JP5752078B2 - 不織布および不織布の製造方法 - Google Patents
不織布および不織布の製造方法 Download PDFInfo
- Publication number
- JP5752078B2 JP5752078B2 JP2012079877A JP2012079877A JP5752078B2 JP 5752078 B2 JP5752078 B2 JP 5752078B2 JP 2012079877 A JP2012079877 A JP 2012079877A JP 2012079877 A JP2012079877 A JP 2012079877A JP 5752078 B2 JP5752078 B2 JP 5752078B2
- Authority
- JP
- Japan
- Prior art keywords
- paper layer
- nonwoven fabric
- layer
- steam
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0038—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving application of liquid to the layers prior to lamination, e.g. wet laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/164—Drying
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
- D04H1/495—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet for formation of patterns, e.g. drilling or rearrangement
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/736—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged characterised by the apparatus for arranging fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/18—Reinforcing agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/22—Agents rendering paper porous, absorbent or bulky
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/50—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by form
- D21H21/52—Additives of definite length or shape
- D21H21/54—Additives of definite length or shape being spherical, e.g. microcapsules, beads
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/04—Physical treatment, e.g. heating, irradiating
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
- D21H27/004—Tissue paper; Absorbent paper characterised by specific parameters
- D21H27/005—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/0088—Expanding, swelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/164—Drying
- B32B2038/166—Removing moisture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/12—Pressure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1023—Surface deformation only [e.g., embossing]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24496—Foamed or cellular component
- Y10T428/24504—Component comprises a polymer [e.g., rubber, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Paper (AREA)
- Laminated Bodies (AREA)
Description
すなわち、本発明の不織布の製造方法は、繊維と水とを含んだ第1の抄紙原料を、一方向に移動するベルト上に供給して、該ベルト上に第1の紙層を形成する工程と、第1の紙層に高圧水流を噴射し、機械方向に延びる溝部を第1の紙層の表面に形成する工程と、繊維と熱膨張性粒子と水とを含んだ第2の抄紙原料をシート化して第2の紙層を形成する工程と、第1の紙層と第2の紙層とを積層して第3の紙層を形成する工程と、第3の紙層を乾燥する工程と、蒸気ノズルから、第3の紙層に高圧水蒸気を噴射することによって、熱膨張性粒子を膨張させる工程とを含む。
また、本発明の不織布は、縦方向と、縦方向に交差する横方向と、縦方向および横方向に対して垂直をなす厚さ方向と、厚さ方向に対して垂直をなす一方の面と、一方の面に対して厚さ方向に対向する他方の面とを有し、縦方向に延在し、横方向に並ぶ複数の溝部を有し、繊維を含む第1の層を一方の面に備え、膨張した熱膨張性粒子と繊維とを含む第2の層を他方の面に備える。
乾燥ドライヤ19で乾燥した紙層から30cm×30cmのサイズのサンプル片をサンプリングし、そのサンプル片の重量(W1)を測定した。その後、サンプル片を105℃の恒温槽に1時間静置し乾燥させたのち、重量(D1)を測定した。蒸気吹付け前紙層水分率は、N=10での測定値の平均値である。
蒸気吹付け前紙層水分率=(W1−D1)/W1×100(%)
第1の紙層の目付、第2の紙層の目付および第3の紙層の目付は以下のようにして測定した。まず、第2の紙層を形成しないで第1の紙層のみを不織布製造装置のラインに流した。そして、乾燥ドライヤ19で乾燥した、高圧水蒸気を噴射する前の第1の紙層から30cm×30cmのサイズの測定用試料をサンプリングし、サンプリングした測定用試料の重量を測定することにより、第1の紙層の目付を算出した。実施例および比較例における第1の紙層の目付は10個の測定用試料の平均値である。次に、第1の紙層および第2の紙層を形成して、第3の紙層を不織布製造装置のラインに流した。そして、乾燥ドライヤ19で乾燥した、高圧水蒸気を噴射する前の第3の紙層から30cm×30cmのサイズの測定用試料をサンプリングし、サンプリングした測定用試料の重量を測定することにより、第3の紙層の目付を算出した。実施例および比較例における第3の紙層の目付は10個の測定用試料の平均値である。第2の紙層の目付は、第3の紙層の目付から第1の紙層の目付を引き算することによって算出した。
製造した不織布から10cm×10cmのサイズの測定用試料をサンプリングした。15cm2の測定子を備えた厚み計((株)大栄化学精器製作所製 型式FS-60DS)を使用して、3gf/cm2の測定荷重の測定条件で、測定用試料の厚さを測定した。1つの測定用試料について3ヶ所の厚さを測定し、3ヶ所の厚さの平均値を乾燥厚さとした。
製造した不織布から10cm×10cmのサイズの測定用試料をサンプリングした。測定用試料の重量を測定し、上記乾燥厚さから不織布の密度を算出した。
上述の第1の紙層の目付を測定するために使用した、乾燥ドライヤ19で乾燥した、高圧水蒸気を噴射する前の第1の紙層から10cm×10cmのサイズの測定用試料をサンプリングした。15cm2の測定子を備えた厚み計((株)大栄化学精器製作所製 型式FS-60DS)を使用して、3gf/cm2の測定荷重の測定条件で、測定用試料の厚さを測定した。1つの測定用試料について3ヶ所の厚さを測定し、3ヶ所の厚さの平均値を第1の紙層の見かけ厚さとした。次に、上述の第3の紙層の目付を測定するために使用した、乾燥ドライヤ19で乾燥した、高圧水蒸気を噴射する前の第3の紙層から10cm×10cmのサイズの測定用試料をサンプリングした。15cm2の測定子を備えた厚み計((株)大栄化学精器製作所製 型式FS-60DS)を使用して、3gf/cm2の測定荷重の測定条件で、測定用試料の厚さを測定した。1つの測定用試料について3ヶ所の厚さを測定し、3ヶ所の厚さの平均値を第3の紙層の見かけ厚さとした。そして、第3の紙層の見かけ厚さから第1の紙層の見かけ厚さを引き算することによって第2の紙層の見かけ厚さを算出した。
製造した不織布から10cm×10cmのサイズの測定用試料をサンプリングした。サンプリングした測定用試料の上に10cmm×10cmの底面を有する1kgの重量の重りを3分間載せ、測定用試料を3分間加圧した。測定用試料から重りを取り除いた後、3分間放置した。そして、15cm2の測定子を備えた厚み計((株)大栄化学精器製作所製 型式FS-60DS)を使用して、3gf/cm2の測定荷重の測定条件で、加圧後の測定用試料の厚さを測定した。1つの測定用試料について3ヶ所の厚さを測定し、3ヶ所の厚さの平均値を加圧後の乾燥厚さとした。
製造した不織布から10cm×10cmのサイズの測定用試料をサンプリングした。測定用試料の質量の4倍の水を測定用試料に含浸させた(含水倍率、400%)。水を含浸した測定用試料を10分間放置した後、15cm2の測定子を備えた厚み計((株)大栄化学精器製作所製 型式FS-60DS)を使用して、3gf/cm2の測定荷重の測定条件で、測定用試料の厚さを測定した。1つの測定用試料について3ヶ所の厚さを測定し、3ヶ所の厚さの平均値を湿潤厚さとした。
製造した不織布から、長手方向が紙層の機械方向である25mm幅の短冊状の試験片と、長手方向が紙層の幅方向である25mm幅の短冊状の試験片とを切り取って、測定用試料を作製した。機械方向および幅方向の測定用試料を、最大荷重容量が50Nであるロードセルを備えた引張試験機(島津製作所(株)製、オートグラフ 型式AGS-1kNG)を使用して、それぞれ3つの測定用試料について、100mmのつかみ間距離、100mm/分の引張速度の条件で引張強度を測定した。機械方向および幅方向の測定用試料のそれぞれ3つの測定用試料の引張強度の平均値を機械方向および幅方向の乾燥引張強度とした。
製造した不織布から長手方向が紙層の機械方向である25mm幅の短冊状の試験片と、長手方向が紙層の幅方向である25mm幅の短冊状の試験片とを切り取って、測定用試料を作製し、測定用試料の質量の2.5倍の水を測定用試料に含浸させた(含水倍率、250%)。そして、機械方向および幅方向の測定用試料を、最大荷重容量が50Nであるロードセルを備えた引張試験機(島津製作所(株)製、オートグラフ 型式AGS-1kNG)を使用して、それぞれ3つの測定用試料について、100mmのつかみ間距離、100mm/分の引張速度の条件で引張強度を測定した。機械方向および幅方向の測定用試料のそれぞれ3つの測定用試料の引張強度の平均値を機械方向および幅方向の湿潤引張強度とした。
製造した不織布から10cm×10cmのサイズの測定用試料をサンプリングした。測定用試料の質量を測定した後、測定用試料を蒸留水の中に1分間浸漬した。次に、網(80メッシュ)の上に1分間放置した後、その測定用試料の質量を測定した。蒸留水に浸漬した後の測定用試料の質量から蒸留水に浸漬する前の測定用試料の質量を引き算した値を、不織布1m2当たりの値に換算した。この換算した値が水吸収量となる。
摩擦堅牢度の試験は、プラスチックフィルム−およびシート−摩擦係数試験方法(JIS−K−7125:1999)を応用して実施した。製造した不織布から300mm×200mmのサイズの測定用試料をサンプリングし、摩擦係数測定装置(テスター産業株式会社製)のテーブルに、測定する面(第1の紙層側の面または第2の紙層側の面)が上になるように測定用試料を取り付けた。このとき、滑り片の移動方向が、測定用試料の200mmの長さの方向がなるように測定用試料を配置した。滑り板における測定用試料に接する面に布粘着テープ(No.123(商品名をご記入ください)、ニチバン(株)社製)を取り付けた。そして、30回/分の摩擦往復速度および200g荷重の条件で、測定用試料の表面に破れが発生するまで摩擦係数測定を行った。この測定用試料の表面に破れが発生するまで行った摩擦係数測定の回数が摩擦堅牢度になる。
本発明の一実施形態における不織布製造装置1を使用して実施例1を作製した。50重量%の針葉樹晒クラフトパルプ(NBKP)と、繊度が1.1dtexであり、繊維長が8mmである50重量%のレーヨン(ダイワボウレーヨン(株)製、コロナ)とを含む第1の抄紙原料を作製した。そして、原料ヘッドを使用して紙層形成ベルト(日本フィルコン(株)製 OS80)上に第1の抄紙原料を供給し、吸引ボックスを使用して第1の抄紙原料を脱水して第1の紙層を形成した。このときの第1の紙層の紙層水分率は80%であった。その後、2台の高圧水流ノズルを使用して高圧水流を第1の紙層に噴射した。2台の高圧水流ノズルを使用して第1の紙層に噴射した高圧水流の高圧水流エネルギーは0.2846kW/m2であった。ここで、高圧水流エネルギーは下記の式から算出される。
エネルギー量(kW/m2)=1.63×噴射圧力(kg/cm2)×噴射流量(m3/分)/処理速度(M/分)/60
ここで、噴射流量(立方M/分)=750×オリフィス開孔総面積(m2)×噴射圧力(kg/cm2)0.495
実施例2は、高圧水蒸気の蒸気温度を140℃にして蒸気圧力を0.4MPaにした点を除いて、実施例1の製造方法と同様な方法によって製造された。
実施例3は、第1の紙層の目付が15g/m2になるように第1の抄紙原料の繊維濃度を調整した点を除いて、実施例1の製造方法と同様な方法によって製造された。
実施例4は、高圧水蒸気を噴射する前の第3の紙層の水分率が20%になるように第3の紙層を乾燥した点を除いて、実施例1の製造方法と同様な方法によって製造された。
比較例1は、第2の紙層を形成せず、第1の紙層のみで不織布を作製した点および高圧水蒸気を噴射しなかった点を除いて、実施例1の製造方法と同様な方法によって製造された。
比較例2は、第1の紙層を形成せず、第2の紙層のみで不織布を作製した点を除いて、実施例1の製造方法と同様な方法によって製造された。
比較例3は、第1の紙層を形成せず、第2の紙層のみで不織布を作製した点、高圧水蒸気の蒸気温度を115℃にして蒸気圧力を0.2MPaにした点、蒸気ノズルのノズル穴を機械方向(MD)に3列に並べた点、蒸気ノズルのノズル穴の穴径を300μmにした点および穴ピッチを2.0mmにした点を除いて、実施例1の製造方法と同様な方法によって製造された。

実施例1〜4の乾燥厚さは、すべて0.82mm以上であった。一方、比較例1の乾燥厚さは0.23mmであった。比較例1の目付は、20g/m2であり、実施例1〜4の2分の1程度であるので、実施例1〜4と目付を合わせるために、比較例1の厚さを2倍にしても比較例1の厚さは0.46mmである。これより、熱膨張性粒子を含む第2の紙層を設けることによって不織布の嵩を非常に高くできることがわかった。また、比較例1の水吸収量は実施例1〜4の水吸収量に比べて非常に小さい。これより、熱膨張性粒子を含む第2の紙層を設けることによって不織布の水吸収量を非常に大きくできることがわかった。
実施例1〜4の乾燥引張強度および湿潤引張強度に比べて比較例2および3の乾燥引張強度および湿潤引張強度は、非常に低い。これより、第1の紙層を設けることによって、熱膨張性粒子を含む不織布の強度が非常に高くなることがわかった。また、実施例1〜4の第1の紙層側の面の摩擦堅牢度に比べて比較例2および3の摩擦堅牢度は、非常に低い。これより、第1の紙層を設けることによって、熱膨張性粒子を含む不織布の摩擦堅牢度が非常に高くなることがわかった。
実施例2と比較例3とを比較することによって、不織布が湿潤状態になっても高い嵩を維持できるようにするためには、高圧水蒸気の蒸気圧力が0.2MPaよりも大きいこと、蒸気ノズルのノズル穴の穴径が300μmよりも小さいこと、蒸気ノズルのノズル穴の穴ピッチが2mmよりも小さいことおよび幅方向(CD)に並んだ複数のノズル穴の機械方向(MD)に並ぶ列の数は4以上であることが好ましいことがわかった。
実施例1〜4から、第1の紙層側の面における摩擦堅牢度は、第2の紙層側の面における摩擦堅牢度の2倍以上あることがわかった。
比較例1の水吸収量は、実施例1の第1の紙層の部分の水吸収量を示し、比較例2の水吸収量は、実施例1の第2の紙層の部分の水吸収量を示していると見なすことができる。したがって、実施例1の第2の紙層の部分の水吸収量は、実施例1の第1の紙層の部分の水吸収量の2倍以上であることがわかった。
11 原料供給ヘッド
12 紙層形成コンベア
13 吸引ボックス
14 高圧水流ノズル
15,18 紙層搬送コンベア
16 抄造槽
17 円網
19,22 乾燥ドライヤ
20 サクションドラム
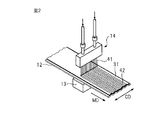
21 蒸気ノズル
23 巻き取り機
31 第1の紙層
32 第2の紙層
33 第3の紙層
41 高圧水流
42 溝部
51 紙層形成ベルト
60,60’ 熱膨張性粒子
61 殻
62 核
70 繊維
81 高圧水蒸気
Claims (12)
- 繊維と水とを含んだ第1の抄紙原料を、一方向に移動するベルト上に供給して、該ベルト上に第1の紙層を形成する工程と、
前記第1の紙層に高圧水流を噴射し、機械方向に延びる溝部を前記第1の紙層の表面に形成する工程と、
繊維と熱膨張性粒子と水とを含んだ第2の抄紙原料をシート化して第2の紙層を形成する工程と、
前記第1の紙層と前記第2の紙層とを積層して第3の紙層を形成する工程と、
前記第3の紙層を乾燥する工程と、
蒸気ノズルから、前記第3の紙層に高圧水蒸気を噴射することによって、前記熱膨張性粒子を膨張させる工程とを含む不織布の製造方法。 - 前記熱膨張性粒子を膨張させる工程は、前記蒸気ノズルから、前記第3の紙層の前記第2の紙層側の面に高圧水蒸気を噴射する、請求項1に記載の不織布の製造方法。
- 前記第3の紙層を乾燥する工程は、前記第3の紙層の前記第1の紙層側の面を加熱することによって前記第3の紙層を乾燥する、請求項1または2に記載の不織布の製造方法。
- 前記第3の紙層を乾燥する工程は、前記第3の紙層の水分率が10〜80%になるように前記第3の紙層を乾燥する、請求項1〜3のいずれか1項に記載の不織布の製造方法。
- 前記蒸気ノズルのノズル穴のノズルピッチは0.5〜1.0mmである、請求項1〜4のいずれか1項に記載の不織布の製造方法。
- 前記蒸気ノズルのノズル穴の穴径は100〜250μmである、請求項1〜5のいずれか1項に記載の不織布の製造方法。
- 前記高圧水蒸気の蒸気圧力が0.4〜1.5MPaである、請求項1〜6のいずれか1項に記載の不織布の製造方法。
- 前記蒸気ノズルは、幅方向に並んでいるノズル穴のノズル穴列を機械方向に4列以上備える、請求項1〜7のいずれか1項に記載の不織布の製造方法。
- 縦方向と、該縦方向に交差する横方向と、該縦方向および該横方向に対して垂直をなす厚さ方向と、該厚さ方向に対して垂直をなす一方の面と、該一方の面に対して該厚さ方向に対向する他方の面とを有し、
前記縦方向に延在し、前記横方向に並ぶ複数の溝部を有し、繊維を含む第1の層を前記一方の面に備え、
膨張した熱膨張性粒子と繊維とを含む第2の層を前記他方の面に備える不織布。 - 前記第2の層の厚さは、前記第1の層の厚さの2倍以上である、請求項9に記載の不織布。
- 前記第1の層の摩擦堅牢度は、前記第2の層の摩擦堅牢度の2倍以上である、請求項9または10に記載の不織布。
- 前記第2の層の水吸収量は、前記第1の層の水吸収量の2倍以上である、請求項9〜11のいずれか1項に記載の不織布。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012079877A JP5752078B2 (ja) | 2012-03-30 | 2012-03-30 | 不織布および不織布の製造方法 |
| KR1020147030419A KR20140144723A (ko) | 2012-03-30 | 2013-03-25 | 부직포 및 부직포의 제조방법 |
| AU2013241469A AU2013241469B2 (en) | 2012-03-30 | 2013-03-25 | Nonwoven fabric and production method for nonwoven fabric |
| CN201380017804.6A CN104204323B (zh) | 2012-03-30 | 2013-03-25 | 无纺织物及无纺织物的制造方法 |
| EP13769189.5A EP2832909B1 (en) | 2012-03-30 | 2013-03-25 | Nonwoven fabric and production method for nonwoven fabric |
| IN8457DEN2014 IN2014DN08457A (ja) | 2012-03-30 | 2013-03-25 | |
| PCT/JP2013/058631 WO2013146702A1 (ja) | 2012-03-30 | 2013-03-25 | 不織布および不織布の製造方法 |
| US14/388,149 US9487894B2 (en) | 2012-03-30 | 2013-03-25 | Nonwoven fabric having a grooved surface and heat-expanded particles and production method for the nonwoven fabric |
| TW102111524A TWI564450B (zh) | 2012-03-30 | 2013-03-29 | Manufacture of nonwovens and nonwovens |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012079877A JP5752078B2 (ja) | 2012-03-30 | 2012-03-30 | 不織布および不織布の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013209767A JP2013209767A (ja) | 2013-10-10 |
| JP5752078B2 true JP5752078B2 (ja) | 2015-07-22 |
Family
ID=49259953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012079877A Expired - Fee Related JP5752078B2 (ja) | 2012-03-30 | 2012-03-30 | 不織布および不織布の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9487894B2 (ja) |
| EP (1) | EP2832909B1 (ja) |
| JP (1) | JP5752078B2 (ja) |
| KR (1) | KR20140144723A (ja) |
| CN (1) | CN104204323B (ja) |
| AU (1) | AU2013241469B2 (ja) |
| IN (1) | IN2014DN08457A (ja) |
| TW (1) | TWI564450B (ja) |
| WO (1) | WO2013146702A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150030811A1 (en) * | 2012-03-30 | 2015-01-29 | Unicharm Corporation | Nonwoven fabric and production method for nonwoven fabric |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5901129B2 (ja) * | 2011-03-28 | 2016-04-06 | ユニ・チャーム株式会社 | 不織布の製造方法 |
| JP6016769B2 (ja) * | 2013-12-19 | 2016-10-26 | ユニ・チャーム株式会社 | 不織布及び不織布の製造方法 |
| US20170306540A1 (en) * | 2014-11-25 | 2017-10-26 | Kimberly-Clark Worldwide, Inc. | Coform Nonwoven Web Containing Expandable Beads |
| JP6305330B2 (ja) * | 2014-12-25 | 2018-04-04 | ユニ・チャーム株式会社 | 不織布及び不織布の製造方法 |
| US10974440B2 (en) | 2016-08-12 | 2021-04-13 | Conrad Sun | Adaption of magnetic particles within a resin substrate of a textile article |
| JP7522758B2 (ja) * | 2019-03-19 | 2024-07-25 | ピアナ ノンウォーヴンズ エルエルシー | 自己膨張式板材成形 |
| KR102566341B1 (ko) * | 2021-07-16 | 2023-08-11 | 주식회사 대성메디칼 | 롤 전사방식이 적용된 부직포 제조라인 |
| KR102406420B1 (ko) * | 2021-07-22 | 2022-06-14 | 주식회사 게일메딕스 | 의료용 멸균지 제조장치 및 제조방법 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5339898A (en) | 1976-09-24 | 1978-04-12 | Nec Corp | Production of laser mirror |
| US4756945A (en) * | 1985-01-18 | 1988-07-12 | Backer Rod Manufacturing And Supply Company | Heat expandable fireproof and flame retardant construction product |
| JP3166763B2 (ja) | 1991-10-31 | 2001-05-14 | 王子製紙株式会社 | 発泡体粒子混抄紙 |
| JP2689787B2 (ja) | 1991-10-31 | 1997-12-10 | 王子製紙株式会社 | 発泡体粒子を含有する紙の製造方法 |
| US6919111B2 (en) * | 1997-02-26 | 2005-07-19 | Fort James Corporation | Coated paperboards and paperboard containers having improved tactile and bulk insulation properties |
| JP3024591B2 (ja) | 1997-05-01 | 2000-03-21 | 王子製紙株式会社 | 発泡体粒子混抄紙 |
| US6207020B1 (en) * | 1998-05-12 | 2001-03-27 | International Paper Company | Method for conditioning paper and paperboard webs |
| JP3640564B2 (ja) * | 1999-03-23 | 2005-04-20 | ユニ・チャーム株式会社 | 繊維長の異なる再生セルロース繊維を含有した水解性不織布およびその製造方法 |
| JP3594835B2 (ja) * | 1999-04-20 | 2004-12-02 | ユニ・チャーム株式会社 | 水解性の清浄用物品及びその製造方法 |
| JP3640591B2 (ja) * | 1999-10-06 | 2005-04-20 | ユニ・チャーム株式会社 | 表面摩擦に対する強度が高い水解性繊維シートの製造方法 |
| ATE381588T1 (de) * | 2000-03-27 | 2008-01-15 | Japan Composite Co Ltd | Mehrschichtmaterial mit niedriger wärmeausdehnung |
| JP3703711B2 (ja) * | 2000-11-27 | 2005-10-05 | ユニ・チャーム株式会社 | 不織布の製造方法および製造装置 |
| JP3938290B2 (ja) * | 2001-05-16 | 2007-06-27 | ユニ・チャーム株式会社 | 水解性シートおよびその製造方法 |
| JP2003003397A (ja) * | 2001-06-22 | 2003-01-08 | Komei Seishi Kk | 2層発泡紙およびその製造方法 |
| JP2003003398A (ja) * | 2001-06-22 | 2003-01-08 | Oji Paper Co Ltd | 低密度紙 |
| JP3792147B2 (ja) * | 2001-10-15 | 2006-07-05 | ユニ・チャーム株式会社 | 水解性シートおよびその製造方法 |
| JP3792146B2 (ja) * | 2001-10-15 | 2006-07-05 | ユニ・チャーム株式会社 | 水解性シートおよびその製造方法 |
| GB0128692D0 (en) * | 2001-11-30 | 2002-01-23 | B & H Res Ltd | Formation of sheet material using hydroentanglement |
| JP4850257B2 (ja) * | 2002-10-08 | 2012-01-11 | 三菱化学エンジニアリング株式会社 | 加圧水蒸気噴出ノズルを用いた不織布の製造装置 |
| CN2832892Y (zh) | 2005-11-03 | 2006-11-01 | 珠海经济特区红塔仁恒纸业有限公司 | 涂布白卡纸 |
| JP5448459B2 (ja) | 2006-02-10 | 2014-03-19 | アクゾ ノーベル ナムローゼ フェンノートシャップ | 微小球 |
| MX2008014143A (es) * | 2006-05-05 | 2009-02-06 | Int Paper Co | Material de carton con microesferas polimericas expandidas. |
| JP5123511B2 (ja) * | 2006-06-23 | 2013-01-23 | ユニ・チャーム株式会社 | 不織布 |
| JP5294671B2 (ja) * | 2008-03-27 | 2013-09-18 | ユニ・チャーム株式会社 | 熱膨張性粒子含有嵩高紙及びその製造方法 |
| JP5269486B2 (ja) * | 2008-05-30 | 2013-08-21 | ユニ・チャーム株式会社 | 凹凸模様を有する嵩高紙及びその製造方法 |
| JP5269485B2 (ja) | 2008-05-30 | 2013-08-21 | ユニ・チャーム株式会社 | 凹凸模様を有する嵩高紙及びその製造方法 |
| JP5346221B2 (ja) * | 2009-02-06 | 2013-11-20 | ユニ・チャーム株式会社 | 水解性不織布 |
| JP4590483B1 (ja) | 2009-08-07 | 2010-12-01 | 中川産業株式会社 | 車両内装用熱膨張性基材の製造方法及びそれを用いた車両内装用基材の製造方法 |
| JP5631035B2 (ja) * | 2010-03-29 | 2014-11-26 | ユニ・チャーム株式会社 | 不織布シート |
| JP5683346B2 (ja) * | 2011-03-25 | 2015-03-11 | ユニ・チャーム株式会社 | 不織布の製造方法 |
| JP5901129B2 (ja) * | 2011-03-28 | 2016-04-06 | ユニ・チャーム株式会社 | 不織布の製造方法 |
| JP5777474B2 (ja) * | 2011-09-29 | 2015-09-09 | ユニ・チャーム株式会社 | ウェットワイプスおよびその製造方法 |
| JP5787700B2 (ja) * | 2011-09-30 | 2015-09-30 | ユニ・チャーム株式会社 | 不織布の製造方法 |
| JP5836835B2 (ja) * | 2012-02-21 | 2015-12-24 | ユニ・チャーム株式会社 | 不織布および不織布の製造方法 |
| JP5752078B2 (ja) * | 2012-03-30 | 2015-07-22 | ユニ・チャーム株式会社 | 不織布および不織布の製造方法 |
| JP5755173B2 (ja) * | 2012-03-30 | 2015-07-29 | ユニ・チャーム株式会社 | 不織布および不織布の製造方法 |
| JP5752077B2 (ja) * | 2012-03-30 | 2015-07-22 | ユニ・チャーム株式会社 | 不織布および不織布の製造方法 |
| JP5858859B2 (ja) * | 2012-04-20 | 2016-02-10 | ユニ・チャーム株式会社 | 吸収体用の不織布および吸収性物品 |
-
2012
- 2012-03-30 JP JP2012079877A patent/JP5752078B2/ja not_active Expired - Fee Related
-
2013
- 2013-03-25 KR KR1020147030419A patent/KR20140144723A/ko not_active Application Discontinuation
- 2013-03-25 US US14/388,149 patent/US9487894B2/en not_active Expired - Fee Related
- 2013-03-25 AU AU2013241469A patent/AU2013241469B2/en not_active Ceased
- 2013-03-25 CN CN201380017804.6A patent/CN104204323B/zh active Active
- 2013-03-25 EP EP13769189.5A patent/EP2832909B1/en not_active Not-in-force
- 2013-03-25 IN IN8457DEN2014 patent/IN2014DN08457A/en unknown
- 2013-03-25 WO PCT/JP2013/058631 patent/WO2013146702A1/ja active Application Filing
- 2013-03-29 TW TW102111524A patent/TWI564450B/zh not_active IP Right Cessation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150030811A1 (en) * | 2012-03-30 | 2015-01-29 | Unicharm Corporation | Nonwoven fabric and production method for nonwoven fabric |
| US9487894B2 (en) * | 2012-03-30 | 2016-11-08 | Unicharm Corporation | Nonwoven fabric having a grooved surface and heat-expanded particles and production method for the nonwoven fabric |
Also Published As
| Publication number | Publication date |
|---|---|
| US9487894B2 (en) | 2016-11-08 |
| CN104204323A (zh) | 2014-12-10 |
| US20150030811A1 (en) | 2015-01-29 |
| EP2832909B1 (en) | 2016-06-08 |
| TW201402908A (zh) | 2014-01-16 |
| KR20140144723A (ko) | 2014-12-19 |
| EP2832909A1 (en) | 2015-02-04 |
| JP2013209767A (ja) | 2013-10-10 |
| WO2013146702A1 (ja) | 2013-10-03 |
| CN104204323B (zh) | 2016-08-24 |
| EP2832909A4 (en) | 2015-09-23 |
| AU2013241469A1 (en) | 2014-10-02 |
| TWI564450B (zh) | 2017-01-01 |
| AU2013241469B2 (en) | 2016-11-24 |
| IN2014DN08457A (ja) | 2015-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5752078B2 (ja) | 不織布および不織布の製造方法 | |
| JP5901129B2 (ja) | 不織布の製造方法 | |
| JP2017153890A (ja) | ウェットワイプス用不織布及びその製造方法 | |
| TWI633228B (zh) | Non-woven fabric and non-woven fabric manufacturing method | |
| KR102014909B1 (ko) | 웨트 와이프, 및 웨트 와이프의 포장체 | |
| WO2012132966A1 (ja) | 不織布の製造方法 | |
| TWI544889B (zh) | Wet wipes and methods for their manufacture | |
| JP5787700B2 (ja) | 不織布の製造方法 | |
| WO2013125258A1 (ja) | 不織布および不織布の製造方法 | |
| TWI567259B (zh) | Manufacture of nonwovens and nonwovens | |
| JP6016769B2 (ja) | 不織布及び不織布の製造方法 | |
| TW201400661A (zh) | 不織布及不織布之製造方法 | |
| JP6128788B2 (ja) | 不織布を製造する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140917 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20150127 |
|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20150407 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150421 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150519 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5752078 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |