JP5719238B2 - 車両用座席部材 - Google Patents
車両用座席部材 Download PDFInfo
- Publication number
- JP5719238B2 JP5719238B2 JP2011122976A JP2011122976A JP5719238B2 JP 5719238 B2 JP5719238 B2 JP 5719238B2 JP 2011122976 A JP2011122976 A JP 2011122976A JP 2011122976 A JP2011122976 A JP 2011122976A JP 5719238 B2 JP5719238 B2 JP 5719238B2
- Authority
- JP
- Japan
- Prior art keywords
- seat
- base
- fixing member
- enlarged
- constituent base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Description
また、これらの座席部材は緩衝性に乏しいため、座席部材の上部に配設される軟質なクッション材の厚みを増やさねばならず、更に、座席に乗員滑り出し現象抑制機能を付与するために重量の重い複雑な機構を増やさねばならないことも座席の重量の増加に繋がっていた。また、軟質なクッション材の厚みを増やさねばならないことで、クッション材を大量に使用しなければならないという問題も存在した。
また、請求項8の車両用座席部材は、上記請求項1〜7のいずれかに記載の発明において、上記座席構成基体の座面側に配置されたクッション材と、前記クッション材を覆うように座面側に配置された表皮材と、を更に備えて構成されていることを特徴とする。
しかし、上記した請求項1の本発明に係る車両用座席部材によれば、固定金具の一部が埋設された固定部材と座席構成基体とが、別体として構成されることから、固定部材の重合体成形物(A)の剛性を高めることができ、一方で、座席構成基体の剛性を高める必要性は低下する。したがって、座席構成基体を構成する重合体発泡成形物の見掛け密度を従来よりも低くすることが可能となり、さらに座席の軽量化が図れ、設計の自由度が拡がる。さらに、固定金具が埋設された重合体成形物(A)の寸法精度を向上できる。
また、座席構成基体とは別に、固定金具を重合体成形物(A)に埋設させた固定部材を成形し、その固定部材を座席構成基体の結合部に挿入して結合させるので、固定部材の製造時における固定金具の埋設作業や、車両用座席部材から固定部材を取り外す作業、さらには、固定部材から固定金具を取り外す作業が簡単になる。
(1)オレフィンの単独重合体、
(2)オレフィン同士の共重合体、
(3)オレフィンと他のモノマーとの共重合体であって共重合体中のオレフィン成分比率が50重量%以上のもの、
(4)これらの2以上の混合物、或いは
(5)上記(1)乃至(4)のいずれかと、(1)乃至(4)とは異なる熱可塑性樹脂又は/及び熱可塑性エラストマーとの混合物であって混合物中のオレフィン成分比率が50重量%以上のもの
をいう。
具体的には、前記座席構成基体2としては、従来よりも圧縮硬さの低い重合体発泡成形物(B)から構成することが可能となることから、前記クッション材3の厚みを薄くすることが可能となり、より軽量な車両用座席部材を提供することが可能となる。
また、座席構成基体2を構成する重合体発泡成形物(B)の50%歪時における圧縮硬さは、好ましくは200kPa〜500kPaであり、特に好ましくは300kPa〜400kPaである。前記圧縮硬さを上記した範囲に調節すれば、軽量ながら座席部材が座席の支持材としての剛性に特に優れるものとなる。
JIS K6767(1999)に準拠して、長さ50mm、幅50mm、厚み25mmの試験片を発泡成形体から切り出し、測定機((株)島津製作所製 万能試験機オートグラフAG−5000B)を用いて測定することができる。具体的には、該試験片を測定機の平行な圧縮板の間に挟んで10mm/minの速度で初めの厚みに対し歪が60%を越えるまで圧縮して応力−歪曲線(S−S曲線)を描かせ、歪が50%の際の応力を読み取り、これを50%圧縮時における圧縮硬さとする。ただし、この圧縮硬さは、試験数を3とし、この測定値を算術平均することにより求められる。
なお、前記ポリオレフィン系樹脂発泡粒子成形体は、上記範囲内であれば、異なる見掛け密度を有する発泡成形体を複数組み合せて、一つの発泡成形物とすることもできる。この場合には、座席構成基体の全体の平均の見掛け密度とする。
座席構成基体2の前後方向(車体の前後方向)の最大長さを100%としたときに、その前後方向の最大長さと一致する仮想の直線A上において、該直線Aの最前部から40%の地点で該直線Aと直交し、かつ座席構成基体2の横方向と一致する方向に仮想の直線Bを引き、該直線Bを含みそれよりも後方に位置する部分を座席構成基体2の後部という。また、前記直線Bを含まず、それよりも前方に位置する部分を座席構成基体2の前部という。
なお、本明細書においてショア硬度とは、ASTM D2240に準拠して測定されたショアA硬度を意味する。具体的には、市販されているショア硬度計、例えば、高分子計器株式会社製アスカーゴム硬度計A型、株式会社東洋精機製作所製デジタル硬度計等を用い、23℃で、相対湿度50%の条件で成形物の平坦面を測定する。
Da>Db
(但し、固定部材5を構成するポリオレフィン系樹脂発泡成形体の見掛け密度をDa、前記座席構成基体2を構成するポリオレフィン系樹脂発泡成形体の見掛け密度をDbとする。)
一般に、発泡成形体を成形する際には、見掛け密度の低い発泡成形体を得る方が、発泡成形体の収縮による寸法変化が起こり易くなることから、その成形が難しくなる。特に、固定金具をポリオレフィン系樹脂発泡成形体に埋設させる際には、固定金具とポリオレフィン系樹脂との収縮率が大きく異なることから、成形時の寸法精度を維持することがより難しく、高度の成形技術を要する。従って、前記座席構成基体と固定金具が埋設されたポリオレフィン系樹脂発泡成形体とを別体として成形し、前記固定部材を構成するポリオレフィン系樹脂発泡成形体の見掛け密度を高くすることができることから、固定金具の埋設を従来よりも容易に行なうことが可能となる。また、前記座席構成基体と固定金具が埋設されたポリオレフィン系樹脂発泡成形体とを別体として成形することができるため、固定部材の寸法を小さくすることが可能となることから、固定部材の寸法精度を合わせやすくなるなど、生産性が向上することも可能となる。
さらに、上式に示されるように、固定部材5を構成するポリオレフィン系樹脂発泡成形体よりも座席構成基体2を構成するポリオレフィン系樹脂発泡成形体の見掛け密度が低いことにより、より成形の困難である固定部材5を構成するポリオレフィン系樹脂発泡成形体の寸法精度が多少変化した場合であっても、寸法変化によるずれを、見掛け密度の低い座席構成基体2を構成するポリオレフィン系樹脂発泡成形体によって吸収、緩和して、座席構成基体と固定部材との結合を良好に維持することが可能となる。
この結合構造10では、図3に示すように、座席構成基体2には、凹形状または貫通穴形状からなる結合部が形成されている。該結合部は、水平断面が矩形をなす拡大空間11が形成されるとともに、座席構成基体2の底面に、該底面から拡大空間11に貫通する孔12が形成されている。なお、該結合部は、座席構成基体2の底面だけではなく、座席構成基体2の側面部分にも形成することができる。また、図3では、該結合部は、結合される固定部材5それぞれに対応して個々に形成されているが、結合部同士が連続する溝形状の凹部を形成して、一つの結合部を形成していてもよい。
一方、固定部材5のブロック5aは、水平断面が矩形の柱体部13と該柱体部13の先端に両方向に張り出す拡大部14が形成されている。そして、拡大部14の自由端部にはテーパ15aを成す尖端部15が形成され、拡大部14の先端部から下部に向けてテーパが形成されている。また、固定部材5の固定金具5bはU字状を成し、自由端部が垂直方向外方に曲折されている。そして、この固定金具5bは端部を含む一部がブロック5aに埋設されている。
この結合構造20では、結合部として図6に示すように、座席構成基体2に拡大空間21が形成され、座席構成基体2の底面に、該底面から拡大空間21に貫通する孔22が形成されている。この拡大空間21は、図7に示すように、水平断面が円弧状の側壁21aと該側壁21aから内方に向かって形成された平坦壁21bとによって画成される側壁が軸対称に配置された形状を成しており、前記拡大空間を前記拡大部が回動し得るように形成されている。また、孔22は水平断面が略矩形状を成している。
また、介在させる素材としては、繊維素材の他に、ポリオレフィン系樹脂フィルムを用いてもよい。ポリオレフィン系樹脂フィルムとしては、具体的には、厚さ0.01mm〜1mmのポリオレフィン系樹脂フィルムが挙げられる。なお、多孔のフィルムであっても支障なく使用することができる。特に好ましくは、厚さ0.05〜0.5mmの低密度ポリエチレン系フィルムが、繊維同様に価格、扱いやすさの観点から好適である。
成形型内に、重量25g 、直径4mmの鋼鉄製ワイヤーからなる固定金具5bを配置した。そして、エチレン− プロピレンランダム共重合樹脂発泡粒子( エチレン成分比率2.0重量%)を成形型内に充填してスチーム加熱成形することで、嵩密度110g/Lの図3に示すような形状の成形体を得た。この成形体のショア硬度は84であった。鋼鉄製ワイヤーの配置位置は、図3に示すように、固定部材5の柱状部13の先端となる位置であって、拡大部14と相対する位置に配置されていた。
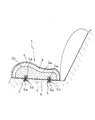
2 座席構成基体
2a 臀部収容凹部
2b 隆起部
3 クッション材
4 表皮材
5 固定部材
5a ブロック
5b 固定金具
6 車体
6a フック
10 結合構造
11 拡大空間
12 孔
13 柱体部
14 拡大部
15 尖端部
15a テーパ
20 結合構造
21 拡大空間
21a 円弧状側壁
21b 平坦状側壁
22 孔
23 柱体部
24 拡大部
Claims (8)
- 固定金具の一部が埋設されたショア硬度が50以上の重合体成形物(A)からなる固定部材と、
50%歪時における圧縮硬さが150kPa〜600kPaの重合体発泡成形物(B)からなる座席構成基体と、
を少なくとも備えて構成され、
前記座席構成基体に凹形状又は貫通穴形状の結合部を形成するとともに、前記結合部に前記固定部材の重合体成形物(A)を挿入して結合させることを特徴とする、
車両用座席部材。 - 前記座席構成基体に、拡大空間と前記座席構成基体の底面から前記拡大空間に達する孔とを有する前記結合部を形成するとともに、前記固定部材の重合体成形物(A)に拡大部を形成し、前記固定部材の拡大部を前記座席構成基体の拡大空間に係合させて、前記固定部材を前記座席構成基体に結合させることを特徴とする、請求項1に記載の車両用座席部材。
- 前記固定部材の拡大部の先端部から下部に向けてテーパ状に形成し、前記座席構成基体の孔に前記固定部材の拡大部の下部を圧縮させて挿入させるとともに、前記拡大空間まで前記固定部材の拡大部を挿入させて、前記拡大部の下面を前記座席構成基体の拡大空間の底面に係合させることによって前記固定部材を前記座席構成基体に結合させることを特徴とする、請求項2に記載の車両用座席部材。
- 前記座席構成基体の拡大空間を前記固定部材の拡大部が回動し得るように形成し、前記座席構成基体の孔から前記拡大空間まで前記固定部材の拡大部を挿入させ、該固定部材を所定角度回動させて、前記固定部材の拡大部の下面を前記座席構成基体の拡大空間の底面に係合させることによって、前記固定部材を前記座席構成基体に結合させることを特徴とする、請求項2に記載の車両用座席部材。
- 前記重合体発泡成形物(B)のショア硬度が25〜70であり、且つ重合体成形物(A)のショア硬度よりも小さいことを特徴とする、請求項1〜4のいずれかに記載の車両用座席部材。
- 前記重合体発泡成形物(B)がポリオレフィン系樹脂発泡粒子成形体からなり、該ポリオレフィン系樹脂発泡粒子成形体の見掛け密度が15〜60g/Lであることを特徴とする、請求項5に記載の車両用部材。
- 前記固定部材と前記座席構成基体とが、繊維素材またはポリオレフィン系樹脂フィルムを介して結合されていることを特徴とする、請求項1〜6のいずれかに記載の車両用座席部材。
- 前記座席構成基体の座面側に配置されたクッション材と、前記クッション材を覆うように座面側に配置された表皮材と、を更に備えて構成されていることを特徴とする、請求項1〜7のいずれかに記載の車両用座席部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011122976A JP5719238B2 (ja) | 2011-05-31 | 2011-05-31 | 車両用座席部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011122976A JP5719238B2 (ja) | 2011-05-31 | 2011-05-31 | 車両用座席部材 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012250579A JP2012250579A (ja) | 2012-12-20 |
| JP2012250579A5 JP2012250579A5 (ja) | 2014-07-03 |
| JP5719238B2 true JP5719238B2 (ja) | 2015-05-13 |
Family
ID=47523828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011122976A Active JP5719238B2 (ja) | 2011-05-31 | 2011-05-31 | 車両用座席部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5719238B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6663636B2 (ja) * | 2014-07-24 | 2020-03-13 | 株式会社ジェイエスピー | 車両用座席部材 |
| JP6425464B2 (ja) * | 2014-08-29 | 2018-11-21 | 株式会社ジェイエスピー | 車両用シートの止め金具と車両用シート芯材 |
| JP6699371B2 (ja) * | 2016-06-07 | 2020-05-27 | スズキ株式会社 | 車両用シートバックパネル構造 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2523301Y2 (ja) * | 1991-08-27 | 1997-01-22 | ダイハツ工業株式会社 | シートのロック構造 |
| EP0921961B1 (en) * | 1996-08-30 | 2001-07-04 | Woodbridge Foam Corporation | Seat, and process, mold and system for production thereof |
| JP3124213U (ja) * | 2006-05-30 | 2006-08-10 | 株式会社ジェイエスピー | 車両用座席部材 |
-
2011
- 2011-05-31 JP JP2011122976A patent/JP5719238B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012250579A (ja) | 2012-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3124213U (ja) | 車両用座席部材 | |
| US8540318B2 (en) | Vehicle seating frame attachment assembly, and method of making the same | |
| US8696067B2 (en) | Vehicle seating frame, assembly, and method of making | |
| JP5289734B2 (ja) | 環境にやさしい層状座席組立体 | |
| CN101966827B (zh) | 交通工具座椅连接组件 | |
| KR20110011701A (ko) | 개선된 차량 좌석 시스템 | |
| JP5719238B2 (ja) | 車両用座席部材 | |
| US10124699B2 (en) | Seat assembly having shell with flexible bolsters | |
| JP5304302B2 (ja) | アームレスト | |
| US10315602B2 (en) | Integrated knee bolster device for vehicle | |
| JP5754991B2 (ja) | 車両用ドアトリム | |
| JP6641564B2 (ja) | パッド | |
| EP3673768B1 (en) | Vehicle seat core and seat pad | |
| KR102336858B1 (ko) | 차량용 시트 쿠션 심재 | |
| CN110312451B (zh) | 座部芯材 | |
| JP2016037094A (ja) | 車両用シート | |
| JP6965113B2 (ja) | 乗物用シートパッド | |
| JP6565722B2 (ja) | 乗物用シート | |
| JP4533709B2 (ja) | 衝撃吸収構造体および衝撃吸収構造体の製造方法 | |
| JP5772126B2 (ja) | 車両用天井材 | |
| JP5320896B2 (ja) | 車両用シートパッド | |
| JP2010120471A (ja) | 衝撃吸収構造体 | |
| CN110099588B (zh) | 模内发泡成型体单元、以及模内发泡成型体单元的制造方法 | |
| JP2005145286A (ja) | 自動車のフロア部へのティビアパッドの配設構造 | |
| JP2016107814A (ja) | 車両用シートクッション |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140521 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140521 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150128 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150320 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5719238 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |