JP6117739B2 - 横形製袋充填機およびその制御方法 - Google Patents
横形製袋充填機およびその制御方法 Download PDFInfo
- Publication number
- JP6117739B2 JP6117739B2 JP2014103438A JP2014103438A JP6117739B2 JP 6117739 B2 JP6117739 B2 JP 6117739B2 JP 2014103438 A JP2014103438 A JP 2014103438A JP 2014103438 A JP2014103438 A JP 2014103438A JP 6117739 B2 JP6117739 B2 JP 6117739B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- packaging
- defective
- bag making
- horizontal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 10
- 238000004806 packaging method and process Methods 0.000 claims description 205
- 230000002950 deficient Effects 0.000 claims description 138
- 238000007789 sealing Methods 0.000 claims description 56
- 230000007547 defect Effects 0.000 claims description 21
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 238000012856 packing Methods 0.000 claims 1
- 230000000284 resting effect Effects 0.000 claims 1
- 238000001514 detection method Methods 0.000 description 11
- 238000005520 cutting process Methods 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 239000004744 fabric Substances 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Landscapes
- Containers And Plastic Fillers For Packaging (AREA)
Description
フィルム供給源から引き出したフィルムを製袋手段に向けて案内すると共に、駆動モータにより走行する供給コンベヤによって、製袋手段で筒状成形されるフィルム中に物品を定間隔毎に供給し、筒状成形されたフィルムの搬送方向と交差する方向に横シールを施して包装品を得る横形製袋充填機であって、
前記製袋手段に向けて搬送されるフィルムの不良箇所についての位置に関する信号出力に基づき、その不良箇所に応じて包装不良品とすべきフィルムが前記製袋手段で成形される位置まで至る包装サイクル数経過後に、前記フィルムの搬送中に前記筒状成形されるフィルムへ物品が供給されるのを休止すべく前記駆動モータを制御して、前記供給コンベヤを減速してから加速するよう変速走行することで、複数包装分の長さのフィルム中に少なくとも1包装分以上で前記複数包装分に満たない数の物品を位置ずれ状態で供給し、前記不良箇所に応じて包装不良品とすべきフィルムが前記横シールを施す位置に搬送されるまでの包装サイクル数経過後に、横シールを施すための動作を一時的に休止するよう制御して、前記不良箇所が位置する複数包装分の長さの袋内に、前記少なくとも1包装分以上で前記複数包装分に満たない数の物品が収容された包装不良品を得るようにしたことを特徴とする。
フィルム供給源から引き出したフィルムを筒状に成形する製袋手段と、駆動モータにより走行され、該製袋手段で成形されるフィルムに向けて物品を定間隔毎に供給する供給コンベヤと、筒状成形されたフィルムの搬送方向と交差する方向に横シールを施す横シール手段とを備えた横形製袋充填機において、
前記フィルムを前記製袋手段に向けて搬送すると共に該製袋手段で筒状成形されたフィルムを前記横シール手段に向けて連続的に搬送するフィルム搬送手段と、
前記製袋手段に向けて搬送されるフィルムの不良箇所についての位置に関する不良信号を出力する出力手段と、
前記供給コンベヤの駆動モータおよび前記横シール手段の駆動手段を制御する制御部とを備え、
前記制御部は、前記不良信号に応答して、包装不良品とすべきフィルムが前記製袋手段で成形される位置まで搬送される包装サイクル数経過後に、前記筒状成形されて搬送中のフィルムへ物品が供給されるのを休止すべく前記駆動モータを変速制御して、前記供給コンベヤを減速してから加速するよう変速走行することで、複数包装分の長さのフィルム中に少なくとも1包装分以上で前記複数包装分に満たない数の物品を位置ずれ状態で位置させ、その位置ずれ物品が位置する前記包装不良品とすべきフィルムが前記横シール手段まで至る包装サイクル数経過後に、横シール手段による横シール動作を一時的に休止するよう前記駆動手段を制御して、前記不良箇所が位置する複数包装分の長さの袋内に前記少なくとも1包装分以上で前記複数包装分に満たない数の物品が収容された包装不良品を得るようにしたことを特徴とする。
請求項1および4に係る発明によれば、製袋手段に向けて搬送されるフィルムの不良箇所についての位置に関する信号に基づき、その不良箇所に応じて包装不良品とすべきフィルムが製袋手段でフィルムが成形される位置まで至る包装サイクル数経過後に、供給コンベヤの変速走行によりフィルム中への物品の供給を休止すべく、供給コンベヤの駆動モータを変速制御することで、包装不良品とすべきフィルムに供給コンベヤから送り込む物品を制限し、包装不良品として取り扱う物品の絶対数を減らすことができる。また、包装後に選別された包装不良品の袋内の物品を良品として回収する等の手間を軽減することができる。前記包装不良品とすべきフィルムが横シールを施す位置に搬送されるまでの包装サイクル数経過後に、横シールを施す動作を休止するよう制御するので、前記供給コンベヤの変速走行によってフィルム内に収容される物品に位置ずれが生じた場合でも、横シール手段による物品の噛み込みを回避し得る。これにより、包装効率を改善でき、また包装不良品の発生も抑制することができ、包装稼動率の向上につながる。
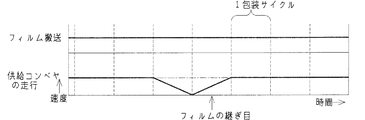
請求項2および5に係る発明によれば、フィルムをN包装サイクル分搬送する期間にN−1包装サイクル分以下の数の物品を供給し得る変速値で供給コンベヤを変速走行することで、供給コンベヤの緩やかな加減速走行によって供給コンベヤで搬送される物品の滑りを抑えて、包装不良品とすべきフィルムに送り込まれた際のずれ位置を安定させることができる。
請求項3および6に係る発明によれば、供給コンベヤの減速走行または走行停止時に慣性によりすべった物品が位置ずれした状態でフィルム内に至ってしまった場合などにおいても、位置ずれした物品を横シールを施す際に噛み込んでしまうといった事態を未然に回避し得る。また、得られる包装不良品が規定長さとは異なる複数包装分の長さの袋になるので、包装不良品を排除する際の選別漏れが生じ難い。
請求項7に係る発明によれば、フィルムの継ぎ代の量や継ぎ目のずれ量に起因して3以上の包装分に亘って包装不良品となり得るに対応して、フィルムに不良箇所を有する包装不良品を排除することができる。また、包装不良品を分割した袋とすることで、袋が長くなることを防止でき、包装不良品を系外に排出する際の取り扱いを良好になし得る。
次に、実施例の作用について説明する。製袋手段14に向けて搬送されるフィルムFの不良箇所に関してその位置を特定する不良信号出力に基づき、前記不良箇所に応じて包装不良品BとすべきフィルムFがフィルム成形位置に至る包装サイクル数経過後に、供給コンベヤ16からの物品供給を休止すべく供給コンベヤ16を減速・増速走行するように制御することで、包装不良品BとすべきフィルムFに供給コンベヤ16から送り込む物品Gを制限し、包装不良品Bとして取り扱う物品Gの絶対数を減らすことができる。このようなフィルムFの不良で包装不良品Bとなった包装を解袋して袋と物品Gとを分別して回収するときの物品Gの回収数を減少することができる。そして、食品包装においては、包装不良品Bとして区分された包装済の内容物も含めて不良品として処分しなくてはならないこともある。前述した供給コンベヤ16の送り制御によれば、いずれも物品GのフィルムFへの送り込みを制限することができるので、そのような物品Gの無駄を削減することができる。また、供給コンベヤ16の送り制御によってフィルムFにずれた状態で物品Gが供給されても、横シール手段26による横シール動作を休止するので、横シール手段26で位置ずれしている物品Gを噛み込んで損傷するようなことがないので、解袋して回収する物品Gは、包装前と同じ良品として回収することができる。包装不良品Bとして、1包装長より長いフィルムF中に少なくとも1個の物品Gが収容された良品と異なる形態となるので、良品と不良品との判別が容易で、目視など、人手により包装不良品Bを分別する場合における選別漏れを防止できる。そして、包装不良率を低減できると共に、包装稼動率を向上できるなど、包装作業に係る効率化をなし得る。
本発明は実施例の構成に限定されるものではなく、例えば、以下のようにも変更実施可能である。また、以下の変更例に限らず、実施例に記載した構成については、本発明の主旨の範囲内において種々の実施形態を採用し得る。
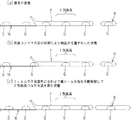
(1)フィルムFの不良箇所として、フィルムFの継ぎ目を挙げたが、これに限ることなく、その他の不良としては、消費期限、賞味期限、製造年月日などの日付や、商品名その他の商品情報に係る内容などをフィルムFやラベルに捺印する印字手段の印字不良や、ラベルの貼り付け位置不良、あるいはフィルムFの蛇行による不良など、種々の態様を挙げることができ、その不良要因によって包装不良となり得る事象を対象とし得る。
(2)不良信号を出力する出力手段は、実施例の検知センサの信号出力に代えて、フィルム接続手段32によるフィルムFの接続動作信号から継ぎ目の位置を制御部36に信号出力するようにしてもよい。この際に、フィルム接続手段32から製袋手段14のフィルム成形位置までのフィルムFの巻き掛け長さは既知の値であり、現在設定されている包装品種に応じた1包装長のフィルムFの長さとの関係で、フィルム接続手段32から信号出力された継ぎ目に応じて包装不良品BとすべきフィルムFがフィルム成形位置に至るまでに要する包装サイクル数を得ることができる。
(3)フィルム接続手段32による新旧フィルムF,Fの接続に伴う幅方向のずれやフィルムF,Fの継ぎ代などにより、多くの場合には、設定の関係上、3包装長以上に亘って包装不良品Bとみなすようにしている。不良箇所が位置するフィルムFを3以上のX包装長に亘って包装不良品Bとみなす場合は、不良箇所についての位置に関する不良信号出力に基づき、不良箇所に応じて包装不良品BとすべきフィルムFがフィルム成形位置にまで至る際に、包装不良品Bとして取り扱うX包装長に合わせたX包装サイクルに亘って供給コンベヤ16からの物品Gの送り込みを休止すべく、前記第1の送り制御または前記第2の送り制御により供給コンベヤ16の駆動モータ18を制御すると共に、その包装不良品BとすべきフィルムFが横シール位置まで搬送された際に、不良箇所を含むX包装長のフィルムFの前後位置に横シールを施すよう、横シール手段26の動作を制御すればよい。これにより、不良箇所を含むX包装長の袋からなる包装不良品Bを得ることができる。
(4)実施例においては、2包装長分連なるフィルムFに1個の物品Gが供給された袋による包装不良品Bを得る場合を例示したが、不良箇所が位置するフィルムFを3以上のX包装長に亘って包装不良品Bとみなす場合は、少なくとも1個の物品Gが収容された2包装長以上のフィルム長さからなる袋と、1包装長以上のフィルム長さの空袋とによる包装不良品Bとして得ることもできる。例えば、3包装長(3包装サイクル)分のフィルムFを包装不良品Bとみなす場合では、2包装長のフィルム長で1つの物品Gが収容された袋と、残る包装長となる1包装長による空袋とを組み合わせた包装不良品Bとし得る。このようにして少なくとも、2包装長のフィルム長さで1つの物品Gが収容された袋に加えて、残りの空袋となる包装長分については、1包装長毎に切断されて分割した空袋や、任意の複数個の空袋を複数包装長毎で連続する包装不良品Bとして得ることもできる。このように、包装不良品Bを分割した袋とすることで、袋が長くなることを防止でき、包装不良品Bを系外に排出する際の取り扱いを良好になし得る。
(5)横シール手段26を作動する駆動手段としては、シール体28を上下方向に往復移動させるシリンダとシール体28をフィルム搬送方向に往復移動させるモータとから構成したものなど、シリンダやモータ等の適宜のアクチュエータを採用し得る。
16 供給コンベヤ,18 駆動モータ,26 横シール手段,
30 駆動モータ(駆動手段),34 検知センサ(出力手段),36 制御部,
B 包装不良品,F フィルム,G 物品,H 包装品
Claims (7)
- フィルム供給源(10)から引き出したフィルム(F)を製袋手段(14)に向けて案内すると共に、駆動モータ(18)により走行する供給コンベヤ(16)によって、製袋手段(14)で筒状成形されるフィルム(F)中に物品(G)を定間隔毎に供給し、筒状成形されたフィルム(F)の搬送方向と交差する方向に横シールを施して包装品(H)を得る横形製袋充填機であって、
前記製袋手段(14)に向けて搬送されるフィルム(F)の不良箇所についての位置に関する信号出力に基づき、その不良箇所に応じて包装不良品(B)とすべきフィルム(F)が前記製袋手段(14)で成形される位置まで至る包装サイクル数経過後に、前記フィルム(F)の搬送中に前記筒状成形されるフィルム(F)へ物品(G)が供給されるのを休止すべく前記駆動モータ(18)を制御して、前記供給コンベヤ(16)を減速してから加速するよう変速走行することで、複数包装分の長さのフィルム(F)中に少なくとも1包装分以上で前記複数包装分に満たない数の物品(G)を位置ずれ状態で供給し、前記不良箇所に応じて包装不良品(B)とすべきフィルム(F)が前記横シールを施す位置に搬送されるまでの包装サイクル数経過後に、横シールを施すための動作を一時的に休止するよう制御して、前記不良箇所が位置する複数包装分の長さの袋内に、前記少なくとも1包装分以上で前記複数包装分に満たない数の物品(G)が収容された包装不良品(B)を得るようにした
ことを特徴とする横形製袋充填機の制御方法。 - 前記供給コンベヤ(16)の変速走行は、前記フィルム(F)をN(Nは2以上の自然数)包装サイクル分搬送する期間にN−1包装サイクル分以下の数の物品(G)を供給し得るよう徐々に減速してから徐々に加速するよう、緩やかに変速する変速値で制御されることを特徴とする請求項1記載の横形製袋充填機の制御方法。
- 前記フィルム(F)の不良箇所に応じて3包装分以上に亘って包装不良品(B)とする場合において、包装不良品(B)とすべきフィルム(F)の不良箇所が前記横シールを施す位置まで搬送された際に、前記供給コンベヤ(16)の変速走行によって位置ずれ状態でフィルム(F)中に供給された1包装分の物品(G)が位置する前記複数包装分の長さのフィルム(F)の前後位置に横シールを施すよう、横シール動作を休止制御するようにしたことを特徴とする請求項1または2記載の横形製袋充填機の制御方法。
- フィルム供給源(10)から引き出したフィルム(F)を筒状に成形する製袋手段(14)と、駆動モータ(18)により走行され、該製袋手段(14)で成形されるフィルム(F)に向けて物品(G)を定間隔毎に供給する供給コンベヤ(16)と、筒状成形されたフィルム(F)の搬送方向と交差する方向に横シールを施す横シール手段(26)とを備えた横形製袋充填機において、
前記フィルム(F)を前記製袋手段(14)に向けて搬送すると共に該製袋手段(14)で筒状成形されたフィルム(F)を前記横シール手段(26)に向けて連続的に搬送するフィルム搬送手段(12)と、
前記製袋手段(14)に向けて搬送されるフィルム(F)の不良箇所についての位置に関する不良信号を出力する出力手段(34)と、
前記供給コンベヤ(16)の駆動モータ(18)および前記横シール手段(26)の駆動手段(30)を制御する制御部(36)とを備え、
前記制御部(36)は、前記不良信号に応答して、包装不良品(B)とすべきフィルム(F)が前記製袋手段(14)で成形される位置まで搬送される包装サイクル数経過後に、前記筒状成形されて搬送中のフィルム(F)へ物品(G)が供給されるのを休止すべく前記駆動モータ(18)を変速制御して、前記供給コンベヤ(16)を減速してから加速するよう変速走行することで、複数包装分の長さのフィルム(F)中に少なくとも1包装分以上で前記複数包装分に満たない数の物品(G)を位置ずれ状態で位置させ、その位置ずれ物品(G)が位置する前記包装不良品(B)とすべきフィルム(F)が前記横シール手段(26)まで至る包装サイクル数経過後に、横シール手段(26)による横シール動作を一時的に休止するよう前記駆動手段(30)を制御して、前記不良箇所が位置する複数包装分の長さの袋内に前記少なくとも1包装分以上で前記複数包装分に満たない数の物品(G)が収容された包装不良品(B)を得るようにした
ことを特徴とする横形製袋充填機。 - 前記制御部(36)は、前記フィルム(F)をN(Nは2以上の自然数)包装サイクル分搬送する期間にN−1包装サイクル分以下の数の物品(G)を供給し得る変速値で前記供給コンベヤ(16)を徐々に減速してから徐々に加速するよう、緩やかに変速走行させるよう、前記供給コンベヤ(16)の駆動モータ(18)を変速制御することを特徴とする請求項4記載の横形製袋充填機。
- 前記制御部(36)は、前記フィルム(F)の不良箇所に応じて3包装分以上に亘って包装不良品(B)とする場合において、包装不良品(B)とすべきフィルム(F)の不良箇所が前記横シールを施す位置まで搬送された際に、前記供給コンベヤ(16)の変速走行によって位置ずれ状態でフィルム(F)中に供給された1包装分の物品(G)が位置する前記複数包装分の長さのフィルム(F)の前後位置に横シールを施すよう、前記横シール手段(26)の駆動手段(30)を制御することを特徴とする請求項4または5記載の横形製袋充填機。
- 前記制御部(36)は、前記不良箇所が位置するフィルム(F)を3包装分以上に亘って包装不良品(B)とする場合において、少なくとも1包装分の数の物品(G)を収容した複数包装分の長さの袋と、物品(G)が収容された袋より少ない包装分の長さの空袋を組み合わせた包装不良品(B)を得るよう、前記供給コンベヤ(16)の駆動モータ(18)および前記横シール手段(26)の駆動手段(30)を夫々制御することを特徴とする請求項4〜6の何れか一項に記載の横形製袋充填機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014103438A JP6117739B2 (ja) | 2014-03-28 | 2014-05-19 | 横形製袋充填機およびその制御方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014069325 | 2014-03-28 | ||
| JP2014069325 | 2014-03-28 | ||
| JP2014103438A JP6117739B2 (ja) | 2014-03-28 | 2014-05-19 | 横形製袋充填機およびその制御方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015193413A JP2015193413A (ja) | 2015-11-05 |
| JP2015193413A5 JP2015193413A5 (ja) | 2016-02-12 |
| JP6117739B2 true JP6117739B2 (ja) | 2017-04-19 |
Family
ID=54432857
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014103438A Active JP6117739B2 (ja) | 2014-03-28 | 2014-05-19 | 横形製袋充填機およびその制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6117739B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6476228B2 (ja) | 2017-04-14 | 2019-02-27 | オムロン株式会社 | 産業用制御装置、制御方法、プログラム、包装機、および包装機用制御装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2841204B2 (ja) * | 1989-01-31 | 1998-12-24 | 東芝メカトロニクス株式会社 | 包装方法及び装置 |
| JP3592589B2 (ja) * | 1999-07-30 | 2004-11-24 | 株式会社フジキカイ | 製袋充填機における横シール装置 |
| JP4133087B2 (ja) * | 2002-07-31 | 2008-08-13 | 株式会社川島製作所 | 包装システム |
| JP2005047597A (ja) * | 2003-07-31 | 2005-02-24 | Nippon Seiki Co Ltd | 横ピロー包装装置およびその包装方法 |
| JP4965269B2 (ja) * | 2007-01-12 | 2012-07-04 | 株式会社川島製作所 | 横型包装機 |
| JP2011126551A (ja) * | 2009-12-15 | 2011-06-30 | Fuji Machinery Co Ltd | 製袋充填機 |
-
2014
- 2014-05-19 JP JP2014103438A patent/JP6117739B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015193413A (ja) | 2015-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0336012B1 (en) | Packaging machine with a vacant package-proofing control device | |
| JPH0520651Y2 (ja) | ||
| US20090294501A1 (en) | Apparatus For And Method Of Producing And/Or Separating A String Of Interconnected Packing Cushions | |
| EP0640526A1 (en) | Method and device for manipulating a stream of products | |
| JP5126927B2 (ja) | 横ピロー包装機 | |
| JP4728893B2 (ja) | 包装装置 | |
| JP6084034B2 (ja) | 製袋充填包装機 | |
| JPH0457708A (ja) | 横型製袋充填包装機 | |
| JP6117739B2 (ja) | 横形製袋充填機およびその制御方法 | |
| JP2011063287A (ja) | 物品供給装置 | |
| JP6564583B2 (ja) | ピロー包装機およびピロー包装機の包装方法 | |
| JP5158822B2 (ja) | 袋シール装置 | |
| JP4965269B2 (ja) | 横型包装機 | |
| JP4133087B2 (ja) | 包装システム | |
| JP5881036B2 (ja) | 横型製袋充填包装機 | |
| JP3652614B2 (ja) | 横型製袋充填装置 | |
| JPH08169406A (ja) | 真空包装装置 | |
| JP2005119866A (ja) | 製品供給装置 | |
| JP2015193413A5 (ja) | ||
| EP1413521A1 (en) | Horizontal packaging machine for making fluid-tight packages equipped with zip closure | |
| JP3575843B2 (ja) | 製袋充填包装機における原反送出し方法及び装置 | |
| JP3546352B2 (ja) | 横型製袋充填機における物品位置ズレ防止装置 | |
| JP4002625B2 (ja) | 横ピロー三方シールフイルム包装方法および包装機 | |
| JP2024020899A (ja) | 横形製袋充填機 | |
| JP6193205B2 (ja) | 横形製袋充填機におけるマーク位置補正装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151216 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170321 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6117739 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |