JP5763620B2 - 圧力感応装置及び圧力感応装置の継手溶接方法 - Google Patents
圧力感応装置及び圧力感応装置の継手溶接方法 Download PDFInfo
- Publication number
- JP5763620B2 JP5763620B2 JP2012507950A JP2012507950A JP5763620B2 JP 5763620 B2 JP5763620 B2 JP 5763620B2 JP 2012507950 A JP2012507950 A JP 2012507950A JP 2012507950 A JP2012507950 A JP 2012507950A JP 5763620 B2 JP5763620 B2 JP 5763620B2
- Authority
- JP
- Japan
- Prior art keywords
- joint
- flange portion
- cap member
- pressure
- flat portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims description 70
- 238000000034 method Methods 0.000 title claims description 26
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 179
- 229910052759 nickel Inorganic materials 0.000 claims description 92
- 239000010949 copper Substances 0.000 claims description 45
- 229910052802 copper Inorganic materials 0.000 claims description 42
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 36
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 36
- 239000012530 fluid Substances 0.000 claims description 30
- 229910052742 iron Inorganic materials 0.000 claims description 22
- 230000008018 melting Effects 0.000 claims description 18
- 238000002844 melting Methods 0.000 claims description 18
- 229910052804 chromium Inorganic materials 0.000 claims description 17
- 239000011651 chromium Substances 0.000 claims description 17
- 239000010935 stainless steel Substances 0.000 claims description 16
- 229910001220 stainless steel Inorganic materials 0.000 claims description 16
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 9
- 239000002184 metal Substances 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 150000002739 metals Chemical class 0.000 claims 2
- 230000001678 irradiating effect Effects 0.000 claims 1
- 230000000149 penetrating effect Effects 0.000 claims 1
- 238000010586 diagram Methods 0.000 description 10
- 238000005219 brazing Methods 0.000 description 7
- 238000007789 sealing Methods 0.000 description 7
- 238000005554 pickling Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000000155 melt Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 210000004899 c-terminal region Anatomy 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
- B23K35/007—Interlayers, transition pieces for metallurgical bonding of workpieces at least one of the workpieces being of copper or another noble metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/211—Bonding by welding with interposition of special material to facilitate connection of the parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/28—Seam welding of curved planar seams
- B23K26/282—Seam welding of curved planar seams of tube sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
- B23K35/004—Interlayers, transition pieces for metallurgical bonding of workpieces at least one of the workpieces being of a metal of the iron group
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L13/00—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints
- F16L13/02—Welded joints
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/0007—Fluidic connecting means
- G01L19/003—Fluidic connecting means using a detachable interface or adapter between the process medium and the pressure gauge
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H35/00—Switches operated by change of a physical condition
- H01H35/24—Switches operated by change of fluid pressure, by fluid pressure waves, or by change of fluid flow
- H01H35/34—Switches operated by change of fluid pressure, by fluid pressure waves, or by change of fluid flow actuated by diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
- B23K2103/22—Ferrous alloys and copper or alloys thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- General Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Measuring Fluid Pressure (AREA)
Description
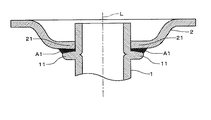
2 キャップ部材
3 ニッケル板
11 フランジ部
21 平坦部
A1,A2,A3 溶融固化層
Claims (7)
- 圧力検知対象の流体が流れる配管に接続される銅製の継手と、前記流体が導入される圧力容器を構成して中央に前記継手の端部が嵌挿される接続孔が形成されたステンレス製のキャップ部材とを備え、前記継手の外周にフランジ部が形成され、前記キャップ部材の前記接続孔の周囲の平坦部と前記継手のフランジ部とが対向して接合された圧力感応装置であって、
前記継手の軸線を中心とする前記キャップ部材の前記平坦部と、前記継手の前記フランジ部との全周にて、レーザー溶接による銅、ニッケル、クロム及び鉄の4金属すべての成分を含む溶融固化層が形成され、該溶融固化層により前記キャップ部材と前記継手とが接合されていることを特徴とする圧力感応装置。 - 前記溶融固化層が前記キャップ部材の前記平坦部と前記継手の前記フランジ部との間で、該フランジ部の外周縁から前記継手の軸線に向けて浸入するように形成されていることを特徴とする請求項1に記載の圧力感応装置。
- 前記キャップ部材の前記平坦部と前記継手の前記フランジ部との間にニッケル板が設けられるとともに、前記溶融固化層が前記キャップ部材の内側から前記平坦部と前記ニッケル板を貫通して前記フランジ部まで浸入するように形成されていることを特徴とする請求項1に記載の圧力感応装置。
- 前記キャップ部材の前記平坦部に前記継手の前記フランジ部が当接されるとともに該フランジ部の前記平坦部と反対側にニッケル板が設けられ、前記溶融固化層が前記ニッケル板から前記フランジ部を貫通して前記キャップ部材の前記平坦部まで浸入するように形成されていることを特徴とする請求項1に記載の圧力感応装置。
- 圧力検知対象の流体が流れる配管に接続される銅製の継手と、前記流体が導入される圧力容器を構成して中央に前記継手の端部が嵌挿される接続孔が形成されたステンレス製のキャップ部材とを備え、前記継手の外周にフランジ部が形成され、前記キャップ部材の前記接続孔の周囲の平坦部と前記継手のフランジ部とが対向して接合された圧力感応装置の、前記継手を前記キャップ部材に溶接する圧力感応装置の継手溶接方法であって、
前記キャップ部材の前記平坦部と前記継手のフランジ部との間にワッシャ状のニッケル板を設け、
前記ニッケル板の板厚以上のビーム径を有するレーザービームを、前記ニッケル板の外周縁の全周にて前記継手の軸線に向けて照射し、該ニッケル板、前記平坦部の一部及び前記フランジ部の一部を溶融することにより、前記平坦部と前記フランジ部との間に銅、ニッケル、クロム及び鉄の4金属すべての成分を含む溶融固化層を形成し、該溶融固化層により前記キャップ部材と前記継手とを接合するようにした
ことを特徴とする圧力感応装置の継手溶接方法。 - 圧力検知対象の流体が流れる配管に接続される銅製の継手と、前記流体が導入される圧力容器を構成して中央に前記継手の端部が嵌挿される接続孔が形成されたステンレス製のキャップ部材とを備え、前記継手の外周にフランジ部が形成され、前記キャップ部材の前記接続孔の周囲の平坦部と前記継手のフランジ部とが対向して接合された圧力感応装置の、前記継手を前記キャップ部材に溶接する圧力感応装置の継手溶接方法であって、
前記キャップ部材の前記平坦部と前記継手のフランジ部との間にワッシャ状のニッケル板を設け、
レーザービームを、前記キャップ部材の内側から前記継手の軸線を中心とする前記平坦部の全周にて照射し、前記平坦部、前記ニッケル板及び前記フランジ部を溶融することにより、前記平坦部の内側から前記ニッケル板を貫通して前記フランジ部まで浸入する銅、ニッケル、クロム及び鉄の4金属すべての成分を含む溶融固化層を形成し、該溶融固化層により前記キャップ部材と前記継手とを接合するようにした
ことを特徴とする圧力感応装置の継手溶接方法。 - 圧力検知対象の流体が流れる配管に接続される銅製の継手と、前記流体が導入される圧力容器を構成して中央に前記継手の端部が嵌挿される接続孔が形成されたステンレス製のキャップ部材とを備え、前記継手の外周にフランジ部が形成され、前記キャップ部材の前記接続孔の周囲の平坦部と前記継手のフランジ部とが対向して接合された圧力感応装置の、前記継手を前記キャップ部材に溶接する圧力感応装置の継手溶接方法であって、
前記キャップ部材の前記平坦部に前記継手の前記フランジ部を当接されるとともに該フランジ部の前記平坦部と反対側にニッケル板を設け、
レーザービームを、前記ニッケル板の前記フランジ部の反対側から前記継手の軸線を中心とする前記ニッケル板の全周にて照射し、前記ニッケル板、前記フランジ部及び前記平坦部を溶融することにより、前記ニッケル板から前記フランジ部を貫通して前記平坦部まで浸入する銅、ニッケル、クロム及び鉄の4金属すべての成分を含む溶融固化層を形成し、該溶融固化層により前記キャップ部材と前記継手とを接合するようにした
ことを特徴とする圧力感応装置の継手溶接方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2010/055685 WO2011121724A1 (ja) | 2010-03-30 | 2010-03-30 | 圧力感応装置及び圧力感応装置の継手溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2011121724A1 JPWO2011121724A1 (ja) | 2013-07-04 |
| JP5763620B2 true JP5763620B2 (ja) | 2015-08-12 |
Family
ID=44711516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012507950A Active JP5763620B2 (ja) | 2010-03-30 | 2010-03-30 | 圧力感応装置及び圧力感応装置の継手溶接方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2554967B1 (ja) |
| JP (1) | JP5763620B2 (ja) |
| CN (1) | CN102822654A (ja) |
| PL (1) | PL2554967T3 (ja) |
| WO (1) | WO2011121724A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5234854B2 (ja) * | 2011-02-02 | 2013-07-10 | 株式会社鷺宮製作所 | 圧力感応装置及び圧力感応装置の継手接合方法 |
| EP2687318B1 (de) * | 2012-07-18 | 2015-01-14 | Emerson Climate Technologies GmbH | Verfahren zum Fügen zweier Bauteile mittels eines Schweissprozesses unter Verwendung eines Zwischenteils |
| JP2014144469A (ja) * | 2013-01-29 | 2014-08-14 | Saginomiya Seisakusho Inc | 流体関連機能装置の製造方法 |
| JP5943427B2 (ja) * | 2013-03-15 | 2016-07-05 | 株式会社鷺宮製作所 | 弁装置の製造方法 |
| DE102016113209B4 (de) * | 2016-07-18 | 2024-07-18 | Sensata Germany GmbH | Drucksensor |
| EP3392542B1 (en) * | 2017-04-21 | 2019-06-12 | C.R.F. Società Consortile per Azioni | Tube made of elastomeric material for a system which is on-board of a motor-vehicle |
| CN109268667B (zh) * | 2018-10-17 | 2019-08-27 | 燕山大学 | 干油润滑流量开关 |
| JP7436789B2 (ja) | 2019-11-01 | 2024-02-22 | ダイキン工業株式会社 | プレート型冷媒配管、及び、冷凍装置 |
| CN111570957A (zh) * | 2020-05-20 | 2020-08-25 | 航发优材(镇江)增材制造有限公司 | 一种铜背板组件钎焊方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02256158A (ja) * | 1989-03-29 | 1990-10-16 | Asahi Chem Ind Co Ltd | 非水系電池、およびそのリードタブの溶接方法 |
| JP2001071150A (ja) * | 1999-09-02 | 2001-03-21 | Murata Mfg Co Ltd | 抵抗溶接方法および抵抗溶接部構造ならびに電子部品の製造方法および電子部品 |
| JP2004012140A (ja) * | 2002-06-03 | 2004-01-15 | Saginomiya Seisakusho Inc | 圧力検知器 |
| JP2005308397A (ja) * | 2004-04-16 | 2005-11-04 | Saginomiya Seisakusho Inc | 圧力センサ |
| JP2007136525A (ja) * | 2005-11-21 | 2007-06-07 | Kobe Steel Ltd | 異材接合方法 |
| JP2009063361A (ja) * | 2007-09-05 | 2009-03-26 | Nagano Keiki Co Ltd | 圧力センサの製造方法および圧力センサ |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4942538A (ja) * | 1972-08-30 | 1974-04-22 | ||
| JPS5029442A (ja) * | 1973-07-04 | 1975-03-25 | ||
| JP2002310320A (ja) * | 2001-04-13 | 2002-10-23 | Saginomiya Seisakusho Inc | 流体の流量制御装置およびその製造方法 |
| JP4691919B2 (ja) | 2004-07-15 | 2011-06-01 | 新神戸電機株式会社 | 金属部材の溶接方法 |
| JP2006075853A (ja) * | 2004-09-08 | 2006-03-23 | Sumitomo Metal Ind Ltd | オーステナイト系合金鋼のレーザ溶接継手およびその製造方法 |
| CN101456216B (zh) * | 2009-01-09 | 2011-08-10 | 博深工具股份有限公司 | 一种激光焊接金刚石圆锯片及制备方法 |
| CN102639979B (zh) * | 2009-12-09 | 2014-12-17 | 株式会社鹭宫制作所 | 压力感应装置的压力检测部与阴螺纹接头的连接结构 |
| EP2530445A4 (en) * | 2010-01-25 | 2014-07-09 | Saginomiya Seisakusho Inc | PRESSURE SENSOR |
-
2010
- 2010-03-30 JP JP2012507950A patent/JP5763620B2/ja active Active
- 2010-03-30 WO PCT/JP2010/055685 patent/WO2011121724A1/ja active Application Filing
- 2010-03-30 EP EP10848903.0A patent/EP2554967B1/en active Active
- 2010-03-30 PL PL10848903T patent/PL2554967T3/pl unknown
- 2010-03-30 CN CN2010800658270A patent/CN102822654A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02256158A (ja) * | 1989-03-29 | 1990-10-16 | Asahi Chem Ind Co Ltd | 非水系電池、およびそのリードタブの溶接方法 |
| JP2001071150A (ja) * | 1999-09-02 | 2001-03-21 | Murata Mfg Co Ltd | 抵抗溶接方法および抵抗溶接部構造ならびに電子部品の製造方法および電子部品 |
| JP2004012140A (ja) * | 2002-06-03 | 2004-01-15 | Saginomiya Seisakusho Inc | 圧力検知器 |
| JP2005308397A (ja) * | 2004-04-16 | 2005-11-04 | Saginomiya Seisakusho Inc | 圧力センサ |
| JP2007136525A (ja) * | 2005-11-21 | 2007-06-07 | Kobe Steel Ltd | 異材接合方法 |
| JP2009063361A (ja) * | 2007-09-05 | 2009-03-26 | Nagano Keiki Co Ltd | 圧力センサの製造方法および圧力センサ |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2011121724A1 (ja) | 2013-07-04 |
| CN102822654A (zh) | 2012-12-12 |
| WO2011121724A1 (ja) | 2011-10-06 |
| PL2554967T3 (pl) | 2018-12-31 |
| EP2554967B1 (en) | 2018-06-06 |
| EP2554967A1 (en) | 2013-02-06 |
| EP2554967A4 (en) | 2017-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5763620B2 (ja) | 圧力感応装置及び圧力感応装置の継手溶接方法 | |
| EP2419387B1 (en) | Hermetic glass-to-metal seal assembly and method of manufacturing hermetic glass-to-metal seal assembly | |
| CN103460003B (zh) | 用于过程装置的耐腐蚀隔离组件 | |
| TWI680551B (zh) | 蒸氣室 | |
| CN111801189B (zh) | 异种材料接合用电弧焊接法 | |
| JP6029140B2 (ja) | 圧縮封止型気密端子 | |
| JP5234854B2 (ja) | 圧力感応装置及び圧力感応装置の継手接合方法 | |
| JP6505193B2 (ja) | 弁装置の製造方法 | |
| JP2006194736A (ja) | 圧力検出装置およびその製造方法 | |
| JP5155459B2 (ja) | 圧力感応装置の圧力検知部と雌ネジ継手との接続構造 | |
| US7181976B2 (en) | Spring-elastic measuring element comprising a flat connecting element that can be welded | |
| JP5291806B2 (ja) | 圧力感応装置 | |
| JP5166201B2 (ja) | 圧力容器の製造方法、製造装置及び圧力容器 | |
| EP2937168B1 (en) | Weld structure for refrigerant circuit component and welding method for refrigerant circuit component | |
| JP2007533466A (ja) | 炉内ろう付け工程 | |
| JP2006095585A (ja) | 摩擦点接合方法 | |
| CN102310243A (zh) | 机油冷却器熔失式钎焊辅助定位 | |
| JPH0320311B2 (ja) | ||
| KR20160005403A (ko) | 열교환기용 입출구 파이프의 고정구조 | |
| JP6052592B2 (ja) | Hip用カプセルの製造方法 | |
| JPH03129171A (ja) | 圧力伝送器の製造方法 | |
| JPS6391531A (ja) | ダイアフラム固定構造 | |
| JPH01254389A (ja) | チタンと銅の溶接方法 | |
| JPS62148021A (ja) | クラツド鋼の鋼管の製造方法 | |
| JP2012063297A (ja) | 圧力測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140325 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140515 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150305 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150611 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5763620 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |