JP5787635B2 - 静止誘導器及びその製造方法 - Google Patents
静止誘導器及びその製造方法 Download PDFInfo
- Publication number
- JP5787635B2 JP5787635B2 JP2011134954A JP2011134954A JP5787635B2 JP 5787635 B2 JP5787635 B2 JP 5787635B2 JP 2011134954 A JP2011134954 A JP 2011134954A JP 2011134954 A JP2011134954 A JP 2011134954A JP 5787635 B2 JP5787635 B2 JP 5787635B2
- Authority
- JP
- Japan
- Prior art keywords
- spacer
- coil
- dielectric layer
- layer
- insulating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Coils Of Transformers For General Uses (AREA)
- Transformer Cooling (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Description
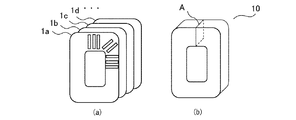
以下に、本発明の実施の形態1に係る静止誘導器とその製造方法について、図面に基づいて説明する。図1は、本実施の形態1に係る静止誘導器である外鉄形変圧器の一部断面を示す斜視図、図2は外鉄形変圧器のコイルを説明する図である。外鉄形変圧器100は、複数のコイル板が積層されたコイル10と、飽和磁束密度及び透磁率の大きい材料(例えばケイ素鋼板)からなる鉄心20がタンク壁30に囲まれた構成となっている。
a、1b、1c、1d・・と、絶縁性材料からなるスペーサ(以下、絶縁スペーサと称す)が交互に配置され、図2(b)に示すコイル群を形成したものである。なお、図1に示すコイル10は、図2(b)のコイル群を図中Aで示す部分で切断した断面を示している。複数のコイル板1相互間には、絶縁物であり冷却媒体であるシリコーン油、鉱油等の油の流路を有している。
以上の溝を形成する必要がある。なお、誘電体層4a、4bとしてポリプロピレン(成形品)を用いる場合は、材料強度や取り扱いの容易さから通常1mm程度以上の厚さのものを用いるため、s1、s2共に0.3mm以上の溝6a、6bを形成することは容易であ
る。
a、6bを形成するための工程を別途行う必要がなく、高耐電圧化及び小型化を図ることが可能な外鉄形変圧器100を容易に製造することができる。
本発明の実施の形態2に係る外鉄形変圧器及びコイル群の構成は、上記実施の形態1と同様であるので説明を省略する。本実施の形態2に係る外鉄形変圧器におけるコイル板と絶縁スペーサの接合部付近の構造について、図6を用いて説明する。
3、3a、3b、3c、3d 絶縁層(絶縁板)、4a、4b、4c、4d 誘電体層、5a、5b、5c、5d 曲面部、6a、6b、6c、6d 溝、7 絶縁スペーサ、
8c、8d 嵌め込み部、10 コイル、20 鉄心、30 タンク壁、
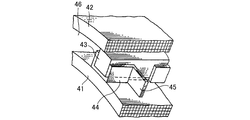
41、42 巻線層、43 間隔片、44 U形すね当て状部分、45 渦流発生片、
46 冷却溝、51 巻線層、52 絶縁スペーサ、53 絶縁紙、54 孔、
55 孔周辺の突出部、56 冷却ダクト、100 外鉄形変圧器。
Claims (9)
- コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、前記コイル板相互間に冷却媒体の流路を有する静止誘導器であって、
前記スペーサは、前記絶縁層上に配置された誘電体層を介して前記絶縁層に接合されており、前記誘電体層は、その層の厚さが前記スペーサとの接合部の周辺領域から前記接合部に向かって連続的に減少する曲面部を有し、この曲面部と前記スペーサとの間に前記接合部を底部とする溝が設けられ、
前記溝の深さ寸法を前記誘電体層の表面から前記底部までの距離とし、前記深さ寸法に垂直な前記溝の幅寸法を前記誘電体層の厚さが減少し始める位置から前記スペーサまでの距離としたとき、前記深さ寸法と前記幅寸法は、前記スペーサとの接合部において前記溝が無い場合に比べ20%以上の電界緩和率が得られる値に設定されていることを特徴とする静止誘導器。 - 前記絶縁層は、前記誘電体層の前記周辺領域の厚さと略等しい深さを有する嵌め込み部をさらに備え、前記誘電体層を前記嵌め込み部内に配置することにより、前記誘電体層が前記絶縁層の表面から突出しないようにしたことを特徴とする請求項1記載の静止誘導器。
- 前記誘電体層の前記曲面部は、前記絶縁層の表面に垂直な方向の断面形状が角部を持たない曲線からなることを特徴とする請求項1または請求項2に記載の静止誘導器。
- 前記深さ寸法と前記幅寸法は、略等しいことを特徴とする請求項1または請求項2に記載の静止誘導器。
- 前記深さ寸法と前記幅寸法の和が、0.6mm以上であることを特徴とする請求項4記載の静止誘導器。
- コイル層の両面に絶縁層を有するコイル板と絶縁性材料からなるスペーサが交互に配置されたコイル群を備え、前記コイル板相互間に冷却媒体の流路を有する静止誘導器の製造方法であって、
前記コイル板の前記絶縁層上の前記スペーサが配設される複数の箇所に、熱可塑性樹脂からなる誘電体層を配置する誘電体層形成工程、
それぞれの前記誘電体層上に前記スペーサを配設し、さらにこれら複数のスペーサ上に別の前記コイル板の前記絶縁層上に配置された前記誘電体層を対応させて位置決めし、これら2枚のコイル板で前記複数のスペーサを挟み込む位置決め工程、
前記位置決め工程に続いて前記2枚のコイル板を加熱し、前記誘電体層を軟化させた状態で前記2枚のコイル板に上下方向から圧力をかけ、前記2枚のコイル板それぞれの前記絶縁層に前記誘電体層を介して前記スペーサを接合するスペーサ接合工程を備え、
前記スペーサ接合工程において、前記誘電体層に、その層の厚さが前記スペーサとの接合部の周辺領域から前記接合部に向かって連続的に減少する曲面部を形成することにより、この曲面部と前記スペーサとの間に前記接合部を底部とする溝を形成し、前記溝の深さ寸法を前記誘電体層の表面から前記底部までの距離とし、前記深さ寸法に垂直な前記溝の幅寸法を前記誘電体層の厚さが減少し始める位置から前記スペーサまでの距離としたとき、前記深さ寸法と前記幅寸法が、前記スペーサとの接合部において前記溝が無い場合に比べ20%以上の電界緩和率が得られる値となるように、前記2枚のコイル板にかける圧力を決定することを特徴とする静止誘導器の製造方法。 - 前記誘電体層形成工程の前に、前記絶縁層に前記誘電体層の前記周辺領域の厚さと略等しい深さを有する嵌め込み部を形成する工程をさらに備え、前記誘電体層形成工程において、前記誘電体層を前記嵌め込み部内に配置することを特徴とする請求項6記載の静止誘導器の製造方法。
- 前記スペーサ接合工程において、前記2枚のコイル板を加熱する際の温度は、前記熱可塑性樹脂が軟化する温度以上であり、前記熱可塑性樹脂の融点より低い温度とすることを特徴とする請求項6記載の静止誘導器の製造方法。
- 前記スペーサ接合工程において、前記深さ寸法と前記幅寸法が略等しく、且つ前記深さ寸法と前記幅寸法の和が0.6mm以上となるように、前記2枚のコイル板にかける圧力を決定することを特徴とする請求項6記載の静止誘導器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011134954A JP5787635B2 (ja) | 2011-06-17 | 2011-06-17 | 静止誘導器及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011134954A JP5787635B2 (ja) | 2011-06-17 | 2011-06-17 | 静止誘導器及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013004767A JP2013004767A (ja) | 2013-01-07 |
| JP5787635B2 true JP5787635B2 (ja) | 2015-09-30 |
Family
ID=47673004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011134954A Expired - Fee Related JP5787635B2 (ja) | 2011-06-17 | 2011-06-17 | 静止誘導器及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5787635B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109300672B (zh) * | 2018-10-19 | 2023-09-19 | 江西赣电电气有限公司 | 一种干式变压器的铁轭隔板绝缘结构及其安装方法 |
| JP7212134B1 (ja) | 2021-12-29 | 2023-01-24 | 川崎重工業株式会社 | 変圧器の巻線構造 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5416012B2 (ja) * | 1974-02-12 | 1979-06-19 | ||
| JPS5470015U (ja) * | 1977-10-28 | 1979-05-18 | ||
| JPS5556616A (en) * | 1978-10-20 | 1980-04-25 | Hitachi Ltd | Preparation of spacer for winding |
| JPS56101722A (en) * | 1980-01-17 | 1981-08-14 | Mitsubishi Electric Corp | Winding for electromagnetic induction equipment |
| JPS5783011A (en) * | 1980-11-13 | 1982-05-24 | Fuji Electric Co Ltd | Coil structure for oil-immersed electric device |
| JPS6085814U (ja) * | 1983-11-16 | 1985-06-13 | 株式会社富士電機総合研究所 | 油入電器の絶縁スペ−サ |
| JPS6112219U (ja) * | 1984-06-27 | 1986-01-24 | 株式会社高岳製作所 | ダクト・スペ−サ |
| JPS61192427U (ja) * | 1985-05-24 | 1986-11-29 | ||
| JPH069462Y2 (ja) * | 1988-05-13 | 1994-03-09 | 三菱電機株式会社 | 電磁誘導電器の巻線 |
| JP2947844B2 (ja) * | 1990-01-08 | 1999-09-13 | 株式会社日立製作所 | 変圧器巻線 |
| JPH0521238A (ja) * | 1991-07-09 | 1993-01-29 | Hitachi Ltd | 油入電気機器 |
| JPH08124763A (ja) * | 1994-10-21 | 1996-05-17 | Hitachi Ltd | 静止誘導電器 |
-
2011
- 2011-06-17 JP JP2011134954A patent/JP5787635B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013004767A (ja) | 2013-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9105393B2 (en) | Amorphous core transformer | |
| KR102045894B1 (ko) | 변압기 철심 및 적층 방법 | |
| KR101302830B1 (ko) | 변압기의 철심 | |
| JP4730461B2 (ja) | 磁芯の製造方法 | |
| JP2013247265A (ja) | リアクトルおよび電源装置 | |
| JP2012023090A (ja) | リアクトル | |
| JP5840330B1 (ja) | 静止誘導機器 | |
| JP5787635B2 (ja) | 静止誘導器及びその製造方法 | |
| KR20190000286U (ko) | 변압기 철심 | |
| US9123461B2 (en) | Reconfiguring tape wound cores for inductors | |
| JP6075678B2 (ja) | 複合磁心、リアクトルおよび電源装置 | |
| KR20160081493A (ko) | 변압기의 철심 | |
| JP5930780B2 (ja) | リアクトル | |
| TW201828311A (zh) | 靜止感應裝置用鐵心 | |
| KR20160002420U (ko) | E형 코어철심 및 e형 코어 | |
| JP2009054927A (ja) | 静止誘導電気機器 | |
| KR102298557B1 (ko) | 무부하 손실 및 무부하 소음이 우수한 변압기용 적철심 및 이의 제조 방법 | |
| JP7365120B2 (ja) | 静止誘導機器 | |
| US9941043B2 (en) | Core for an electrical induction device | |
| JP5900741B2 (ja) | 複合磁心、リアクトルおよび電源装置 | |
| JP2009111316A (ja) | リアクタ | |
| JP2006100513A (ja) | リアクトル | |
| JP2004253538A (ja) | リアクタ | |
| JP2010225901A (ja) | リアクトル | |
| US20230360836A1 (en) | Transformer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150630 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150728 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5787635 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |