JP5779647B2 - 基材上の向上した耐摩耗性および硬度を有する非粘着性コーティング - Google Patents
基材上の向上した耐摩耗性および硬度を有する非粘着性コーティング Download PDFInfo
- Publication number
- JP5779647B2 JP5779647B2 JP2013524127A JP2013524127A JP5779647B2 JP 5779647 B2 JP5779647 B2 JP 5779647B2 JP 2013524127 A JP2013524127 A JP 2013524127A JP 2013524127 A JP2013524127 A JP 2013524127A JP 5779647 B2 JP5779647 B2 JP 5779647B2
- Authority
- JP
- Japan
- Prior art keywords
- particles
- micrometers
- layer
- coating
- inorganic filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
- B05D5/083—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface involving the use of fluoropolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J127/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Adhesives based on derivatives of such polymers
- C09J127/02—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J127/12—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Adhesives based on derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
- B05D2202/10—Metallic substrate based on Fe
- B05D2202/15—Stainless steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2601/00—Inorganic fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2601/00—Inorganic fillers
- B05D2601/02—Inorganic fillers used for pigmentation effect, e.g. metallic effect
- B05D2601/08—Aluminium flakes or platelets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2601/00—Inorganic fillers
- B05D2601/20—Inorganic fillers used for non-pigmentation effect
- B05D2601/24—Titanium dioxide, e.g. rutile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2601/00—Inorganic fillers
- B05D2601/20—Inorganic fillers used for non-pigmentation effect
- B05D2601/26—Abrasives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/252—Glass or ceramic [i.e., fired or glazed clay, cement, etc.] [porcelain, quartz, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/3154—Of fluorinated addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/3154—Of fluorinated addition polymer from unsaturated monomers
- Y10T428/31544—Addition polymer is perhalogenated
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Paints Or Removers (AREA)
- Laminated Bodies (AREA)
Description
耐摩耗性試験:
塗膜の耐摩耗性を、ASTM手法D3702−94(2004)に記載されているThrust Washer Abrasion Testを用いて測定した。装置は、精密加工された座金に塗布されたコーティングを試験する。反対の表面はコーティングされていない鋼製の環であり、これによりコーティングが研磨されることとなる。コーティングした試験片を試験装置に装填し、装置を特定の時間の間運転されるよう設定する。実験の後、フィルム厚の変化および重量損失が計測可能であり、このデータから、一連の摩耗の程度を算出することが可能であると共に、耐摩耗性を判定することが可能である。より少ない重量損失が良好な耐摩耗性に対応する。
塗膜の硬度を鉛筆硬度により評価した(標準的な産業試験である)。一連の硬度の鉛筆(軟質から硬質の順に:4B、3B、2B、HB、F、H、2H、3H、4H、鉛筆:Uni、三菱鉛筆)をおよそ3mmの芯を出して用意する。
耐腐食性試験は、フライパンの調理面上の多層非粘着性コーティングの腐食に関する耐久性の比較をもたらす定性的試験である。コーティングしたフライパンを基材(キャストアルミニウム)まで予め切れ目を入れておき、次いで、10%塩水溶液を満たす。フライパン中の塩水溶液を8時間沸騰させ、次いで、室温で16時間維持した。この24時間の期間を1試験サイクルとする。さらなる試験サイクルを、コーティング面が視認可能な欠陥(コーティングのブリスタまたは腐食)が生じるまで反復する。
ポリマーバインダ:
可溶性ポリマーバインダPAIは、6〜8%の残存NMPを含有すると共におよそ12,000の数平均分子量を有する固体樹脂(これはポリアミック塩に戻ることが可能である)である、Torlon(登録商標)AI−10ポリ(アミド−イミド)(Amoco Chemicals Corp.)である。
無機充填粒子は二酸化チタンおよび炭化ケイ素を含む。
P600=平均粒径25.8±1マイクロメートル
P400=平均粒径35.0±1.5マイクロメートル
P320=平均粒径46.2±1.5マイクロメートル
フッ素化ポリマー
PTFE分散体:DuPont Company,Wilmington,DEから入手可能であるDuPont TFEフッ素化ポリマー樹脂分散体グレード30。
酸化アルミニウム(微小粒子)は、Condea Vista Co.から市販されているCeralox HPA0.5であり、平均粒径0.35〜0.50マイクロメートルである。
洗浄してグリースを除去し、次いで、グリットブラストしたアルミニウムAL1050製のパンおよびパネルの吹付けにより、表1に記載のPAI、PPS、炭化ケイ素およびTiO2のベースコートを塗布する。プレプライマー層中の無機充填粒子対ポリマーバインダの重量比はおよそ1.4である。塗布したベースコートの乾燥コーティング厚(DFT)は、フィルム厚機器(例えば、渦電流の原理に基づいたIsoscope(ASTM B244))による計測でおよそ15ミクロンである。このベースコートを150℃での20分間の強制空気乾燥により乾燥させる。従来の非粘着性コーティング(欧州特許第1 016 466 B1号明細書に記載のコーティングと同様)を以下のとおり塗布する。耐熱性ポリマーバインダ、充填材および顔料を含有するプライマーコーティングをベースコート上に噴霧する。プライマーの組成が表2に列挙されている。次いで、中間層を乾燥したプライマー上に噴霧する。トップコートをウェットオンウェットで中間層に塗布する。中間層およびトップコートの組成がそれぞれ表3および表4に列挙されている。コーティングされた基材を427℃で3〜5分間焼成する。プライマー/中間層/トップコートに係る乾燥コーティング厚(DFT)を渦電流分析から13マイクロメートル/14マイクロメートル/6マイクロメートル(+/−1マイクロメートル)と測定する。
以下の表6において、比較例および実施例サンプルに係る多層コーティングはプレプライマーベースコート層を除き同等であって、このプレプライマーベースコート層に関して、実施例サンプルでは表1に示される組成物(プレプライマーベースコート層中に炭化ケイ素を含む)が用いられ、および、比較例(比較例A)では表2に示される組成物(プレプライマーベースコート層中に炭化ケイ素を含まない)が用いられている。
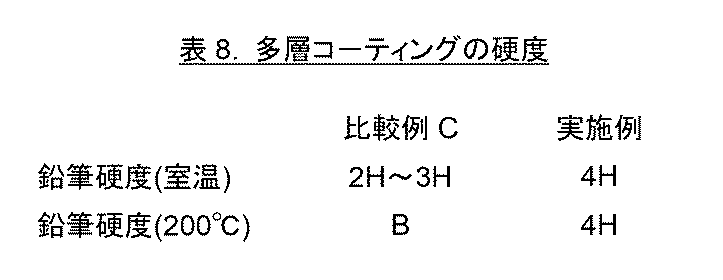
以下の表8中の比較例Cでは、比較例サンプルベースコートは10重量%のフッ素化ポリマー成分(ベースコート組成物の固形分の総重量の割合として添加した10重量%のフッ素化ポリマー固形分)を含んでいる一方で実施例ベースコートはフッ素化ポリマー成分を含んでいないことを除き、表1に示されているものと同一のプレプライマーベースコート層用の配合物(実施例組成物用)が用いられている。プレプライマーベースコート層以外では、コーティング層は実施例多層コーティングと同等である。従来の多層非粘着性コーティングはフッ素化ポリマーをベースコート層(これは通常プライマーである)中に含んでいる。コーティングの硬度を上記の鉛筆硬度試験を利用して評価したが、ここで、試験は多層コーティングの最上位層の表面で行う。ベースコート層中にフッ素化ポリマーを含んでいないことの効果を以下の表8中に示す。
2A:二酸化チタンの効果
ベースコート層中の二酸化チタンの効果を上記の調査と同様に判定した。すべてのサンプルが、各サンプルについて同一の厚さで塗布された同一のプライマー層、中間層およびトップコート層を有していた一方で、ベースコート層のみが異なっていた。各サンプルについて、ベースコート層は、表1の組成を用い、二酸化チタンと炭化ケイ素との相対量のみが異なっている。ベースコート層中には二酸化チタン、炭化ケイ素およびカーボンブラックの3種の無機充填材が存在しており(表1)、カーボンブラックのレベルは、無機充填材の総重量の1.7重量%で一定に保持されている。二酸化チタンおよび炭化ケイ素を様々にして、無機充填材の総重量の割合としての二酸化チタンの重量%表記で、0%、40%、55%、60%および98.3%の二酸化チタンレベルとした。追加の炭化ケイ素を必要とする組成物については、追加分は微小粒径炭化ケイ素(5マイクロメートル)を用いた0%TiO2サンプルを除いて、追加分として同一の粗大粒径炭化ケイ素(炭化ケイ素、P320)を用いた。
以下、本明細書に記載の主な発明について列記する。
(1) 摩擦力に対する耐久性を有する多層非粘着性コーティングでコーティングされた基材であって、前記コーティングが、
(a)フッ素化ポリマーを実質的に含まず、少なくとも10マイクロメートルの乾燥フィルム厚を有し、耐熱性非フッ素化ポリマー−ポリマーバインダ組成物および無機充填粒子を含むプレプライマーベースコート層であって、無機充填粒子対ポリマーバインダ固形分の重量比が1.0超であり、ならびに、前記無機充填粒子の少なくとも10重量%が少なくとも14マイクロメートルの平均粒径を有する粗大セラミック粒子であり、および、前記無機充填粒子の50%超が二酸化チタンであるプレプライマーベースコート層と、
(b)少なくとも2つのさらなるコーティング層であって、前記さらなるコーティング層は3.0超のアスペクト比を有する無機充填粒子を含まず、および、前記さらなるコーティング層の少なくとも2つは1種以上のフッ素化ポリマーを含む、さらなるコーティング層と
を備え、
前記粗大セラミック粒子の一部が前記プレプライマーベースコート層から少なくとも隣の隣接層に延在している基材。
(2) 前記ベースコート中の前記無機充填粒子の少なくとも60%が二酸化チタンである、(1)に記載のコーティングされた基材。
(3) 前記ベースコートが、約10〜約40マイクロメートルの範囲内の乾燥フィルム厚を有する、(1)に記載のコーティングされた基材。
(4) 前記耐熱性非フッ素化ポリマーバインダが、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルスルホン(PES)、ポリフェニレンスルフィド(PPS)およびこれらの組み合わせからなる群から選択される1種以上のポリマーを含む、(1)に記載のコーティングされた基材。
(5) 前記非フッ素化ポリマーバインダが、ポリアミドイミド(PAI)およびポリフェニレンスルフィド(PPS)の組み合わせを含む、(1)に記載のコーティングされた基材。
(6) 前記基材が、アルミニウム、ステンレス鋼および炭素鋼からなる群から選択される金属基材である、(1)に記載のコーティングされた基材。
(7) 前記基材がステンレス鋼である、(1)に記載のコーティングされた基材。
(8) 前記無機充填材が、チタン、アルミニウム、亜鉛、錫およびこれらの混合物の1種以上の前記無機酸化物を含む、(1)に記載のコーティングされた基材。
(9) 前記無機充填材が二酸化チタンを含む、(1)に記載のコーティングされた基材。
(10) 前記セラミック粒子が20マイクロメートル超の平均粒径を有する、(1)に記載のコーティングされた基材。
(11) 前記セラミック粒子が14〜60マイクロメートルの範囲内の平均粒径を有する、(1)に記載のコーティングされた基材。
(12) 前記セラミック粒子が少なくとも1200のヌープ硬度を有する、(1)に記載のコーティングされた基材。
(13) 前記セラミック粒子が2.5以下のアスペクト比を有する、(12)に記載のコーティングされた基材。
(14) 前記セラミック粒子が、無機窒化物、炭化物、ホウ化物および酸化物からなる群から選択される、(12)に記載のコーティングされた基材。
(15) 前記セラミック粒子が炭化ケイ素である、(12)に記載のコーティングされた基材。
(16) 前記炭化ケイ素粒子が、2.5以下のアスペクト比および20マイクロメートル超の平均粒径を有する、(15)に記載のコーティングされた基材。
(17) 無機充填粒子の総重量の少なくとも90重量%が炭化ケイ素および二酸化チタンのみから構成される、(1)に記載のコーティングされた基材。
(18) 前記多層非粘着性コーティングが、プレプライマー層、プライマー層およびトップコート、ならびに、任意選択的に1つ以上の中間層を備える、(1)に記載のコーティングされた基材。
Claims (1)
- 摩擦力に対する耐久性を有する多層非粘着性コーティングでコーティングされた基材であって、前記コーティングが、
(a)フッ素化ポリマーを実質的に含まず、少なくとも10マイクロメートルの乾燥フィルム厚を有し、耐熱性非フッ素化ポリマー−ポリマーバインダ組成物および無機充填粒子を含むプレプライマーベースコート層であって、無機充填粒子対ポリマーバインダ固形分の重量比が1.0超であり、ならびに、前記無機充填粒子の少なくとも10重量%が少なくとも14マイクロメートルの平均粒径および2.5以下のアスペクト比を有する粗大セラミック粒子であり、および、前記無機充填粒子の50%超が0.1〜2.0マイクロメートルの粒径を有する二酸化チタンであるプレプライマーベースコート層と、
(b)少なくとも2つのさらなるコーティング層であって、前記さらなるコーティング層は3.0超のアスペクト比を有する無機充填粒子を含まず、および、前記さらなるコーティング層の少なくとも2つは1種以上のフッ素化ポリマーを含む、さらなるコーティング層と
を備え、
前記粗大セラミック粒子の一部が前記プレプライマーベースコート層から少なくとも隣の隣接層に延在している基材。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US37140610P | 2010-08-06 | 2010-08-06 | |
| US61/371,406 | 2010-08-06 | ||
| PCT/US2011/046722 WO2012019088A1 (en) | 2010-08-06 | 2011-08-05 | Non-stick coating having improved abrasion resistance and hardness on a substrate |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013538706A JP2013538706A (ja) | 2013-10-17 |
| JP2013538706A5 JP2013538706A5 (ja) | 2014-06-26 |
| JP5779647B2 true JP5779647B2 (ja) | 2015-09-16 |
Family
ID=44511557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013524127A Expired - Fee Related JP5779647B2 (ja) | 2010-08-06 | 2011-08-05 | 基材上の向上した耐摩耗性および硬度を有する非粘着性コーティング |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8642171B2 (ja) |
| JP (1) | JP5779647B2 (ja) |
| KR (1) | KR101962482B1 (ja) |
| CN (1) | CN103068494B (ja) |
| WO (1) | WO2012019088A1 (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2014008364A (es) * | 2012-01-09 | 2015-04-16 | Du Pont | Soluciones aglomerantes. |
| JP6066581B2 (ja) * | 2012-04-27 | 2017-01-25 | 三井・デュポンフロロケミカル株式会社 | ポリマー粒子、それを含有する水性分散液、及びそれを用いたフッ素樹脂塗料組成物 |
| US10400129B2 (en) * | 2012-07-17 | 2019-09-03 | Her Majesty The Queen In Right Of Canada As Represented By The Minister Of Natural Resources | Method and composite for preparing heat exchangers for corrosive environments |
| CN104603345A (zh) * | 2012-08-09 | 2015-05-06 | 纳幕尔杜邦公司 | 改善的阻隔织物 |
| US9057001B2 (en) * | 2012-11-02 | 2015-06-16 | Rockwell Automation Technologies, Inc. | Transparent non-stick coating composition, method and apparatus |
| FR2997616A1 (fr) * | 2012-11-06 | 2014-05-09 | Seb Sa | Dispositif de cuisson presentant une surface de cuisson comportant un revetement antiadhesif en ceramique non oxyde ou au moins partiellement non oxyde, et article culinaire ou appareil electromenager de cuisson comportant un tel dispositif de cuisson |
| CN102952465A (zh) * | 2012-11-14 | 2013-03-06 | 无锡卡秀堡辉涂料有限公司 | 一种水性不粘锅内涂炊具用辊涂施工涂料 |
| US20140272430A1 (en) * | 2013-03-15 | 2014-09-18 | Sabic Innovative Plastics Ip B.V. | Process of making dispersed polyetherimide micronized particles and process of coating and further forming of these particles products made therefrom |
| US11072144B2 (en) | 2013-11-26 | 2021-07-27 | Daikin Industries, Ltd. | Laminate |
| EP3146008A4 (en) * | 2014-05-20 | 2018-01-24 | Whitford Corporation | Sol-gel compositions with improved hardness and impact resistance |
| FR3022553A1 (fr) * | 2014-06-20 | 2015-12-25 | Seb Sa | Composition de primaire en phase aqueuse via des polymeres heterocycliques sous forme de poudres obtenues par broyage |
| DE102015201168A1 (de) * | 2015-01-23 | 2016-07-28 | Aktiebolaget Skf | Sensor |
| US10479067B2 (en) | 2015-04-01 | 2019-11-19 | 3M Innovative Properties Company | Multilayer articles comprising a release surface and methods thereof |
| CN107531010A (zh) * | 2015-04-01 | 2018-01-02 | 3M创新有限公司 | 包括防粘表面的多层制品以及其方法 |
| US20180250707A1 (en) * | 2015-04-01 | 2018-09-06 | 3M Innovative Properties Company | Multilayer articles comprising a release surface and methods thereof |
| CN107847965A (zh) * | 2015-07-10 | 2018-03-27 | 华福涂料公司 | 用于形成高释放和低摩擦功能涂层的组合物 |
| EP3416518B1 (en) * | 2016-02-15 | 2019-12-18 | NV Bekaert SA | Wire for hook and eye brassiere closures |
| CN105925029A (zh) * | 2016-06-07 | 2016-09-07 | 平顶山市美伊金属制品有限公司 | 一种含有可吸收铁元素的不粘锅喷涂料 |
| CN105925043A (zh) * | 2016-06-07 | 2016-09-07 | 平顶山市美伊金属制品有限公司 | 一种含有可吸收锌元素的不粘锅喷涂料 |
| CN106065212A (zh) * | 2016-06-07 | 2016-11-02 | 平顶山市美伊金属制品有限公司 | 一种含有可吸收钙元素的不粘锅喷涂料 |
| JP6461050B2 (ja) * | 2016-06-28 | 2019-01-30 | エスシージー ケミカルズ カンパニー,リミテッド | 高放射率コーティング組成物およびその製造プロセス |
| WO2018071218A1 (en) * | 2016-10-12 | 2018-04-19 | The Chemours Company Fc, Llc | Low bake temperature fluoropolymer coatings |
| US11339305B2 (en) * | 2017-02-07 | 2022-05-24 | The Chemours Company Fc, Llc | Substrate coated with non-stick coating resistant to abrasion and scratching |
| US10598419B2 (en) * | 2017-05-19 | 2020-03-24 | Zhejiang Ocean University | Seawater fluidized ice manufacturing equipment and method |
| CN107760183A (zh) * | 2017-11-10 | 2018-03-06 | 宁波市恩迪卫浴有限公司 | 一种耐磨耐热的复合涂料及其制备方法 |
| MX2020008104A (es) * | 2018-02-06 | 2021-01-08 | Thermolon Korea Co Ltd | Revestimiento de ceramica no adherente que comprende diamantes y mica coloreada. |
| KR20210053914A (ko) | 2018-08-20 | 2021-05-12 | 어드밴스트 플렉서블 컴포지츠, 인크. | 눌어붙지 않는 조리 기구 및 재료, 제조 및 사용 방법 |
| FR3091532B1 (fr) | 2019-01-07 | 2022-07-29 | Seb Sa | Revetement antiadhesif |
| KR20210154805A (ko) * | 2019-04-15 | 2021-12-21 | 어드밴스트 플렉서블 컴포지츠, 인크. | 눌어붙지 않는 복합 재료 및 몰딩된 눌어붙지 않는 조리 기구 |
| JP6819717B2 (ja) * | 2019-04-19 | 2021-01-27 | ダイキン工業株式会社 | 被覆組成物及び被覆物品 |
| CN110305579B (zh) * | 2019-06-05 | 2021-07-06 | 浙江鹏孚隆科技股份有限公司 | 耐磨耐刮及使用寿命长的不粘涂层及其涂覆方法 |
| PL3964300T3 (pl) * | 2020-09-04 | 2023-07-17 | Industrielack Ag | Bezfluorowa powłoka antyadhezyjna oraz sposób jej wytwarzania |
| CN115044853B (zh) * | 2022-06-29 | 2023-09-15 | 武汉苏泊尔炊具有限公司 | 用于炊具的非晶不粘材料和非晶不粘涂层 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4177320A (en) * | 1976-12-10 | 1979-12-04 | Daikin Kogyo Co., Ltd. | Article coated with fluorocarbon polymer |
| US4380618A (en) | 1981-08-21 | 1983-04-19 | E. I. Du Pont De Nemours And Company | Batch polymerization process |
| US5079073A (en) | 1989-08-21 | 1992-01-07 | E. I. Du Pont De Nemours And Company | Non-stick coating system with thin undercoat of polyamide imide |
| US6291054B1 (en) * | 1999-02-19 | 2001-09-18 | E. I. Du Pont De Nemours And Company | Abrasion resistant coatings |
| US6403213B1 (en) | 1999-05-14 | 2002-06-11 | E. I. Du Pont De Nemours And Company | Highly filled undercoat for non-stick finish |
| JP3608037B2 (ja) * | 2000-02-10 | 2005-01-05 | 大阪瓦斯株式会社 | 調理器具用部材及び調理器具 |
| US6846570B2 (en) * | 2000-08-17 | 2005-01-25 | Whitford Corporation | Multiple coat non-stick coating system and articles coated with same |
| US6761964B2 (en) | 2001-04-02 | 2004-07-13 | E. I. Du Pont De Nemours And Company | Fluoropolymer non-stick coatings |
| AR041254A1 (es) | 2002-09-13 | 2005-05-11 | Akzo Nobel Nv | Recubrimiento antiadherente de capas multiples |
| US20040115477A1 (en) | 2002-12-12 | 2004-06-17 | Bruce Nesbitt | Coating reinforcing underlayment and method of manufacturing same |
| JP2004283699A (ja) * | 2003-03-20 | 2004-10-14 | Osaka Gas Co Ltd | 高耐久性コーティングを施したガス使用設備用部材 |
| US20060134404A1 (en) | 2004-12-16 | 2006-06-22 | Witsch Michael J | Fluoropolymer release coating with improved heat transfer |
| US20070036900A1 (en) * | 2005-08-12 | 2007-02-15 | Yuqing Liu | Process for improving the corrosion resistance of a non-stick coating on a substrate |
| US7858188B2 (en) * | 2005-12-14 | 2010-12-28 | Dupont-Mitsui Fluorochemicals Co Ltd | Non-stick coating composition comprising diamond particles and substrate |
| US8012542B2 (en) * | 2005-12-30 | 2011-09-06 | E.I. Du Pont De Nemours And Company | Fluoropolymer coating compositions containing adhesive polymers and substrate coating process |
| US8158251B2 (en) * | 2008-02-07 | 2012-04-17 | E. I. Du Pont De Nemours And Company | Article with non-stick finish and improved scratch resistance |
-
2011
- 2011-08-04 US US13/197,965 patent/US8642171B2/en not_active Expired - Fee Related
- 2011-08-05 WO PCT/US2011/046722 patent/WO2012019088A1/en not_active Ceased
- 2011-08-05 KR KR1020137005635A patent/KR101962482B1/ko not_active Expired - Fee Related
- 2011-08-05 JP JP2013524127A patent/JP5779647B2/ja not_active Expired - Fee Related
- 2011-08-05 CN CN201180038613.9A patent/CN103068494B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013538706A (ja) | 2013-10-17 |
| CN103068494B (zh) | 2015-01-28 |
| WO2012019088A1 (en) | 2012-02-09 |
| KR20130096721A (ko) | 2013-08-30 |
| CN103068494A (zh) | 2013-04-24 |
| US8642171B2 (en) | 2014-02-04 |
| US20120034448A1 (en) | 2012-02-09 |
| KR101962482B1 (ko) | 2019-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5779647B2 (ja) | 基材上の向上した耐摩耗性および硬度を有する非粘着性コーティング | |
| US6592977B2 (en) | Abrasion resistant coatings | |
| JP5319282B2 (ja) | 基材上のノンスティックコーティングの耐食性の改善方法 | |
| EP2240056B1 (en) | Article with non-stick finish and improved scratch resistance | |
| CN101415763B (zh) | 不粘涂饰层 | |
| JP5244088B2 (ja) | 非付着性仕上げ塗り | |
| EP2091668A2 (en) | Glass articles with adhesion and stain resistant non-stick coatings | |
| US7772311B2 (en) | Non-stick finish composition | |
| TWI472584B (zh) | 非黏性表面塗層 | |
| HK1130823B (en) | Non-stick finish |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140509 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140509 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150521 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150713 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5779647 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |