JP5774438B2 - チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 - Google Patents
チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 Download PDFInfo
- Publication number
- JP5774438B2 JP5774438B2 JP2011222844A JP2011222844A JP5774438B2 JP 5774438 B2 JP5774438 B2 JP 5774438B2 JP 2011222844 A JP2011222844 A JP 2011222844A JP 2011222844 A JP2011222844 A JP 2011222844A JP 5774438 B2 JP5774438 B2 JP 5774438B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molten metal
- titanium
- long side
- side direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910001069 Ti alloy Inorganic materials 0.000 title claims description 38
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 title claims description 37
- 239000010936 titanium Substances 0.000 title claims description 37
- 229910052719 titanium Inorganic materials 0.000 title claims description 37
- 238000009749 continuous casting Methods 0.000 title claims description 32
- 238000000034 method Methods 0.000 title claims description 18
- 229910052751 metal Inorganic materials 0.000 claims description 112
- 239000002184 metal Substances 0.000 claims description 112
- 238000005266 casting Methods 0.000 claims description 18
- 238000010438 heat treatment Methods 0.000 claims description 10
- 238000001816 cooling Methods 0.000 description 25
- 238000002844 melting Methods 0.000 description 15
- 230000008018 melting Effects 0.000 description 15
- 230000007547 defect Effects 0.000 description 12
- 238000010894 electron beam technology Methods 0.000 description 12
- 238000009826 distribution Methods 0.000 description 9
- 239000011261 inert gas Substances 0.000 description 8
- 230000007423 decrease Effects 0.000 description 6
- 238000003780 insertion Methods 0.000 description 6
- 230000037431 insertion Effects 0.000 description 6
- 239000002994 raw material Substances 0.000 description 6
- 238000007711 solidification Methods 0.000 description 6
- 230000008023 solidification Effects 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000010583 slow cooling Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
Images


Landscapes
- Continuous Casting (AREA)
Description
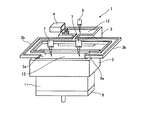
本実施形態によるチタンまたはチタン合金からなるスラブの連続鋳造装置(連続鋳造装置)1は、斜視図である図1、および、上面図である図2に示すように、鋳型2と、コールドハース(ハース)3と、原料投入装置4と、プラズマトーチ5と、スターティングブロック6と、プラズマトーチ(加熱装置)7と、を有している。連続鋳造装置1のまわりは、アルゴンガスやヘリウムガス等からなる不活性ガス雰囲気にされている。
ところで、チタンまたはチタン合金からなるスラブ11を連続鋳造した際に、スラブ11の表面(鋳肌)に凹凸や傷があると、次工程である圧延過程で表面欠陥となる。そのため、圧延する前にスラブ11表面の凹凸や傷を切削等で取り除く必要があり、歩留まりの低下や作業工程の増加など、コストアップの要因となる。そのため、表面に凹凸や傷が無いスラブ11を鋳造することが求められる。
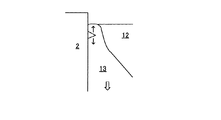
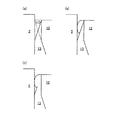
本実施形態では、凝固シェル13の形状を鋳型2内で均一にするために、断面長方形状の鋳型2の長辺方向の両端部から鋳型2内に溶湯12を注入している。ここで、鋳型2の長辺方向の両端部とは、図2に示すように、両端部の各々における長辺方向の長さ(短辺側の壁面から中央側の端までの長さ)をl、鋳型2の長辺方向の長さをLとしたときに、0<l/L≦0.25の関係を満足する領域14を指す。
以上に述べたように、本実施形態に係る連続鋳造装置1によると、断面長方形状の鋳型2の長辺方向の両端部から鋳型2内に注入された溶湯12は、鋳型2の長辺方向の中央部に向かって流動する。その際、溶湯12の温度は徐々に低下していくので、溶湯12の温度は鋳型2の両端部で高く、中央部で低くなる。一方、断面長方形状の鋳型2においては、鋳型2との接触面積が広い両端部の方が中央部よりも冷却速度が速い。そこで、冷却速度が速い両端部に高温の溶湯12を注入して、冷却速度が遅い中央部に低温の溶湯12を流動させることで、鋳型2の長辺方向の両端部における溶湯12の冷却状態(温度)と、鋳型2の長辺方向の中央部における溶湯12の冷却状態(温度)とを均一にすることができる。これにより、凝固シェル13の形状を鋳型2内で均一にすることができるから、凝固シェル13の断裂や、凝固シェル13の凝固収縮に起因する溶湯差込等の発生を抑制することができる。よって、鋳肌の状態が良好なスラブ11を効率的に鋳造することができる。
なお、図1および図2に示すコールドハース3においては、注湯部3a同士が鋳型2の長辺方向に対向するように配置されているが、図5に示すように、注湯部23aの各々が鋳型2の内側に位置して鋳型2の長辺に対向するように配置されたコールドハース23を用いてもよい。このコールドハース23は、鋳型2の長辺側から鋳型2の長辺方向の両端部に向かって溶湯12を流動させる一対の流動部23bを備えている。このようなコールドハース23であっても、断面長方形状の鋳型2の長辺方向の両端部から鋳型2内に溶湯12を注入することで、凝固シェル13の形状を鋳型2内で均一にすることができる。
以上、本発明の実施形態を説明したが、具体例を例示したに過ぎず、特に本発明を限定するものではなく、具体的構成などは、適宜設計変更可能である。また、発明の実施の形態に記載された、作用及び効果は、本発明から生じる最も好適な作用及び効果を列挙したに過ぎず、本発明による作用及び効果は、本発明の実施の形態に記載されたものに限定されるものではない。
2 鋳型
3 コールドハース(ハース)
3a 注湯部
3b 流動部
4 原料投入装置
5 プラズマトーチ
6 スターティングブロック
7 プラズマトーチ(加熱装置)
11 スラブ
12 溶湯
13 凝固シェル
14 領域
Claims (6)
- チタンまたはチタン合金を溶融させた溶湯を無底で断面長方形状の鋳型内に注入して凝固させながら下方に引抜くことで、チタンまたはチタン合金からなるスラブを連続的に鋳造する連続鋳造方法であって、
前記鋳型内に注入された前記溶湯が前記鋳型の長辺方向の中央部に向かって流動するように、前記鋳型の長辺方向の両端部における前記鋳型内の領域のみに、前記鋳型の短辺側から前記溶湯を注入することを特徴とするチタンまたはチタン合金からなるスラブの連続鋳造方法。 - 前記両端部の各々における前記長辺方向の長さlは、前記鋳型の長辺方向の長さをLとしたときに、0<l/L≦0.25の関係を満足することを特徴とする請求項1に記載のチタンまたはチタン合金からなるスラブの連続鋳造方法。
- 前記鋳型内に注入された前記溶湯の湯面をプラズマアークにより加熱することを特徴とする請求項1又は2に記載のチタンまたはチタン合金からなるスラブの連続鋳造方法。
- チタンまたはチタン合金を溶融させた溶湯を無底で断面長方形状の鋳型内に注入して凝固させながら下方に引抜くことで、チタンまたはチタン合金からなるスラブを連続的に鋳造する連続鋳造装置であって、
前記鋳型内に注入された前記溶湯が前記鋳型の長辺方向の中央部に向かって流動するように、前記鋳型の長辺方向の両端部における前記鋳型内の領域のみに、前記鋳型の短辺側から前記溶湯を注入するハースと、
前記鋳型内の前記溶湯の湯面を加熱する加熱装置と、
を有することを特徴とするチタンまたはチタン合金からなるスラブの連続鋳造装置。 - 前記両端部の各々における前記長辺方向の長さlは、前記鋳型の長辺方向の長さをLとしたときに、0<l/L≦0.25の関係を満足することを特徴とする請求項4に記載のチタンまたはチタン合金からなるスラブの連続鋳造装置。
- 前記加熱装置は、プラズマアークを発生させるプラズマトーチであることを特徴とする請求項4又は5に記載のチタンまたはチタン合金からなるスラブの連続鋳造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011222844A JP5774438B2 (ja) | 2011-10-07 | 2011-10-07 | チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011222844A JP5774438B2 (ja) | 2011-10-07 | 2011-10-07 | チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013081981A JP2013081981A (ja) | 2013-05-09 |
| JP5774438B2 true JP5774438B2 (ja) | 2015-09-09 |
Family
ID=48527747
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011222844A Expired - Fee Related JP5774438B2 (ja) | 2011-10-07 | 2011-10-07 | チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5774438B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013107130A (ja) * | 2011-11-24 | 2013-06-06 | Toho Titanium Co Ltd | 熱間圧延用チタンスラブの溶製方法 |
| JP6022416B2 (ja) | 2013-06-27 | 2016-11-09 | 株式会社神戸製鋼所 | チタンまたはチタン合金からなる鋳塊の連続鋳造装置 |
| JP2017185504A (ja) * | 2016-04-01 | 2017-10-12 | 株式会社神戸製鋼所 | チタンまたはチタン合金からなるスラブの連続鋳造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010247202A (ja) * | 2009-04-17 | 2010-11-04 | Toho Titanium Co Ltd | 金属インゴットの溶製装置および同装置を用いた金属インゴットの溶製方法 |
-
2011
- 2011-10-07 JP JP2011222844A patent/JP5774438B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013081981A (ja) | 2013-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5918572B2 (ja) | チタン鋳塊およびチタン合金鋳塊の連続鋳造装置および連続鋳造方法 | |
| JP5774438B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 | |
| JP5730738B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 | |
| KR102297879B1 (ko) | 강의 연속 주조 방법 | |
| JP6611331B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造方法 | |
| JP5788691B2 (ja) | 金属溶製用溶解炉およびこれを用いた金属の溶製方法 | |
| CN104903024B (zh) | 由钛或钛合金构成的铸块的连续铸造方法 | |
| JP5627015B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置 | |
| JP5896811B2 (ja) | チタンまたはチタン合金からなる鋳塊の連続鋳造用の鋳型およびこれを備えた連続鋳造装置 | |
| JP6279963B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造装置 | |
| CN104936723B (zh) | 由钛或者钛合金构成的板坯的连续铸造方法 | |
| JP5770156B2 (ja) | チタンまたはチタン合金からなる鋳塊の連続鋳造方法 | |
| JP5822519B2 (ja) | 金属溶製用溶解炉 | |
| JP5701720B2 (ja) | チタンまたはチタン合金からなる鋳塊の連続鋳造用の鋳型およびこれを備えた連続鋳造装置 | |
| JP6520272B2 (ja) | 連続鋳造用鋳型及び連続鋳造方法 | |
| JP6022416B2 (ja) | チタンまたはチタン合金からなる鋳塊の連続鋳造装置 | |
| JP7376790B2 (ja) | チタン鋳造用装置 | |
| JP5774419B2 (ja) | チタンまたはチタン合金からなるスラブの連続鋳造装置 | |
| JP2017185504A (ja) | チタンまたはチタン合金からなるスラブの連続鋳造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130902 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141111 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20141111 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20141111 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150527 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150608 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150630 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5774438 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |