JP5708581B2 - 割断形成永久磁石及びその製造方法 - Google Patents
割断形成永久磁石及びその製造方法 Download PDFInfo
- Publication number
- JP5708581B2 JP5708581B2 JP2012153196A JP2012153196A JP5708581B2 JP 5708581 B2 JP5708581 B2 JP 5708581B2 JP 2012153196 A JP2012153196 A JP 2012153196A JP 2012153196 A JP2012153196 A JP 2012153196A JP 5708581 B2 JP5708581 B2 JP 5708581B2
- Authority
- JP
- Japan
- Prior art keywords
- permanent magnet
- base material
- split
- notch
- dysprosium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0293—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets diffusion of rare earth elements, e.g. Tb, Dy or Ho, into permanent magnets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/02—Permanent magnets [PM]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0575—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together
- H01F1/0577—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together sintered
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Description
Claims (5)
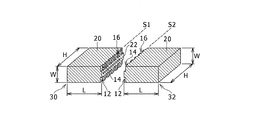
- 母材よりも保磁力性能が高い金属を内部に拡散させた永久磁石母材を複数に分割して形成される割断形成永久磁石であって、
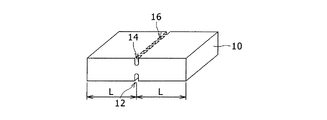
保磁力性能が高い金属を内部へ拡散する切欠部を備え、
該切欠部で母材を複数に分割するときに、該切欠部で分割された分割面には母材よりも保磁力性能が高い金属の拡散層が全面に存在し、母材層が露出していないことを特徴とする割断形成永久磁石。 - 請求項1に記載の割断形成永久磁石において、
切欠部は、直線状に配置された複数の凹部であることを特徴とする割断形成永久磁石。 - 請求項1に記載の割断形成永久磁石において、
切欠部は、直線状の切欠溝であることを特徴とする割断形成永久磁石。 - 請求項1に記載の割断形成永久磁石において、
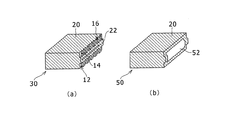
永久磁石母材は、2つの割断形成永久磁石に分割され、
2つの割断形成永久磁石は、回転電機の複数の界磁のそれぞれの界磁を形成する1対の永久磁石であることを特徴とする割断形成永久磁石。 - 永久磁石母材に切欠部を直線状に設ける工程と、
永久磁石母材よりも保磁力性能が高い金属を永久磁石母材の切欠部の表面を含む表面から内部に拡散させる工程と、
直線状の切欠部に沿って永久磁石母材を複数の永久磁石に分割する工程と、
を含むことを特徴とする割断形成永久磁石の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012153196A JP5708581B2 (ja) | 2012-07-09 | 2012-07-09 | 割断形成永久磁石及びその製造方法 |
| US13/928,990 US9928956B2 (en) | 2012-07-09 | 2013-06-27 | Permanent magnet and manufacturing method therefor |
| CN201310279137.0A CN103545078B (zh) | 2012-07-09 | 2013-07-04 | 永磁体及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012153196A JP5708581B2 (ja) | 2012-07-09 | 2012-07-09 | 割断形成永久磁石及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014017956A JP2014017956A (ja) | 2014-01-30 |
| JP5708581B2 true JP5708581B2 (ja) | 2015-04-30 |
Family
ID=49877602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012153196A Active JP5708581B2 (ja) | 2012-07-09 | 2012-07-09 | 割断形成永久磁石及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9928956B2 (ja) |
| JP (1) | JP5708581B2 (ja) |
| CN (1) | CN103545078B (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101575545B1 (ko) * | 2014-12-02 | 2015-12-08 | 현대자동차주식회사 | 분할형 및 불완전 분할형 무착자 영구자석 제조 방법 및 불완전 분할형 무착자 영구자석 |
| JP6481642B2 (ja) * | 2016-03-03 | 2019-03-13 | トヨタ自動車株式会社 | ロータの製造方法 |
| US10819944B2 (en) * | 2016-12-16 | 2020-10-27 | Seagate Technology Llc | Mobile wireless drive storage for mobile phone used as car dashboard camera |
| JP2022103587A (ja) * | 2020-12-28 | 2022-07-08 | トヨタ自動車株式会社 | 希土類磁石及びその製造方法 |
| WO2024097176A1 (en) * | 2022-11-01 | 2024-05-10 | Tesla, Inc. | Slitted magnet for selective coercivity, and methods thereof |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4656325B2 (ja) * | 2005-07-22 | 2011-03-23 | 信越化学工業株式会社 | 希土類永久磁石、その製造方法、並びに永久磁石回転機 |
| US7559996B2 (en) | 2005-07-22 | 2009-07-14 | Shin-Etsu Chemical Co., Ltd. | Rare earth permanent magnet, making method, and permanent magnet rotary machine |
| JP4497198B2 (ja) | 2007-12-06 | 2010-07-07 | トヨタ自動車株式会社 | 永久磁石とその製造方法、およびロータとipmモータ |
| JP5262583B2 (ja) * | 2008-10-30 | 2013-08-14 | トヨタ自動車株式会社 | レゾルバ一体型回転電機及びロータコア |
| US20110250087A1 (en) | 2008-11-06 | 2011-10-13 | Intermetallics Co., Ltd. | Method for producing sintered rare-earth magnet and powder-filling container for producing such magnet |
| JP5262643B2 (ja) * | 2008-12-04 | 2013-08-14 | 信越化学工業株式会社 | Nd系焼結磁石及びその製造方法 |
| JP5446428B2 (ja) | 2009-04-24 | 2014-03-19 | 日産自動車株式会社 | 界磁極用永久磁石及びその製造方法並びに界磁極用永久磁石を備える永久磁石型回転電機 |
| EP2453448A4 (en) * | 2009-07-10 | 2014-08-06 | Intermetallics Co Ltd | FRYED NDFEB MAGNET AND MANUFACTURING METHOD THEREOF |
| JP5600917B2 (ja) * | 2009-10-01 | 2014-10-08 | 信越化学工業株式会社 | 永久磁石式回転機用回転子 |
| JP2011108776A (ja) | 2009-11-16 | 2011-06-02 | Toyota Motor Corp | 永久磁石の製造方法 |
| JP2011229329A (ja) * | 2010-04-22 | 2011-11-10 | Toyota Motor Corp | 永久磁石式モータ |
| JP5870522B2 (ja) | 2010-07-14 | 2016-03-01 | トヨタ自動車株式会社 | 永久磁石の製造方法 |
| JP5589667B2 (ja) | 2010-08-19 | 2014-09-17 | 株式会社豊田中央研究所 | 希土類焼結磁石およびその製造方法 |
-
2012
- 2012-07-09 JP JP2012153196A patent/JP5708581B2/ja active Active
-
2013
- 2013-06-27 US US13/928,990 patent/US9928956B2/en active Active
- 2013-07-04 CN CN201310279137.0A patent/CN103545078B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US9928956B2 (en) | 2018-03-27 |
| US20140007980A1 (en) | 2014-01-09 |
| JP2014017956A (ja) | 2014-01-30 |
| CN103545078A (zh) | 2014-01-29 |
| CN103545078B (zh) | 2016-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2722968B1 (en) | Rotor for rotating electrical machine, rotating electric machine, and method for producing rotor for rotating electrical machine | |
| JP5708581B2 (ja) | 割断形成永久磁石及びその製造方法 | |
| US7843100B2 (en) | Methods and apparatus for preventing demagnetization in interior permanent magnet machines | |
| JP5870522B2 (ja) | 永久磁石の製造方法 | |
| CN103117609B (zh) | 转子和永磁体式旋转机 | |
| EP2220659B1 (en) | Permanent magnet, manufacturing method thereof, and rotor and ipm motor | |
| EP2369719B1 (en) | Rotor and permanent magnet rotating machine | |
| US8653710B2 (en) | Permanent magnet electric motor | |
| CN104702004B (zh) | 电动机 | |
| KR20130051895A (ko) | 모터 및 압축기 | |
| JP2014155415A (ja) | 磁石埋込型ロータ及び磁石埋込型ロータの製造方法 | |
| JP2018107928A (ja) | Ipmモータ用ロータ | |
| WO2011070410A1 (en) | Motor including cleft magnet and method of manufacturing the motor | |
| JP6481642B2 (ja) | ロータの製造方法 | |
| CN108574349B (zh) | 磁铁层叠体及电机 | |
| CN107046352B (zh) | 内部永磁电机 | |
| US20200395798A1 (en) | Rotor for Spoke Motor | |
| JP7331356B2 (ja) | 永久磁石および回転電機 | |
| JP2014007803A (ja) | 回転電機及び永久磁石同期機 | |
| JP2017093038A (ja) | 回転電機のロータ | |
| JP2016163506A (ja) | 永久磁石式同期電動機のロータ構造 | |
| CN111327135A (zh) | 永磁铁和旋转电机 | |
| JP2016144290A (ja) | Ipmモータ用ロータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140617 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150216 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5708581 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |