JP5908071B2 - 金属パイプの接合装置及びそれを用いた金属パイプの接合方法 - Google Patents
金属パイプの接合装置及びそれを用いた金属パイプの接合方法 Download PDFInfo
- Publication number
- JP5908071B2 JP5908071B2 JP2014515586A JP2014515586A JP5908071B2 JP 5908071 B2 JP5908071 B2 JP 5908071B2 JP 2014515586 A JP2014515586 A JP 2014515586A JP 2014515586 A JP2014515586 A JP 2014515586A JP 5908071 B2 JP5908071 B2 JP 5908071B2
- Authority
- JP
- Japan
- Prior art keywords
- joining
- metal pipe
- tool
- central axis
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005304 joining Methods 0.000 title claims description 242
- 239000002184 metal Substances 0.000 title claims description 180
- 229910052751 metal Inorganic materials 0.000 title claims description 180
- 238000000034 method Methods 0.000 title claims description 28
- 239000000523 sample Substances 0.000 claims description 81
- 238000003466 welding Methods 0.000 claims description 71
- 230000007246 mechanism Effects 0.000 claims description 48
- 238000003825 pressing Methods 0.000 claims description 32
- 230000008878 coupling Effects 0.000 claims description 30
- 238000010168 coupling process Methods 0.000 claims description 30
- 238000005859 coupling reaction Methods 0.000 claims description 30
- 230000002093 peripheral effect Effects 0.000 claims description 26
- 238000006243 chemical reaction Methods 0.000 claims description 22
- 238000003756 stirring Methods 0.000 claims description 20
- 238000001514 detection method Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- 230000007547 defect Effects 0.000 description 9
- 239000011257 shell material Substances 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000002131 composite material Substances 0.000 description 3
- 239000011162 core material Substances 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 210000001503 joint Anatomy 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/129—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding specially adapted for particular articles or workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
本願は、2012年5月16日に、日本に出願された特願2012−112671号に基づき優先権を主張し、その内容をここに援用する。
摩擦撹拌接合法は、アーク溶接に比べて、a)接合部の残留応力や歪が小さい、b)ビード表面が平滑となるため疲労強度に優れる、c)気泡や割れなどの欠陥が発生しにくいといった特長を有している。
a.一部の反力受けローラが金属パイプの内面に当接せず、反力モーメントが発生する。
b.金属パイプの内面に対してプローブを適切な角度、例えば垂直に押し付けられず、接合部の品質不良が発生する。
c.プローブの押し付け位置が接合位置から外れ、金属パイプの円周方向で接合されない箇所が発生する。
本発明の第1の実施の形態に係る金属パイプの接合装置10(以下では、単に「接合装置」と呼ぶことがある。)の側断面を図1に、接合装置10を金属パイプ11の軸方向から見た断面を図2に示す。
なお、以下では、説明の便宜上、金属パイプ11はその管軸(軸芯)が水平方向となるように配置されているものとし、金属パイプ11の管軸方向に沿った突合せ接合部側(図1では左側)を「前」側、その反対側を「後」側と呼ぶ。また、管軸に直交する方向において、接合装置の停止時にプローブ21が位置する側を「下」側、その反対側を「上」側と呼ぶことにする。
円筒部材24の内面には、中心軸R方向に延在する突条部24aが形成されている。チャック部材23は、突条部24aをガイドとして円筒部材24内を中心軸R方向に移動可能とされると共に、円筒部材24と一緒に回転する。
油圧シリンダ37のロッド36の先端部は、チャック部材23の上端に接続された円筒状の接続部材23a内に挿入されている。ロッド36の先端部と接続部材23a(チャック部材23)は玉軸受33を介して連結されており、チャック部材23が回転した際にロッド36が回転しない機構になっている。
なお、反力受けローラ38は、金属パイプ11の半径方向に移動可能とされている。
一方、筐体41の外周面には、金属パイプ11の内周面上を転動し、金属パイプ11の半径方向に移動可能とされた従動ローラ42が取り付けられている。
第1モータ30が駆動すると、第1モータ30に連結された回転軸28の回転力は、ベベルギア27からベベルギア26を介して円筒部材24に伝達され、円筒部材24はチャック部材23と共に中心軸Rを回転軸として回転する。
なお、外殻部材31の外面には、金属パイプ11の内周面上を転動し、金属パイプ11の半径方向に移動可能とされた従動ローラ39が取り付けられている(図2参照)。
第2モータ44が駆動すると、筐体41並びに筐体41の前面に取り付けられた保持具25及び押圧部35が中心軸Sを回転軸として回転する(図2参照)。即ち、プローブ21(接合ツール22)が金属パイプ11の内周面に沿って円周方向に移動する。
(1)金属パイプ11の端面同士が突き合わされた接合面(金属パイプ11の管軸と直交する面)内に接合ツール22の中心軸Rが位置するように、接合装置10を金属パイプ11内に挿入する。その際、接合装置10に設けられた反力受けローラ38、従動ローラ39、42、及び支持部材45を金属パイプ11の半径方向内側に引っ込めておく。
(2)接合ツール22の中心軸Rを金属パイプ11の接合面内に配置した後、反力受けローラ38、従動ローラ39、42、及び支持部材45を金属パイプ11の半径方向外側に移動させる。そして、反力受けローラ38及び従動ローラ39、42を金属パイプ11の内周面に当接させると共に、筐体41の中心軸Sが金属パイプ11の管軸上に位置するように、第2モータ44を支持部材45で金属パイプ11内に固定する。
本発明の第2の実施の形態に係る金属パイプの接合装置18の側断面を図3に示す。なお、第1の実施の形態に係る接合装置10と同じ構成要素には同じ符号を付し、説明を省略する。
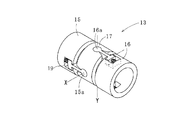
オルダム軸継手13は、一端面に2つの第1突起部15aが形成された円柱状の第1ハブ15と、一端面に2つの第2突起部16aが形成された円柱状の第2ハブ16と、これら第1ハブ15及び第2ハブ16の間に配置された円柱状のスライダ17と、を備えている。
第1ハブ15、スライダ17及び第2ハブ16は、金属パイプ11の管軸に沿って、この順序で同軸上に並ぶように配置されている。この際、第1ハブ15及び第2ハブ16は、第1突起部15a及び第2突起部16aをそれぞれスライダ17側に向けた状態で配置されている。
スライダ17における両端面のうち、第1ハブ15側に向いた一端面には、第1突起部15aが嵌合する第1溝17aが形成され、第2ハブ16側に向いた他端面には、第2突起部16aが嵌合する第2溝17bが形成されている。
一対の第2突起部16aは、その先端部が第2ハブ16の中心軸に沿ってスライダ17側に向けて突出するように形成されており、第2ハブ16の中心軸を挟んで第2ハブ16の半径方向に向かい合うように配置されている。
なお、第1ハブ15及び第2ハブ16は、一対の第1突起部15aと一対の第2突起部16aとがスライダ17の円周方向に沿って交互に且つ等間隔で並ぶように、スライダ17を間に挟んで配置されている。
一対の第1突起部15aの先端部は、それぞれ側面視円形状に膨出した円板状に形成されている。その際、一対の第1突起部15aの先端部は、第1ハブ15の中心軸を挟んで面同士が対向し合うように形成されている。一対の第2突起部16aの先端部も、一対の第1突起部15aと同様に形成されている。
一方、スライダ17に形成された第1溝17a及び第2溝17bは、それぞれ溝底部側が第1突起部15a及び第2突起部16aの形状に対応した側面視円形状に形成されている。従って、2つの第1溝17aにおける溝底部側の中心を、スライダ17の半径方向に沿って互いに貫く第1仮想線Xと、2つの第2溝17bにおける溝底部側の中心を、スライダ17の半径方向に互いに貫く第2仮想線Yとは、スライダ17の端面と平行な面内において十字状に直交する。
そして、第1突起部15aの先端部が第1溝17a内に嵌合し、第2突起部16aの先端部が第2溝17b内に嵌合することで、第1ハブ15、スライダ17及び第2ハブ16は各端面間に隙間をあけた状態で連結されている。
本発明の第3の実施の形態に係る金属パイプの接合装置50の側断面を図6に示す。なお、第2の実施の形態に係る接合装置18と同じ構成要素には同じ符号を付し、説明を省略する。
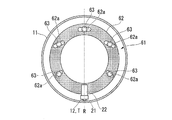
第1の調節機構61では、前部筐体46aと板部62とをボルト63を用いて締結することにより、円周方向移動部40に対する接合ツール22の相対位置を、中心軸Sに直交する面内で調整することが可能とされる。
つまり、各長孔62aは、中心軸Sに直交する面内においてプローブ21の先端Tを支点とした板部62の回動を許容するように、その回動方向に沿って長く形成されている。この際、各長孔62aは、その形成位置に応じて(プローブ21の先端Tからの距離に応じて)、延在する長さが異なっている。
第2の調節機構71は、中心軸S及び中心軸Rを通る面内で接合ツール22の中心軸Rの角度を変更する。図6、図8A及び図8Bに示すように、第2の調節機構71は、アクチュエータ78と、角度検出手段81と、演算手段85とを備える。
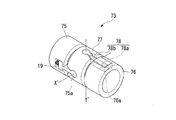
なお、アクチュエータ78としては、油圧シリンダに限定されず、例えばエアシリンダや電動アクチュエータを用いてもよい。ピストン78bの先端部は、第2の実施の形態における第2突起部16aの先端部と同様の形状とされている。
従って、2つの第1溝77aの中心を結ぶ線が第1仮想線X’とされ、第2溝77bと凹部77cの中心を結ぶ線が第2仮想線Y’とされ、これら両仮想線はスライダ77の端面と平行な面内で十字状に直交する。
この結果、接合ツール22の中心軸Rが、プローブ21の先端Tを支点として前側または後側に傾く。つまり、被接合部12と金属パイプ11の管軸とを通過する法線に対する接合ツール22の傾きを変化させて、ワーク角を調節することができる。
(1)はじめに、接合装置50を金属パイプ11の外部に設置した状態で、トラベル角が適正範囲内となるように第1の調節機構61を用いて調節を行う。この適正範囲は、接合ツール22(プローブ21)の形状や、金属パイプ11の材質等の接合条件から決定される。接合装置50の実際のトラベル角は、金属パイプ11の形状や接合装置50の形状から求められる。トラベル角が適正範囲内となるように、プローブ21の先端Tを支点として板部62を回動させることにより、板部62の前部筐体46aに対する取り付け位置を調節し、ボルト63により板部62を前部筐体46aに固定する。
(3)次いで、ワーク角が適正範囲内となるように第2の調節機構71を用いて調節する。この適正範囲は、接合ツール22(プローブ21)の形状や、金属パイプの材質により決定され、予め演算手段85に入力されている。第1のセンサ82と第2のセンサ83とで測定した角度を、演算手段85に送信する。演算手段85において、入力された角度に基づきその時点におけるワーク角が求められる。
(5)第1の実施の形態の方法により、接合装置50を駆動し、金属パイプ11同士を接合する。
本発明の第4の実施の形態に係る金属パイプの接合装置90の側断面を図10に示す。なお、第3の実施の形態に係る接合装置50と同じ構成要素には同じ符号を付し、説明を省略する。
カメラ92は、接合線を検出するセンサとして、接合ツール22の進路上、即ち、接合ツール22の進行方向前方に配置されている。カメラ92で撮影された画像は、不図示の演算手段(第3の実施の形態の演算手段85と兼用しても良い)に入力される。演算手段は、この入力された画像から、接合ツール22の進路が接合線から外れているか否かを判定し、その結果に基づき方向転換部93を操作する。ここで、接合ツール22の進路とは、その瞬間における回転中心が維持された状態で接合ツール22が金属パイプ11の内周面を移動した場合のプローブ21の先端Tの進路を指す。
(1)第3の実施の形態と同じ方法により、接合ツールのトラベル角及びワーク角を調節する。
(2)第1の実施の形態と同じ方法により、接合ツール22をその中心軸R回りに回転させると共に、被接合部12にプローブ21に押し付けて被接合部12中にプローブ21を埋没(圧入)させ、塑性流動を発生させる。
(3−1)プローブ21(接合ツール22)の進行方向前方に配置されたカメラ92で接合線を撮影し、撮影したデータ(画像)を演算手段に送信する。
(3−2)演算手段は、入力されたデータに基づき、プローブ21(接合ツール22)の進路と接合線とのずれ量を算出する。
具体的には、演算手段がモータを制御して該モータを必要な回転量だけ回転させ、ピニオン95に伝達されたモータの回転をラックアンドピニオン機構によりラック96の直線運動に変換させる。これにより、ステアリング用ローラ94の向きを変更でき、プローブ21(接合ツール22)の進路を変更することができる。このとき、図12に示すように、プローブ21(接合ツール22)の進路の変更に合せてオルダム軸継手73の第1ハブ75が移動するので、プローブ21の進路の中心のずれを、第1ハブ75とスライダ77との接続部で吸収することができる。
なお、ステアリング用ローラ94の向きが変更された後、(3−1)に戻る。
(1)プローブ21(接合ツール22)の進行方向前方に配置されたカメラ92で接合線を撮影したデータを演算手段に送信する。
(2)演算手段では、入力されたデータに基づき、プローブ21(接合ツール22)の予想される進路と接合線とのずれ量を算出する。
11 金属パイプ
12 被接合部
13 オルダム軸継手
14 自在軸継手
15 第1ハブ
15a 第1突起部
15b 凹陥部
16 第2ハブ
16a 第2突起部
16b 凹陥部
17 スライダ
17a 第1溝
17b 第2溝
19 スプリング
20 摩擦撹拌部
21 プローブ
22 接合ツール
23 チャック部材
23a 接続部材
24 円筒部材
24a 突条部
25 保持具
26、27 ベベルギア
28 回転軸
29、43 連結部材
30 第1モータ(第1の駆動部)
31 外殻部材
32 円錐ころ軸受
33 玉軸受
35 押圧部
36 ロッド
37 油圧シリンダ
38 反力受けローラ
39、42 従動ローラ
40 円周方向移動部
41、46 筐体
46a 前部筐体
46b 後部筐体
44 第2モータ(第2の駆動部)
45 支持部材
R、S 中心軸
Claims (10)
- 同軸上に並べられた金属パイプの端面同士を接合する金属パイプの接合装置であって、
金属パイプの端面間の被接合部に押し込まれるプローブが先端に形成された接合ツールと、前記接合ツールを該接合ツールの中心軸方向に移動可能に保持する保持具と、前記中心軸に対して位置をずらされた状態で前記保持具に接続され、前記保持具を介して前記接合ツールを前記中心軸回りに回転させる第1の駆動部とを有する摩擦撹拌部と、
前記第1の駆動部を介さずに前記保持具に接続され、前記保持具を介して前記接合ツールを該接合ツールの中心軸方向に押圧し、前記プローブを前記被接合部に圧入する押圧部と、
前記第1の駆動部が内蔵され、前記保持具と前記押圧部とが一端部に取り付けられた筒状の筐体と、前記筐体を介して前記保持具および前記押圧部を回転させることで前記接合ツールを前記金属パイプの内周面に沿って円周方向に移動させる第2の駆動部とを有する円周方向移動部と、
を備える、金属パイプを該金属パイプの内部から摩擦撹拌接合により接合する金属パイプの接合装置。 - 請求項1に記載の金属パイプの接合装置において、前記接合ツールを該接合ツールの中心軸方向に押圧した際に発生する反力に抗し、前記金属パイプの内周面上を転動する反力受けローラを備える金属パイプの接合装置。
- 請求項1又は2に記載の金属パイプの接合装置において、前記筐体が、前記保持具と前記押圧部が一端部に取り付けられた前部筐体と、前記第1の駆動部が内蔵された後部筐体とを備え、前記前部筐体と前記後部筐体が偏心及び偏角を許容するオルダム軸継手で連結され、
前記第1の駆動部と該第1の駆動部の回転力を伝達する回転軸が偏角を許容する自在軸継手で連結されている金属パイプの接合装置。 - 請求項3に記載の金属パイプの接合装置において、
前記接合ツールのトラベル角を調節する第1の調節機構と、
前記接合ツールのワーク角を調節する第2の調節機構と、を備える金属パイプの接合装置。 - 請求項4に記載の金属パイプの接合装置において、
前記第1の調節機構は、前記接合ツール、前記保持具及び前記押圧部と前記筐体との間に配される板部と、前記板部と前記筐体とを締結するボルトとを備え、
前記板部には、前記ボルトを挿通する長孔が形成され、
前記長孔により、前記プローブの先端を支点とした前記板部の前記筐体に対する回動が許容される金属パイプの接合装置。 - 請求項4または5に記載の金属パイプの接合装置において、
前記第2の調節機構は、前記被接合部の角度を測定する第1のセンサと前記接合ツールの角度を測定する第2のセンサとを備える角度検出手段と、
前記角度検出手段から入力された値に基づき前記ワーク角を算出する演算手段と、
前記演算手段の算出結果に基づき、前記接合ツールの中心軸の傾きを調節するアクチュエータと
を備える金属パイプの接合装置。 - 請求項6に記載の金属パイプの接合装置において、
前記アクチュエータは、前記オルダム軸継手に設けられ、前記筐体の中心軸方向に前記アクチュエータを駆動することにより、前記接合ツールの中心軸の傾きを調節する接合装置。 - 請求項3〜7のいずれか1項に記載の金属パイプの接合装置において、
前記金属パイプ同士の接合線と前記接合ツールの進路とのずれを補正する第3の調節機構を備える接合装置。 - 請求項8に記載の金属パイプの接合装置において、
前記第3の調節機構は、前記接合線を検出する第3のセンサと、
前記第3のセンサの検出値に基づき前記被接合部と前記接合ツールの進路とのずれ量を算出する演算手段と、
前記ずれ量に応じて前記接合ツールの進路を変更する方向転換部と、
を備える接合装置。 - 請求項1〜9のいずれか1項に記載の金属パイプの接合装置を前記金属パイプ内に挿入し、該金属パイプの内部から摩擦撹拌接合により前記金属パイプ同士を突合せ接合する金属パイプの接合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014515586A JP5908071B2 (ja) | 2012-05-16 | 2013-05-09 | 金属パイプの接合装置及びそれを用いた金属パイプの接合方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012112671 | 2012-05-16 | ||
| JP2012112671 | 2012-05-16 | ||
| JP2014515586A JP5908071B2 (ja) | 2012-05-16 | 2013-05-09 | 金属パイプの接合装置及びそれを用いた金属パイプの接合方法 |
| PCT/JP2013/063024 WO2013172244A1 (ja) | 2012-05-16 | 2013-05-09 | 金属パイプの接合装置及びそれを用いた金属パイプの接合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2013172244A1 JPWO2013172244A1 (ja) | 2016-01-12 |
| JP5908071B2 true JP5908071B2 (ja) | 2016-04-26 |
Family
ID=49583650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014515586A Expired - Fee Related JP5908071B2 (ja) | 2012-05-16 | 2013-05-09 | 金属パイプの接合装置及びそれを用いた金属パイプの接合方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5908071B2 (ja) |
| WO (1) | WO2013172244A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10480862B2 (en) | 2013-05-23 | 2019-11-19 | Crc-Evans Pipeline International, Inc. | Systems and methods for use in welding pipe segments of a pipeline |
| US11767934B2 (en) | 2013-05-23 | 2023-09-26 | Crc-Evans Pipeline International, Inc. | Internally welded pipes |
| US10695876B2 (en) | 2013-05-23 | 2020-06-30 | Crc-Evans Pipeline International, Inc. | Self-powered welding systems and methods |
| US10589371B2 (en) * | 2013-05-23 | 2020-03-17 | Crc-Evans Pipeline International, Inc. | Rotating welding system and methods |
| US10828715B2 (en) | 2014-08-29 | 2020-11-10 | Crc-Evans Pipeline International, Inc. | System for welding |
| US11458571B2 (en) | 2016-07-01 | 2022-10-04 | Crc-Evans Pipeline International, Inc. | Systems and methods for use in welding pipe segments of a pipeline |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1237971B (it) * | 1990-02-07 | 1993-06-19 | Tecnomare Spa | Centratore interno particolarmente adatto per l'accoppiamento di testa di tubi |
| JPH0929489A (ja) * | 1995-07-21 | 1997-02-04 | Sumitomo Metal Ind Ltd | 内面溶接装置 |
| JP3264322B2 (ja) * | 1998-02-09 | 2002-03-11 | 日本軽金属株式会社 | 摩擦攪拌接合を利用した筒の製造方法およびこれに用いる製造装置 |
| JP3594798B2 (ja) * | 1998-03-31 | 2004-12-02 | 株式会社栗本鐵工所 | パイプ溶接用固定装置 |
| US6364197B1 (en) * | 2000-08-04 | 2002-04-02 | The Boeing Company | Friction stir welding of containers from the interior |
| JP2006518671A (ja) * | 2003-01-30 | 2006-08-17 | スミス インターナショナル、インコーポレテッド | 高融点材料のアウト−オブ−ポジション摩擦攪拌溶接 |
| JP4981287B2 (ja) * | 2005-09-21 | 2012-07-18 | 三菱重工業株式会社 | 補修装置 |
| CA2779075C (en) * | 2009-11-02 | 2016-05-10 | Megastir Technologies Llc | Out of position friction stir welding of casing and small diameter tubing or pipe |
-
2013
- 2013-05-09 WO PCT/JP2013/063024 patent/WO2013172244A1/ja active Application Filing
- 2013-05-09 JP JP2014515586A patent/JP5908071B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013172244A1 (ja) | 2013-11-21 |
| JPWO2013172244A1 (ja) | 2016-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5908071B2 (ja) | 金属パイプの接合装置及びそれを用いた金属パイプの接合方法 | |
| EP3478441B1 (en) | Fluid system and method of manufacture via friction welding | |
| US6450395B1 (en) | Method and apparatus for friction stir welding tubular members | |
| JP6284444B2 (ja) | 摩擦撹拌接合方法及び摩擦撹拌接合装置 | |
| AU2012206506B2 (en) | Method for mutually positioning tubes | |
| KR101344343B1 (ko) | 대형관 타입의 파이프 자동 용접 시스템 | |
| TWI344883B (ja) | ||
| JP2008504137A (ja) | 切断並びに面取りの工具 | |
| KR20140141332A (ko) | 원주 및 플랜지 자동용접장치 | |
| CN113039032B (zh) | 内部卡紧和焊接装置 | |
| JP5074315B2 (ja) | 溶接装置及び溶接方法 | |
| JP2005523160A (ja) | 管用旋回ローラ溝形成装置 | |
| CN111413213B (zh) | 一种圆形径向对接焊缝破坏扭矩测试方法 | |
| JP2012139721A (ja) | 摩擦攪拌接合方法 | |
| CN103350278A (zh) | 一种压力控制搅拌摩擦焊主轴头装置 | |
| JP2007211882A (ja) | 複列軸受及び複列軸受の製造方法 | |
| JP2012096267A (ja) | 金属円管の製造装置及び製造方法 | |
| JP2009103210A (ja) | 動力伝達軸及び動力伝達装置 | |
| JP2004358529A (ja) | レーザ溶接装置 | |
| JP4537100B2 (ja) | 筒体の溶接方法及び溶接装置 | |
| JP2000351094A (ja) | 管芯出し装置 | |
| JP2001300760A (ja) | 管体の開先形成方法 | |
| CN216829447U (zh) | 管体对中夹具与管体对中装置 | |
| JP2007083257A (ja) | 複動式回転工具を用いた摩擦攪拌接合方法 | |
| CN219665685U (zh) | 一种管缝焊接系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160223 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160322 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5908071 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |