キャップ48は、閉栓ヘッド18内に不正確に配置されている。
例えば、キャップ48は、キャップを詰まらせる非常に大きな距離にわたって横断穴20内に導入されてしまっている。
あるいは、キャップが傾斜した態様で穴20内に導入され、それにより、穴内でキャップが詰まってしまう場合がある。
図4Bに表わされるように、キャップ48の詰まりが検出されると、延伸ロッド42は、注入ヘッド18へ向けて、特に受け入れ手段20へ向けて下方へ移動させられる。
その後、延伸ロッド42は、キャップ48に対して垂直力を及ぼし、図4Bに示されるようにキャップを受け入れ手段20から下方へ押し出し、それにより、受け入れ手段を開放して、詰まったキャップを除去する。
Claims (16)
- プリフォームからプラスチック容器へのブロー成形とこの容器への充填を同時に行うための装置(10)であって、
前記プリフォームの口部へのアクセスを残すように前記プリフォームを収容するための金型(14)と、
前記金型内で前記プリフォームを延伸させるための延伸手段(42)と、
前記金型内で前記プリフォームの拡張を引き起こすように前記口部を通じて液体を注入し、それにより、注出口(22)を備えるブロー成形型充填済容器(12)を得るための注入ヘッド(16)と
を備える装置において、
前記ブロー成形型充填済容器の前記注出口にキャップ(40)を固定するための閉栓ヘッド(18)を更に備え、前記閉栓ヘッドが、前記注入ヘッド(16)と前記金型(14)との間に恒久的に配置され、
前記閉栓ヘッドが、位置合わせ軸線(A)周りに中心付けられる横断穴(20)を有し、前記位置合わせ軸線に沿って前記注入ヘッドおよび前記金型が位置合わせされ、前記横断穴が、前記注入ヘッドから前記容器の前記注出口内への液体の注入を可能にすることを特徴とする装置(10)。 - 前記閉栓ヘッド(18)が、前記容器の前記注出口に固定されるべきキャップ(40)を受けるための受け入れ手段(20)と、前記キャップを前記受け入れ手段内に保持するための保持手段とを有し、
前記受け入れ手段が前記横断穴(20)を備え、
前記保持手段が前記横断穴の周囲に配置される、請求項1に記載の装置。 - 前記閉栓ヘッド(18)が、前記容器の前記注出口に固定されるべきキャップ(40)を受けるための受け入れ手段(20)と、前記キャップを前記受け入れ手段内に保持するための保持手段とを有し、
前記注入ヘッド(16)および前記閉栓ヘッド(18)が、前記閉栓ヘッドを前記金型(14)へ移動させるため、または、前記閉栓ヘッドを前記金型から離間させるために、一緒に並進動作で移動でき、
前記閉栓ヘッドが前記金型から離間された後に、前記ブロー成形型充填済容器(12)の前記注出口(22)に固定されるべきキャップ(40)を前記閉栓ヘッドと前記金型との間に移動させるための移動手段(38)と、
前記キャップを前記閉栓ヘッドの前記受け入れ手段内に位置決めするための位置決め手段と
を備える、請求項1に記載の装置。 - 前記閉栓ヘッド(18)が前記注入ヘッド(16)に装着される、請求項1ないし3のいずれか1項に記載の装置。
- 前記閉栓ヘッドが前記注入ヘッドに対して回転可能に装着される、請求項4に記載の装置。
- 前記注入ヘッドおよび前記金型の前記位置合わせ軸線と一致する回転軸線の周りで前記閉栓ヘッドを回転駆動させるための駆動手段(24)を備える、請求項5に記載の装置。
- 前記駆動手段(24)が前記回転軸線に対して横方向にオフセットされる、請求項6に記載の装置。
- 前記駆動手段が前記閉栓ヘッドの外周(28)に連結される、請求項6または7に記載の装置。
- 前記ブロー成形型充填済容器(12)が前記金型内に保持されている間に前記駆動手段が作動される、請求項6〜8のいずれか一項に記載の装置。
- 前記駆動手段がブラシレスモータ(24)を備える、請求項6〜9のいずれか一項に記載の装置。
- 前記延伸手段が延伸ロッド(42)を備える、請求項1に記載の装置。
- 前記閉栓ヘッド(18)が、前記容器の前記注出口に固定されるべきキャップ(40)を受けるための受け入れ手段(20)と、前記キャップを前記受け入れ手段内に保持するための保持手段とを有し、
前記受け入れ手段が前記横断穴(20)を備え、
内部にキャップ(48)が詰まる場合がある前記受け入れ手段へ向けて前記延伸ロッドを下方へ移動させるための作動手段を備える、請求項11に記載の装置。 - 前記注入ヘッド(16)が並進動作で移動できる、請求項1に記載の装置。
- 前記注入ヘッド(16)および前記閉栓ヘッド(18)が、前記閉栓ヘッドを前記金型(14)へ移動させるため、または、前記閉栓ヘッドを前記金型から離間させるために、一緒に並進動作で移動できる、請求項13に記載の装置。
- 前記並進動作が、前記金型の上方で行われる垂直動作である、請求項13または14に記載の装置。
- 前記注入ヘッド(16)および前記閉栓ヘッド(18)が、前記閉栓ヘッドを前記金型(14)へ移動させるため、または、前記閉栓ヘッドを前記金型から離間させるために、一緒に並進動作で移動でき、
前記閉栓ヘッドが前記金型から離間された後に、前記ブロー成形型充填済容器(12)の前記注出口(22)に固定されるべきキャップ(40)を前記閉栓ヘッドと前記金型との間に移動させるための移動手段(38)と、
前記キャップを前記閉栓ヘッドの前記受け入れ手段内に位置決めするための位置決め手段と
を備える、請求項2に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11176852.9 | 2011-08-08 | ||
| EP11176852 | 2011-08-08 | ||
| PCT/EP2012/065116 WO2013020884A1 (en) | 2011-08-08 | 2012-08-02 | Apparatus for blowing and filling plastic containers |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014530793A JP2014530793A (ja) | 2014-11-20 |
| JP2014530793A5 JP2014530793A5 (ja) | 2017-01-19 |
| JP6130833B2 true JP6130833B2 (ja) | 2017-05-17 |
Family
ID=46604330
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014524339A Active JP6130833B2 (ja) | 2011-08-08 | 2012-08-02 | プラスチック容器のブロー成形と充填のための装置 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9688426B2 (ja) |
| EP (1) | EP2741961B1 (ja) |
| JP (1) | JP6130833B2 (ja) |
| CN (1) | CN103781704B (ja) |
| BR (1) | BR112014002781B1 (ja) |
| CA (1) | CA2842849C (ja) |
| MX (1) | MX354588B (ja) |
| RU (1) | RU2601572C2 (ja) |
| WO (1) | WO2013020884A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6130833B2 (ja) * | 2011-08-08 | 2017-05-17 | ディスクマ アーゲーDiscma Ag | プラスチック容器のブロー成形と充填のための装置 |
| EP2813344B1 (en) * | 2013-06-10 | 2016-11-16 | Discma AG | Apparatus and method for fabricating containers |
| DE102014104874A1 (de) | 2014-04-04 | 2015-10-08 | Krones Ag | Vorrichtung und Verfahren zur Herstellung einer Kunststoffflasche und deren Befüllung mit einem Füllprodukt |
| JP6275581B2 (ja) * | 2014-07-31 | 2018-02-07 | 株式会社吉野工業所 | ブロー成形装置 |
| WO2017078773A1 (en) | 2015-11-03 | 2017-05-11 | Discma Ag | Seal for a container and method of installing prior to container ejection |
| DE102016107167A1 (de) | 2016-04-18 | 2017-10-19 | Krones Ag | Verschließerkopf zum Verschließen eines Behälters mit einem Behälterverschluss |
| JP7240095B2 (ja) * | 2017-01-17 | 2023-03-15 | フェラム パッケージング アーゲー | 容器を密封するための密封機械の排出装置用の排出ヘッド |
| JP6457055B2 (ja) * | 2017-12-06 | 2019-01-23 | 株式会社吉野工業所 | ブロー成形装置 |
| DE102018108760A1 (de) * | 2018-04-12 | 2019-10-17 | Khs Corpoplast Gmbh | Verfahren und Vorrichtung zum Befüllen von Behältern mit karbonisiertem Füllgut und dem anschließenden Verschließen der gefüllten Behälter |
| CN108821214A (zh) * | 2018-08-15 | 2018-11-16 | 广州思诺密机械进出口有限公司 | 用于塑料瓶装生产线的整线一体机 |
| DE102018125794A1 (de) | 2018-10-17 | 2020-04-23 | Krones Ag | Formfüllen mit anschließender Verschließung unter Innendruck |
| IT201900007195A1 (it) | 2019-05-24 | 2020-11-24 | Gd Spa | Stazione di tappatura di flaconi, in particolare per prodotti del settore farmaceutico. |
| CN110668373A (zh) * | 2019-10-29 | 2020-01-10 | 江苏新美星包装机械股份有限公司 | 灌装封盖装置 |
| CN110775926B (zh) * | 2019-10-29 | 2022-03-08 | 江苏新美星包装机械股份有限公司 | 灌装封盖一体机 |
| CN115303626B (zh) * | 2022-08-05 | 2025-05-30 | 山东省鲁南地质工程勘察院(山东省地质矿产勘查开发局第二地质大队) | 一种水工环岩土专业用的样品保护转运装置 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2315478A (en) * | 1938-09-16 | 1943-03-30 | Monsanto Chemicals | Method of producing plastic containers |
| US2958171A (en) * | 1956-07-20 | 1960-11-01 | Deckers Joseph | Apparatus for the simultaneous manufacture and filling of packages |
| US3162706A (en) * | 1960-04-13 | 1964-12-22 | Dow Chemical Co | Method of making and filling blown plastic bottles |
| US3196592A (en) * | 1960-04-13 | 1965-07-27 | Dow Chemical Co | Machine for making and filling blown plastic bottles |
| NL284490A (ja) * | 1961-10-25 | 1900-01-01 | ||
| US3172706A (en) * | 1962-04-10 | 1965-03-09 | Kelsey Hayes Co | Fluid pressure motor control system |
| US3785116A (en) * | 1971-08-31 | 1974-01-15 | Netstal Ag Maschf Giesserei | Device for the production of filled and closed plastic containers |
| US4539172A (en) * | 1983-12-16 | 1985-09-03 | Baxter Travenol Laboratories, Inc. | Method of blowmolding a container having an integral inner dispensing outlet |
| US5293809A (en) * | 1988-03-28 | 1994-03-15 | U.S. Philips Corporation | Method of limiting a contact force |
| US5350483A (en) * | 1990-12-21 | 1994-09-27 | Avery-Dennison Corporation | In-mold labeling insertion apparatus and method |
| JP2577995Y2 (ja) * | 1991-03-28 | 1998-08-06 | 株式会社カントー技研 | 容器の充填装置 |
| GB9306521D0 (en) * | 1993-03-29 | 1993-05-19 | Gei Filling Capping And Labell | A capping machine |
| US5362222A (en) * | 1993-08-31 | 1994-11-08 | Cincinnati Milacron Inc. | Injection molding machine having a vector controlled AC drive system |
| CN2214406Y (zh) * | 1995-03-16 | 1995-12-06 | 中南制药机械二厂 | 一种旋盖装置 |
| JP2001212874A (ja) * | 2000-02-02 | 2001-08-07 | Shikoku Kakoki Co Ltd | 無菌容器成形充填方法 |
| ITBO20030170A1 (it) * | 2003-03-27 | 2004-09-28 | Ima Spa | Metodo e dispositivo per la chiusura controllata |
| ATE423670T1 (de) | 2003-11-06 | 2009-03-15 | Nestle Waters Man & Technology | Herstellungsverfahren von behältern aus polyesterharz |
| CN2666878Y (zh) * | 2003-12-11 | 2004-12-29 | 王辉宇 | 一种旋盖装置 |
| CN2923656Y (zh) * | 2005-08-20 | 2007-07-18 | 浙江圣雷机械有限公司 | 反正旋爪压式旋瓶盖机构 |
| US7914726B2 (en) * | 2006-04-13 | 2011-03-29 | Amcor Limited | Liquid or hydraulic blow molding |
| FR2914876B1 (fr) * | 2007-04-10 | 2009-07-10 | Sidel Participations | Dispositif de moulage, par soufflage ou etirage-soufflage, de recipients en matiere thermoplastique |
| FR2918916B1 (fr) * | 2007-07-19 | 2009-10-23 | Sidel Participations | Installation pour la fabrication de recipients a partir d'une preforme et procede de commande des moyens de soufflage d'une telle installation |
| ITBO20070545A1 (it) * | 2007-08-02 | 2009-02-03 | Acma Spa | Macchina tappatrice |
| DE102009042109A1 (de) * | 2009-09-11 | 2011-04-07 | Closure Systems International Deutschland Gmbh | Verschließmaschine und Verfahren zum Verschließen von Behältern |
| DE102010007541A1 (de) * | 2009-12-23 | 2011-06-30 | KHS Corpoplast GmbH, 22145 | Verfahren und Vorrichtung zur Herstellung von gefüllten Behältern |
| CN201610365U (zh) * | 2010-01-26 | 2010-10-20 | 江苏华宇飞凌包装机械有限公司 | 一种饮料灌装生产线上的装饰盖压盖头 |
| FR2978371B1 (fr) * | 2011-07-25 | 2013-08-16 | Sidel Participations | "dispositif d'injection d'un liquide sous pression pour le formage d'un recipient comportant une chambre de travail agencee en aval de moyens de pompage" |
| JP6130833B2 (ja) * | 2011-08-08 | 2017-05-17 | ディスクマ アーゲーDiscma Ag | プラスチック容器のブロー成形と充填のための装置 |
| US9254617B2 (en) * | 2011-10-27 | 2016-02-09 | Discma Ag | Method and apparatus for forming and filling a container |
| EP2812172B1 (en) * | 2012-02-10 | 2022-10-19 | Discma AG | A method of blowing, filling and capping containers |
| EP2983887B1 (en) * | 2013-04-09 | 2016-11-09 | Discma AG | Extension device for the neck of a container formed in a machine for forming containers from preforms |
| EP3060481B1 (en) * | 2013-10-21 | 2017-10-04 | Discma AG | Machine for forming and filling containers comprising a first closed loop and a second closed loop having a common part |
| DE102014104874A1 (de) * | 2014-04-04 | 2015-10-08 | Krones Ag | Vorrichtung und Verfahren zur Herstellung einer Kunststoffflasche und deren Befüllung mit einem Füllprodukt |
-
2012
- 2012-08-02 JP JP2014524339A patent/JP6130833B2/ja active Active
- 2012-08-02 CN CN201280038952.1A patent/CN103781704B/zh active Active
- 2012-08-02 US US14/236,821 patent/US9688426B2/en active Active
- 2012-08-02 RU RU2014108864/13A patent/RU2601572C2/ru active
- 2012-08-02 EP EP12743162.5A patent/EP2741961B1/en active Active
- 2012-08-02 CA CA2842849A patent/CA2842849C/en active Active
- 2012-08-02 BR BR112014002781-1A patent/BR112014002781B1/pt active IP Right Grant
- 2012-08-02 MX MX2014001470A patent/MX354588B/es active IP Right Grant
- 2012-08-02 WO PCT/EP2012/065116 patent/WO2013020884A1/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| MX354588B (es) | 2018-03-12 |
| US9688426B2 (en) | 2017-06-27 |
| BR112014002781A2 (pt) | 2017-02-21 |
| CN103781704A (zh) | 2014-05-07 |
| CN103781704B (zh) | 2016-12-14 |
| JP2014530793A (ja) | 2014-11-20 |
| WO2013020884A1 (en) | 2013-02-14 |
| CA2842849A1 (en) | 2013-02-14 |
| RU2014108864A (ru) | 2015-09-20 |
| RU2601572C2 (ru) | 2016-11-10 |
| BR112014002781B1 (pt) | 2020-12-22 |
| EP2741961B1 (en) | 2020-02-12 |
| CA2842849C (en) | 2018-12-04 |
| US20140174044A1 (en) | 2014-06-26 |
| MX2014001470A (es) | 2014-02-27 |
| EP2741961A1 (en) | 2014-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6130833B2 (ja) | プラスチック容器のブロー成形と充填のための装置 | |
| JP2014530793A5 (ja) | ||
| JP6180442B2 (ja) | 容器のブロー成形、充填、および、閉栓方法 | |
| CN105121129B (zh) | 形成在由预制件形成容器的机器中的容器颈部的延伸装置 | |
| JP6072250B2 (ja) | 容器を製造する方法および装置 | |
| RU2725362C2 (ru) | Винтовая крышка, инструмент и способ завинчивания крышки на контейнер | |
| JPH1076566A (ja) | プリフォームにおけるネック部の内ねじ成形方法 | |
| US11738499B2 (en) | Method of installing a seal for a container prior to container ejection | |
| JP6523035B2 (ja) | 液体ブロー成形装置及び液体ブロー成形方法 | |
| EP3342580A1 (en) | Container molding apparatus and container molding method | |
| WO2010012799A2 (en) | Method for producing a first receptacle for a cosmetic product, associated mould, neck and receptacle | |
| CN103717494B (zh) | 填充有碳酸饮料的容器的脱气方法 | |
| EP3718740B1 (en) | Liquid blow molding method | |
| CN108883562B (zh) | 利用液体吹塑成形的容器制造方法 | |
| WO2018179747A1 (ja) | 容器製造方法 | |
| EP3718738B1 (en) | Liquid blow molding method | |
| JP7693494B2 (ja) | 液体入り容器の製造方法 | |
| JP6739863B2 (ja) | 液体ブロー成形による容器製造方法 | |
| JP2023080730A (ja) | 液体入り容器の製造方法 | |
| US20170080620A1 (en) | Method for producing a receptacle, receptacle obtained according to said method and device for producing the receptacle | |
| ITPR20090064A1 (it) | Metodo e testa di tappatura di bottiglie per tappi di sughero e di plastica |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150708 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150730 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150730 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160318 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20160331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160906 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20161201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170321 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170414 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6130833 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |