JP5951597B2 - セラミックス素子の製造方法 - Google Patents
セラミックス素子の製造方法 Download PDFInfo
- Publication number
- JP5951597B2 JP5951597B2 JP2013507673A JP2013507673A JP5951597B2 JP 5951597 B2 JP5951597 B2 JP 5951597B2 JP 2013507673 A JP2013507673 A JP 2013507673A JP 2013507673 A JP2013507673 A JP 2013507673A JP 5951597 B2 JP5951597 B2 JP 5951597B2
- Authority
- JP
- Japan
- Prior art keywords
- sacrificial layer
- resin
- ceramic substrate
- groove
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0005—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing
- B28D5/0011—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing with preliminary treatment, e.g. weakening by scoring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/08—Impregnating
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/01—Manufacture or treatment
- H10N30/08—Shaping or machining of piezoelectric or electrostrictive bodies
- H10N30/085—Shaping or machining of piezoelectric or electrostrictive bodies by machining
- H10N30/088—Shaping or machining of piezoelectric or electrostrictive bodies by machining by cutting or dicing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1082—Partial cutting bonded sandwich [e.g., grooving or incising]
Description
ダイシングによって犠牲層を貫通するように溝を形成すると、犠牲層の切削面が荒れることが抑制される。また、このように溝を形成すると、溝の底面は補強板により構成されることになる。補強板には、硬くて切削加工性のよい材質を採用することができる。したがって、補強板の切削面が荒れることも抑制される。したがって、この製造方法では、溝形成工程において形成される溝の表面が従来よりも滑らかとなる。細長い切削屑が切削面に接続された状態で残ってしまうことがなくなるので、後の工程で不具合が生じることが抑制される。
また、ブラスト加工によって犠牲層を貫通するように溝を形成すると、犠牲層にメディアが巻き込まれ難い。また、このように溝を形成すると、溝の底面は補強板により構成されることになる。補強板には、硬くて加工性のよい材質を採用することができるので、メディアが補強板に巻き込まれることはほとんどない。したがって、その後の工程において、溝の内面から脱落したメディアにより不具合が生じることが抑制される。
このように、溝形成工程において何れの加工方法を用いた場合でも、この製造方法によれば、溝を好適に形成して後の工程における不具合の発生を抑制することができる。
なお、上述した製造方法では、溝形成工程後であって犠牲層除去工程前に、セラミックス基板(すなわち、分割された各セラミックス素子)の上面に、支持体(例えば、支持フィルムや支持板)を貼り付けてもよい。このように支持体を貼り付けることで、犠牲層を除去した後でも、各セラミックス素子を支持しておくことができる。
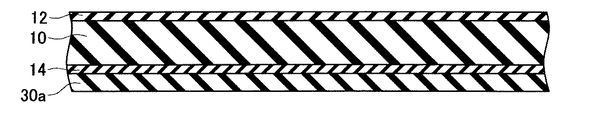
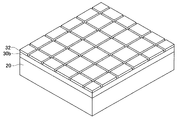
図1は、第1実施例の製造方法を示すフローチャートである。ステップS2では、セラミックス基板の上面と下面にポリイミド樹脂を塗布する。そして、セラミックス基板を加熱することで、塗布したポリイミド樹脂を硬化させる。これによって、図2に示すように、セラミックス基板10の上面に樹脂層12を形成し、セラミックス基板10の下面に樹脂層14を形成する。ここでは、5μm以下の厚さを有する樹脂層12、14を形成する。
次に、第2実施例の製造方法について説明する。図14は、実施例の製造方法を示すフローチャートである。
次に、第3実施例の製造方法について説明する。図17は、第3実施例の製造方法を示すフローチャートである。
次に、第4実施例の製造方法について説明する。図21は、実施例の製造方法を示すフローチャートである。
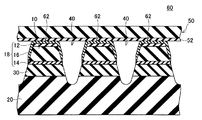
第5実施例の製造方法では、最初に、セラミックス基板の下面を樹脂によりコートする。次に、犠牲層を介してセラミックス基板を補強板に固定する。ここでは、セラミックス基板の下面の樹脂層が犠牲層に接触するようにして、セラミックス基板を補強板に固定する。犠牲層を介してセラミックス基板を補強板に固定する方法は、上述した実施例の方法を用いてもよいし、その他の方法を用いてもよい。ここでは、フィラーが分散されている樹脂を犠牲層として用いる。すなわち、犠牲層中には、フィラーが分散した状態で含有されている。フィラーは、犠牲層中の樹脂よりも硬い微粒子であり、シリカビーズ等をフィラーに用いることができる。また、硬化後において、犠牲層は、ガラス転移点温度が80℃以上であり、かつ、ヤング率が6GPa以上である。また、犠牲層中の樹脂は、例えば、ポリイミド、エポキシ、あるいはポリイミドとエポキシの混合樹脂等のように硬化後に表面タック性を有さない樹脂であることが好ましい。次に、ダイシングによって、図25に示すように、セラミックス基板200を貫通して犠牲層220に達する溝240を積層体の上面に形成する。但し、溝240は、補強板210に達しないように形成する。犠牲層が、ガラス転移点温度が80℃以上で、かつ、ヤング率が6GPa以上となる特性を有していると、ダイシングによる発熱があっても犠牲層が変質し難くなる。このため、切削屑がセラミックス基板表面や溝の内面に付着せずに溝から排出され、溝内面が荒れた状態となることが抑制される。すなわち、第5実施例の方法によれば、底面が犠牲層内に存在する溝を形成する場合でも、内面が滑らかな溝を形成することができる。さらに、犠牲層中にフィラーが存在していると、ダイシング時にダイシングブレードがフィラーによってドレスされて、ダイシングブレードの刃に樹脂(犠牲層の切削屑)が目詰まりすることが抑制される。特に、フィラーが、犠牲層中に30%以上の体積比で添加されていると、ドレスによる高い効果が得られる。また、ブラスト加工によって同様の溝を形成する場合でも、犠牲層に表面タック性が無いため、メディアが犠牲層に付着することが抑制される。これによって、溝の内面を滑らかに形成することができ、メディアの脱粒の問題が抑制される。
第6実施例の製造方法では、最初に、セラミックス基板の下面を樹脂によりコートする。次に、セラミックス基板の下面(すなわち、樹脂でコートされた表面)に、犠牲層を形成する。次に、熱硬化性シートを介してセラミックス基板を補強板に接着する。このとき、犠牲層が熱硬化性シートと接触するようにする。その後、熱硬化性シートを硬化させる。これによって、セラミックス基板が補強板に固定される。犠牲層と熱硬化性シートを介してセラミックス基板を補強板に固定する方法は、例えば、上述した実施例において説明した方法であってもよいし、他の方法であってもよい。ここでは、フィラーが分散されている樹脂を熱硬化性シートとして用いる。すなわち、熱硬化性シート中には、フィラーが分散した状態で含有されている。フィラーは、熱硬化性シート中の樹脂よりも硬い微粒子であり、シリカビーズ等をフィラーに用いることができる。また、硬化後において、熱硬化性シートは、ガラス転移点温度が80℃以上であり、かつ、ヤング率が6GPa以上である。また、熱硬化性シート中の樹脂は、例えば、ポリイミド、エポキシ、あるいはポリイミドとエポキシの混合樹脂等のように硬化後に表面タック性を有さない樹脂であることが好ましい。また、犠牲層は、上述した第5実施例と同様の特性を有することが好ましい。次に、ダイシングによって、図26に示すように、セラミックス基板200と犠牲層220を貫通して熱硬化性シート230に達する溝240を積層体の上面に形成する。但し、溝240は、補強板210に達しないように形成する。熱硬化性シートが、ガラス転移点温度が80℃以上で、かつ、ヤング率が6GPa以上となる特性を有していると、ダイシングによる発熱があっても熱硬化性シートが変質し難くなる。このため、切削屑がセラミックス基板表面や溝の内面に付着せずに溝から排出され、溝内面が荒れた状態となることが抑制される。すなわち、第6実施例の方法によれば、底面が熱硬化性シート内に存在する溝を形成する場合でも、内面が滑らかな溝を形成することができる。さらに、熱硬化性シート中にフィラーが存在していると、ダイシング時にダイシングブレードがフィラーによってドレスされて、ダイシングブレードの刃に樹脂(犠牲層や熱硬化性シートの切削屑)が目詰まりすることが抑制される。特に、フィラーが、熱硬化性シート中に30%以上の体積比で添加されていると、ドレスにより高い効果が得られる。また、ブラスト加工によって同様の溝を形成する場合でも、熱硬化性シートに表面タック性が無いため、メディアが熱硬化性シートに付着することが抑制される。これによって、溝の内面を滑らかに形成することができ、メディアの脱粒の問題が抑制される。
本明細書または図面に説明した技術要素は、単独であるいは各種の組み合わせによって技術的有用性を発揮するものであり、出願時請求項記載の組み合わせに限定されるものではない。また、本明細書または図面に例示した技術は複数目的を同時に達成するものであり、そのうちの一つの目的を達成すること自体で技術的有用性を持つものである。
Claims (17)
- セラミックス素子の製造方法であって、
犠牲層を介してセラミックス基板を補強板に固定する固定工程と、
セラミックス基板の上面から、セラミックス基板と犠牲層を貫通して補強板に達する溝を形成することで、セラミックス基板を複数に分割する溝形成工程と、
前記溝の内面を樹脂によりコートすることで樹脂層を形成する樹脂コート工程と、
犠牲層を除去する犠牲層除去工程、
を有する製造方法。 - 前記樹脂コート工程が、前記溝形成工程後であり、前記犠牲層除去工程前に実施される請求項1に記載の製造方法。
- 前記樹脂コート工程において、セラミックス基板の上面を前記樹脂によりコートする請求項1または2に記載の製造方法。
- 前記樹脂が、光を受けると変質する樹脂であり、
セラミックス基板の側面の樹脂層に光を当てずに犠牲層の側面の樹脂層に光を当てるか、若しくは、セラミックス基板の側面の樹脂層に光を当てて犠牲層の側面の樹脂層に光を当てない光照射工程をさらに有し、
前記犠牲層除去工程では、犠牲層を溶解する液を前記溝の内部に浸入させることによって、前記溝の内部の犠牲層の側面から犠牲層を溶解する、
ことを特徴とする請求項1〜3の何れか一項に記載の製造方法。 - 前記樹脂が、光を受けると変質する樹脂であり、
セラミックス基板の上面及び側面の樹脂層に光を当てずに犠牲層の側面の樹脂層に光を当てるか、若しくは、セラミックス基板の上面及び側面の樹脂層に光を当てて犠牲層の側面の樹脂層に光を当てない光照射工程をさらに有しており、
前記犠牲層除去工程では、犠牲層を溶解する液を前記溝の内部に浸入させることによって、前記溝の内部の犠牲層の側面から犠牲層を溶解する、
ことを特徴とする請求項3に記載の製造方法。 - 補強板が透光性材料により構成されており、
前記光照射工程では、補強板の下面に向けて光を照射することで、前記溝の内部の補強板の表面及び犠牲層の側面に存在する樹脂層を変質させる、
ことを特徴とする請求項4または5に記載の製造方法。 - 補強板が多孔質材料により構成されており、
前記犠牲層除去工程では、犠牲層を溶解する液を、補強板の下面から補強板内部の空孔を通して犠牲層に到達させることで、犠牲層を溶解する、
ことを特徴とする請求項1〜3の何れか一項に記載の製造方法。 - 前記溝の底面をコートしている樹脂層の上面が、犠牲層の下面よりも下側に位置していることを特徴とする請求項1〜7の何れか一項に記載の製造方法。
- 前記固定工程前に、セラミックス基板の下面を樹脂によりコートする下面樹脂コート工程をさらに有しており、
前記固定工程では、セラミックス基板の下面の樹脂層を犠牲層に接触させてセラミックス基板を固定する、
ことを特徴とする請求項1〜8の何れか一項に記載の製造方法。 - 前記固定工程前に、補強板の上面に熱硬化性シートを接着させる工程と、
前記固定工程前に、セラミックス基板の下面に犠牲層を形成する工程、
をさらに有しており、
前記固定工程では、犠牲層と熱硬化性シートとが接触するようにセラミックス基板を固定する、
ことを特徴とする請求項1〜9の何れか一項に記載の製造方法。 - セラミックス素子の製造方法であって、
犠牲層を介してセラミックス基板を補強板に固定する固定工程と、
セラミックス基板の上面から、セラミックス基板を貫通して犠牲層に達する溝を形成することで、セラミックス基板を複数に分割する溝形成工程と、
犠牲層を除去する犠牲層除去工程、
を有しており、
犠牲層が、樹脂部と、樹脂部中に分散されているとともに樹脂部よりも硬い微粒子を有しており、犠牲層のガラス転移点温度が80℃以上であり、犠牲層のヤング率が6GPa以上である、
ことを特徴とする製造方法。 - 前記溝形成工程後であり、前記犠牲層除去工程前に、セラミックス基板の上面と前記溝の内面を、光を受けると変質する樹脂によりコートすることで樹脂層を形成する樹脂コート工程と、
セラミックス基板の上面及び側面の樹脂層に光を当てずに犠牲層の側面の樹脂層に光を当てるか、若しくは、セラミックス基板の上面及び側面の樹脂層に光を当てて犠牲層の側面の樹脂層に光を当てない光照射工程、
をさらに有しており、
前記犠牲層除去工程では、犠牲層を溶解する液を前記溝の内部に浸入させることによって、前記溝の内部の犠牲層の側面から犠牲層を溶解する、
ことを特徴とする請求項11に記載の製造方法。 - 補強板が多孔質材料により構成されており、
前記溝形成工程後であり、前記犠牲層除去工程前に、セラミックス基板の上面と前記溝の内面を樹脂によりコートすることで樹脂層を形成する樹脂コート工程をさらに有しており、
前記犠牲層除去工程では、犠牲層を溶解する液を、補強板の下面から補強板内部の空孔を通して犠牲層に到達させることで、犠牲層を溶解する、
ことを特徴とする請求項11に記載の製造方法。 - 前記固定工程前に、セラミックス基板の下面を樹脂によりコートする下面樹脂コート工程をさらに有しており、
前記固定工程では、セラミックス基板の下面の樹脂層を犠牲層に接触させてセラミックス基板を固定する、
ことを特徴とする請求項11〜13の何れか一項に記載の製造方法。 - セラミックス素子の製造方法であって、
セラミックス基板の下面に犠牲層を形成する犠牲層形成工程と、
熱硬化性のシートを介して、前記シートが犠牲層に接触するように、セラミックス基板を補強板に固定する固定工程と、
セラミックス基板の上面から、セラミックス基板と犠牲層を貫通して前記シートに達する溝を形成することで、セラミックス基板を複数に分割する溝形成工程と、
犠牲層を除去する犠牲層除去工程、
を有しており、
前記シートが、樹脂部と、樹脂部中に分散されているとともに樹脂部よりも硬い微粒子を有しており、前記シートのガラス転移点温度が80℃以上であり、前記シートのヤング率が6GPa以上である、
ことを特徴とする製造方法。 - 前記溝形成工程後であり、前記犠牲層除去工程前に、セラミックス基板の上面と前記溝の内面を、光を受けると変質する樹脂によりコートすることで樹脂層を形成する樹脂コート工程と、
セラミックス基板の上面及び側面の樹脂層に光を当てずに犠牲層の側面の樹脂層に光を当てるか、若しくは、セラミックス基板の上面及び側面の樹脂層に光を当てて犠牲層の側面の樹脂層に光を当てない光照射工程、
をさらに有しており、
前記犠牲層除去工程では、犠牲層を溶解する液を前記溝の内部に浸入させることによって、前記溝の内部の犠牲層の側面から犠牲層を溶解する、
ことを特徴とする請求項15に記載の製造方法。 - 前記溝の底面をコートしている樹脂層の上面が、犠牲層の下面よりも下側に位置していることを特徴とする請求項16に記載の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011080887 | 2011-03-31 | ||
| JP2011080887 | 2011-03-31 | ||
| PCT/JP2012/058131 WO2012133530A1 (ja) | 2011-03-31 | 2012-03-28 | セラミックス素子の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012133530A1 JPWO2012133530A1 (ja) | 2014-07-28 |
| JP5951597B2 true JP5951597B2 (ja) | 2016-07-13 |
Family
ID=46931239
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013507673A Expired - Fee Related JP5951597B2 (ja) | 2011-03-31 | 2012-03-28 | セラミックス素子の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9505201B2 (ja) |
| JP (1) | JP5951597B2 (ja) |
| WO (1) | WO2012133530A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6082255B2 (ja) | 2013-01-18 | 2017-02-15 | 日本碍子株式会社 | セラミックス部品及びその製造方法 |
| GB2524327A (en) * | 2014-03-21 | 2015-09-23 | Nokia Technologies Oy | Flexible electronics apparatus and associated methods |
| EP3010315A1 (en) | 2014-10-16 | 2016-04-20 | Nokia Technologies OY | A deformable apparatus and method |
| RU2640298C1 (ru) | 2015-10-12 | 2017-12-27 | Общество С Ограниченной Ответственностью "Яндекс" | Способ обработки и хранения изображений |
| JP6566118B2 (ja) * | 2016-03-15 | 2019-08-28 | 日本電気株式会社 | 電子データ検査システム、電子データ検査方法、および電子データ検査用プログラム |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6333840A (ja) * | 1986-07-28 | 1988-02-13 | Matsushita Electric Ind Co Ltd | 半導体装置の製造方法 |
| JP2004126152A (ja) * | 2002-10-01 | 2004-04-22 | Seiko Epson Corp | 光インターコネクション回路、光インターコネクション回路の製造方法、電気光学装置および電子機器 |
| JP2008053250A (ja) * | 2006-08-22 | 2008-03-06 | Sony Corp | 半導体装置の製造方法 |
| JP2009133924A (ja) * | 2007-11-28 | 2009-06-18 | Jsr Corp | 被膜形成方法及びそれに用いるポジ型感光性樹脂組成物 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0691057B2 (ja) | 1985-09-07 | 1994-11-14 | 日東電工株式会社 | 半導体ウエハの保護部材 |
| JP3962282B2 (ja) | 2002-05-23 | 2007-08-22 | 松下電器産業株式会社 | 半導体装置の製造方法 |
| JP5489546B2 (ja) | 2009-06-11 | 2014-05-14 | 東京応化工業株式会社 | 貼付方法及び貼付装置 |
| JP5845668B2 (ja) * | 2011-07-08 | 2016-01-20 | Tdk株式会社 | 圧電素子及び圧電素子の製造方法 |
-
2012
- 2012-03-28 JP JP2013507673A patent/JP5951597B2/ja not_active Expired - Fee Related
- 2012-03-28 WO PCT/JP2012/058131 patent/WO2012133530A1/ja active Application Filing
-
2013
- 2013-09-27 US US14/039,561 patent/US9505201B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6333840A (ja) * | 1986-07-28 | 1988-02-13 | Matsushita Electric Ind Co Ltd | 半導体装置の製造方法 |
| JP2004126152A (ja) * | 2002-10-01 | 2004-04-22 | Seiko Epson Corp | 光インターコネクション回路、光インターコネクション回路の製造方法、電気光学装置および電子機器 |
| JP2008053250A (ja) * | 2006-08-22 | 2008-03-06 | Sony Corp | 半導体装置の製造方法 |
| JP2009133924A (ja) * | 2007-11-28 | 2009-06-18 | Jsr Corp | 被膜形成方法及びそれに用いるポジ型感光性樹脂組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012133530A1 (ja) | 2014-07-28 |
| WO2012133530A1 (ja) | 2012-10-04 |
| US9505201B2 (en) | 2016-11-29 |
| US20140027053A1 (en) | 2014-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5951597B2 (ja) | セラミックス素子の製造方法 | |
| KR100759679B1 (ko) | 서포트 플레이트, 서포트 플레이트의 박리장치 및 박리방법 | |
| JP4364535B2 (ja) | 半導体装置の製造方法 | |
| JP5946112B2 (ja) | 基板加工方法 | |
| KR101317983B1 (ko) | 고체 촬상 장치를 절단하는 방법 | |
| KR20120035900A (ko) | 복합 기판의 제조 방법 및 복합 기판 | |
| WO2008047732A1 (fr) | Dispositif de serrage stationnaire, procédé de saisie de puce et appareil de saisie de puce | |
| TW200524024A (en) | Protecting thin semiconductor wafers during back-grinding in high-volume production | |
| KR20070034974A (ko) | 기판으로부터의 부재 분리 방법 | |
| JP6067348B2 (ja) | ウェーハの加工方法 | |
| JP5950269B2 (ja) | 基板加工方法及び基板 | |
| JP7016445B2 (ja) | 半導体素子の製造方法 | |
| JP2007088292A (ja) | 板状部材の切断方法 | |
| US9687961B2 (en) | Grinding tool and method of manufacturing the same | |
| JP2011142213A (ja) | 薄膜電子素子の個片化方法及びその方法により製造された電子素子搭載粘着性シート | |
| US20160339628A1 (en) | Membrane Bonding | |
| JP2015038919A (ja) | ウェーハの製造方法 | |
| JP2007180252A (ja) | 半導体装置の製造方法 | |
| JP6054169B2 (ja) | セラミックス素子の製造方法 | |
| JP6132502B2 (ja) | ウェーハの加工方法 | |
| JP2016051779A (ja) | ウエーハの貼り合わせ方法及び貼り合わせワークの剥離方法 | |
| JP5741983B2 (ja) | 圧電アクチュエータの製造方法 | |
| JP2010072214A (ja) | 光導波路の製造方法及び製造装置 | |
| JP5543739B2 (ja) | メタルマスク及び半導体装置の製造方法 | |
| JP2012033842A (ja) | デバイスチップの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160524 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5951597 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |