以下、本発明の実施の形態について説明する。なお、本発明の図面において、同一の参照符号は、同一部分または相当部分を表すものとする。また、後述する各工程の間に他の工程が含まれていてもよい。
<実施の形態1>
図1(a)〜図1(f)の模式的断面図を参照して、本発明の配線基板付き太陽電池セルの製造方法の一例である実施の形態1の配線基板付き太陽電池セルの製造方法について説明する。
(第1の接着材を配置する工程)
まず、図1(a)に示すように、配線基板10の表面上に第1の接着材31を配置する工程を行なう。ここで、配線基板10は、絶縁性基材11と、絶縁性基材11の一方の表面上に設けられたn型用配線12とp型用配線13と、を含んでいる。そして、配線基板10の絶縁性基材11の表面の周縁部に第1の接着材31が配置される。第1の接着材31は、たとえば未硬化の状態で配置される。
第1の接着材31としては、ガラス転移点を有する樹脂であって、一旦硬化した後にガラス転移点以上の温度に加熱されることによって再度軟化する樹脂である第1の樹脂を含むものであれば特に限定なく用いることができる。第1の樹脂は、光硬化型樹脂および/または熱硬化型樹脂を含むことが好ましい。
第1の樹脂が光硬化型樹脂を含む場合には、後述する仮固定する工程において、裏面電極型太陽電池セルを加熱する必要がないため、熱による裏面電極型太陽電池セルへのダメージおよび変形を防止することができる傾向にある。また、第1の樹脂が光硬化型樹脂を含む場合には、後述する仮固定する工程において、硬化が必要な部分だけに容易に光を照射すればよいため、第1の樹脂を硬化する時間および後述する本固定する工程において第1の樹脂が軟化するまでの時間を短縮することができる傾向にある。そのため、配線基板付き太陽電池セルの製造効率を向上することができる。
また、第1の樹脂が熱硬化型樹脂を含む場合には、後述する仮固定する工程において、後述する本固定する工程の加熱装置などを流用することが可能となり、新たな生産設備を導入する必要がなくなるため、配線基板付き太陽電池セルの製造コストを低減することができる。また、第1の樹脂を部分的に加熱することができる場合には、裏面電極型太陽電池セルへの加熱が抑えられるため、第1の樹脂が光硬化型樹脂を含む場合と同様に、熱による裏面電極型太陽電池セルへのダメージおよび変形を有効に防止することができる傾向にある。
光硬化型樹脂としては、光の照射により硬化する樹脂を用いることができ、たとえば、紫外線(波長1nm以上400nm以下の光)の照射により硬化する紫外線硬化型樹脂などを用いることができる。第1の樹脂が紫外線硬化型樹脂を含む場合には、第1の接着材31への紫外線の照射により、紫外線が照射された部分の第1の接着材31を選択的に硬化することができる。このような紫外線硬化型樹脂としては、たとえば、エポキシ樹脂、アクリル樹脂およびウレタン樹脂からなる群から選択された少なくとも1種を樹脂成分として含む紫外線硬化型樹脂を用いることができる。
熱硬化型樹脂としては、加熱により硬化する樹脂を用いることができ、たとえば、エポキシ樹脂、アクリル樹脂およびウレタン樹脂からなる群から選択された少なくとも1種を樹脂成分として含む熱硬化型樹脂を用いることができる。
本実施の形態においては、第1の接着材31に含まれる第1の樹脂のガラス転移点が、後述する導電性接着材に含まれる導電性物質の融点よりも低くされる。これにより、後述するように、裏面電極型太陽電池セルの電極と配線基板10の配線との間の電気的な接続の信頼性をさらに向上することができるとともに、裏面電極型太陽電池セル8と配線基板10との間の機械的な接続の信頼性をさらに向上することができる。
第1の接着材31の配置方法としては、たとえば、スクリーン印刷、ディスペンサ塗布またはインクジェット塗布などの方法を用いることができるが、なかでも、スクリーン印刷を用いることが好ましい。スクリーン印刷を用いた場合には、簡易に、低コストでかつ短時間で第1の接着材31を配置することができる。
なお、本実施の形態においては、配線基板10の絶縁性基材11の表面上に第1の接着材31を配置する場合について説明するが、後述する裏面電極型太陽電池セルの裏面上に第1の接着材31を配置してもよく、後述する裏面電極型太陽電池セルの裏面上および配線基板10の絶縁性基材11の表面上の双方に第1の接着材31を配置してもよい。
また、後述の位置合わせする工程の後に、裏面電極型太陽電池セルの裏面と絶縁性基材11の表面とに跨るように第1の接着材31を配置してもよい。この場合には、第1の接着材31の配置方法としてディスペンサ塗布またはインクジェット塗布などの方法を用いることが好ましい。
特に、第1の接着材31は、裏面電極型太陽電池セルの周縁部に配置されることが好ましい。この場合には、後述する位置合わせ工程後に第1の接着材31を配置しやすくなる傾向にある。また、第1の接着材31が露出しているため、後述する仮固定する工程において、第1の接着材31に光を照射して第1の接着材31を硬化させる場合に、光を効率良く照射して短時間で第1の接着材31を硬化することができる傾向にある。また、後述する仮固定する工程において、第1の接着材31を加熱して第1の接着材31を硬化させる場合に、第1の接着材31が露出しており、第1の接着材31のみを加熱することができるため、熱による裏面電極型太陽電池セルへのダメージおよび変形を防止することができる傾向にある。また、第1の接着材31は後述する本固定する工程において加圧により変形することから、第1の接着材31の近傍に裏面電極型太陽電池セルの電極や配線基板10の配線を配置すると、変形した第1の接着材31が裏面電極型太陽電池セルの電極と配線基板10の配線との電気的な接続を妨げるおそれがある。したがって、第1の接着材31を発電効率が比較的高くない裏面電極型太陽電池セルの周縁部に配置することによって、発電効率の低下を抑制しながら裏面電極型太陽電池セルの電極と配線基板10の配線との電気的な接続を確保することができる。なお、仮に、第1の接着材31が配線基板10の絶縁性基材11の表面上のみに配置された場合であっても、後述する仮固定する工程の段階で、配置された第1の接着材31が裏面電極型太陽電池セルの周縁部に存在する場合には、第1の接着材31は、裏面電極型太陽電池セルの周縁部に配置されていることになる。
(第2の接着材を配置する工程)
次に、図1(b)に示すように、裏面電極型太陽電池セル8の裏面上に第2の接着材34を配置する工程を行なう。裏面電極型太陽電池セル8は、半導体基板1を有するとともに、半導体基板1の一方の表面である裏面に設けられたn型用電極6とp型用電極7とを有している。ここで、n型用電極6とp型用電極7とは極性の異なる電極である。なお、第2の接着材34も、たとえば未硬化の状態で配置される。
半導体基板1の裏面には、n型不純物拡散領域2およびp型不純物拡散領域3がそれぞれ形成されており、n型用電極6およびp型用電極7はそれぞれn型不純物拡散領域2およびp型不純物拡散領域3に接するように形成されている。
n型用電極6およびp型用電極7は、それぞれ、半導体基板1の裏面に形成されたパッシベーション膜4の開口部におけるn型不純物拡散領域2上およびp型不純物拡散領域3上に形成されている。
半導体基板1の裏面と反対側の表面である受光面には、テクスチャ構造が形成されるとともに、テクスチャ構造上に反射防止膜5が形成されている。
第2の接着材34は、たとえば、図1(b)に示すように、隣り合うn型用電極6とp型用電極7との間の裏面電極型太陽電池セル8の裏面の領域上に配置されるが、この領域上に配置することに限定されるものではない。
第2の接着材34としては、後述する本固定する工程において硬化する樹脂である第2の樹脂を含むものであれば特に限定されないが、第2の接着材34に含まれる第2の樹脂はBステージ状態となることができる樹脂であることが好ましい。Bステージ状態とは、第2の樹脂が未硬化でありながら固体のように形状を維持している状態のことである。Bステージ状態となることができる第2の樹脂としては、たとえば、樹脂中に揮発性の溶剤が混合されており、塗布後に溶剤を揮発させることによって樹脂が硬化反応していないままで粘度を上げることができる樹脂、または複数の樹脂の混合体であって、加熱などによって1つの樹脂の粘度を下げて別の樹脂中に入り込ませ、別の樹脂の体積を膨張させることで別の樹脂が硬化反応していないままで粘度を上げることができる樹脂などが挙げられる。
また、第2の樹脂のガラス転移点は、第1の樹脂のガラス転移点よりも高いことが好ましい。後述する本固定する工程において、第1の接着材31は、第1の接着材31に含まれる第1の樹脂のガラス転移点以上の温度に加熱されて軟化する。この場合に、第2の接着材34に含まれる第2の樹脂のガラス転移点を、第1の接着材31に含まれる第1の樹脂のガラス転移点よりも高くすることによって、本固定する工程中における第2の樹脂の硬化反応による第2の接着材34の粘度の速やかな上昇を促すことができる。これにより、裏面電極型太陽電池セル8の電極と配線基板10の配線との電気的な接続の安定性が向上するとともに、裏面電極型太陽電池セル8と配線基板10との機械的な接続を効率的に行なうことができる傾向にある。
さらに、第2の樹脂のガラス転移点は、後述する本固定する工程で第2の樹脂が加熱される温度よりも高いことがより好ましい。この場合には、後述する本固定する工程において、第2の樹脂の硬化反応による第2の接着材34の粘度上昇を妨げないようにすることができるため、より速く確実に第2の接着材34を硬化することができる傾向にある。
第2の接着材34の配置方法としては、たとえば、スクリーン印刷、ディスペンサ塗布またはインクジェット塗布などの方法を用いることができるが、なかでも、スクリーン印刷を用いることが好ましい。スクリーン印刷を用いた場合には、簡易に、低コストでかつ短時間で第2の接着材34を配置することができる。
なお、本実施の形態においては、裏面電極型太陽電池セル8の裏面上に第2の接着材34を配置する場合について説明するが、配線基板10の絶縁性基材11上に第2の接着材34を配置してもよく、裏面電極型太陽電池セル8の裏面上および配線基板10の絶縁性基材11の表面上の双方に第2の接着材34を配置してもよい。
(第2の接着材を仮硬化する工程)
次に、第2の接着材34を仮硬化する工程を行なうことが好ましい。第2の接着材34を仮硬化することによって、後述する位置合わせ工程において、裏面電極型太陽電池セル
8の電極と配線基板10の配線との位置合わせ中に第2の接着材34が裏面電極型太陽電池セル8と配線基板10との間に粘着して位置合わせ動作を阻害したり、適切な位置以外の部分に第2の接着材34が粘着してしまうことを抑制することできる傾向にある。
ここで、第2の接着材34を仮硬化する工程は、第2の接着材34中の第2の樹脂をBステージ状態とする工程を含むことが好ましい。第2の樹脂をBステージ状態とすることによって第2の接着材34を仮硬化した場合には、第2の樹脂は未硬化の状態であるため、後述する本固定する工程において第2の樹脂を硬化させることにより、裏面電極型太陽電池セル8と配線基板10との機械的な接続の信頼性を向上することができる傾向にある。また、第2の樹脂をBステージ状態とすることによって、第2の樹脂をガラス転移点未満の温度に加熱した場合でも第2の樹脂を軟化させることができる傾向にある。さらに、Bステージ状態の第2の樹脂においては架橋などの硬化反応が進んでいないため、後述する本固定する工程において、第2の樹脂本来の流動性や接着力を損なうことなく第2の樹脂を硬化することができ、第2の接着材34によって裏面電極型太陽電池セル8と配線基板10とを強固に固定することができる傾向にある。
(導電性接着材を配置する工程)
また、裏面電極型太陽電池セル8の裏面のn型用電極6の表面上およびp型用電極7の表面上にそれぞれ導電性接着材30を配置する工程を行なう。導電性接着材30は、固体状の導電性物質32を含み、導電性物質32を第3の樹脂33中に含有することが好ましい。このような導電性接着材30を用いた場合には、導電性物質32を溶融させることなく導電性接着材30を配置することができ、導電性物質32の融点まで加熱する必要がないため、裏面電極型太陽電池セル8の熱によるダメージおよび変形を有効に防止することができる傾向にある。また、導電性接着材30は、たとえば、第3の樹脂33が未硬化の状態で配置される。
導電性物質32としては、導電性材料であれば特に限定なく用いることができるが、たとえば固体状の半田などを用いることができる。固体状の半田としては、たとえば、粒状、フレーク状および粉末状からなる群から選択された少なくとも1種の形状を有する半田などを用いることができる。また、第3の樹脂33としては、後述する本固定する工程において硬化する樹脂であれば特に限定されないが、たとえば、エポキシ樹脂、アクリル樹脂およびウレタン樹脂からなる群から選択された少なくとも1種を樹脂成分として含む熱硬化型樹脂および/または光硬化型樹脂、またはBステージ状態とすることができる樹脂などを用いることができる。
第3の樹脂33として、Bステージ状態とすることができる樹脂を用いた場合には、導電性接着材30の配置後に第3の樹脂33をBステージ状態として導電性接着材30を仮硬化することが好ましい。この場合には、後述する位置合わせする工程において、裏面電極型太陽電池セル8の電極と配線基板10の配線との位置合わせ中に第3の樹脂33が裏面電極型太陽電池セル8と配線基板10との間に粘着して位置合わせ動作を阻害したり、適切な位置以外の部分に第3の樹脂33が粘着してしまうことを抑制することできる傾向にある。
また、導電性接着材30に含まれる第3の樹脂33のガラス転移点は、第1の接着材31に含まれるガラス転移点よりも高いことが好ましい。上述したように、後述する本固定する工程において、第1の接着材31は、第1の接着材31に含まれる第1の樹脂のガラス転移点以上の温度に加熱されて軟化する。この場合に、導電性接着材30に含まれる第3の樹脂33のガラス転移点を、第1の接着材31に含まれる第1の樹脂のガラス転移点よりも高くすることによって、本固定する工程中における第3の樹脂33の硬化反応による粘度の速やかな上昇を促すことができる。これにより、第3の樹脂33による裏面電極型太陽電池セル8の電極と配線基板10の配線との電気的な接続の信頼性が向上するとともに、裏面電極型太陽電池セル8と配線基板10との機械的な接続を効率的に行なうことができる傾向にある。
導電性接着材30の配置方法としては、たとえば、スクリーン印刷、ディスペンサ塗布またはインクジェット塗布などの方法を用いることができるが、なかでも、スクリーン印刷を用いることが好ましい。スクリーン印刷を用いた場合には、簡易に、低コストで、かつ短時間で導電性接着材30を配置することができる。
なお、本実施の形態においては、裏面電極型太陽電池セル8の電極上に導電性接着材30を配置する場合について説明するが、配線基板10の配線上に導電性接着材30を配置してもよく、裏面電極型太陽電池セル8の電極上および配線基板10の配線上の双方に導電性接着材30を配置してもよい。
また、第1の接着材31を配置する工程、第2の接着材34を配置する工程および導電性接着材30を配置する工程の順序は特に限定されず、たとえば、これらの少なくとも2つの工程を並行して行なってもよい。
(位置合わせする工程)
次に、図1(c)に示すように、裏面電極型太陽電池セル8の裏面と、配線基板10の表面とを対向させて裏面電極型太陽電池セル8の電極と配線基板10の配線とを位置合わせする工程を行なう。なお、裏面電極型太陽電池セル8の電極と配線基板10の配線とを位置合わせする工程は、たとえば、裏面電極型太陽電池セル8の電極と配線基板10の配線とが向かい合う位置になるように行なうことができる。
ここで、裏面電極型太陽電池セル8の電極と配線基板10の配線とを位置合わせする工程においては、裏面電極型太陽電池セル8の電極と配線基板10の配線とが対向するように、裏面電極型太陽電池セル8の電極と配線基板10の配線との位置合わせを行なうことができる。これにより、裏面電極型太陽電池セル8の電極と配線基板10の配線との電気的接続の信頼性、および裏面電極型太陽電池セル8と配線基板10との機械的接続の信頼性を向上することができる。
(仮固定する工程)
次に、図1(d)に示すように、第1の接着材31を硬化して硬化状態の第1の接着材31aとすることによって裏面電極型太陽電池セル8と配線基板10とを仮固定する工程を行なう。仮固定する工程は、第1の接着材31への光の照射および/または加熱により、第1の接着材31を硬化して硬化状態の第1の接着材31aとすることによって裏面電極型太陽電池セル8と配線基板10との位置関係を固定することにより行なうことができる。
なお、仮固定する工程において、第1の接着材31の全体を硬化してもよいが、第1の接着材31を部分的に硬化することが好ましい。この場合には、第1の接着材31の必要な部分のみへの光の照射および/または加熱によって第1の接着材31を部分的に硬化すればよいため、上述した理由と同様の理由により、配線基板付き太陽電池セルの製造効率を向上することができる傾向にある。また、加熱によって第1の接着材31を硬化する場合は、熱による裏面電極型太陽電池セルへのダメージおよび変形を有効に防止することができる傾向にある。
(本固定する工程)
次に、図1(e)および図1(f)に示すように、裏面電極型太陽電池セル8と配線基板10とを本固定する工程を行なう。
本固定する工程は、たとえば、裏面電極型太陽電池セル8と配線基板10とを加圧して裏面電極型太陽電池セル8と配線基板10との間の間隔を狭くしながら、第1の接着材31a、第2の接着材34および導電性接着材30を加熱することにより行なうことができる。
たとえば、まず、第1の接着材31a、第2の接着材34および導電性接着材30を第1の接着材31aに含まれる第1の樹脂のガラス転移点未満の温度まで加熱する工程を行なう。この工程後の段階では、第1の接着材31a、第2の接着材34および導電性接着材30はいずれも軟化していない。
次に、図1(e)に示すように、裏面電極型太陽電池セル8と配線基板10との間に互いの距離が狭まる方向へ圧力を加える工程を行なう。裏面電極型太陽電池セル8は、加圧によって、配線基板10に対して矢印40の方向に相対的に移動させられる。このとき、仮固定された裏面電極型太陽電池セル8と配線基板10とを加熱する工程を行なってもよいが、第1の接着材31a、第2の接着材34および導電性接着材30が第1の接着材31aに含まれる第1の樹脂のガラス転移点未満の温度である段階で、上記圧力を加える工程を行なうことが好ましい。この段階では、第1の接着材31aは軟化していないので、当該加圧による配線基板10に対する裏面電極型太陽電池セル8の相対的な移動が制限されている。これにより、後述する工程において、配線基板10に対する裏面電極型太陽電池セル8の相対的な位置を固定したまま第1の接着材31aを軟化させて変形させることが可能となる。
次に、第1の接着材31a、第2の接着材34および導電性接着材30の加熱温度をさらに高くすることによって、これらの接着材の温度を第1の接着材31aに含まれる第1の樹脂のガラス転移点以上の温度に加熱する工程を行なう。これにより、第1の接着材31aに含まれる第1の樹脂の粘度が低下して、第1の接着材31aが変形可能な軟化状態の第1の接着材31となる。
ここで、第2の接着材34は、第2の接着材34に含まれる第2の樹脂のガラス転移点未満の温度となるように加熱されることが好ましい。これにより、第1の接着材31aの粘度を低下させて第1の接着材31aを変形可能な軟化状態の第1の接着材31とする一方で、第2の接着材34の粘度の速やかな上昇を促すことができる。
また、導電性接着材30は、導電性接着材30に含まれる第3の樹脂33のガラス転移点未満の温度となるように加熱されることがより好ましい。これにより、第3の樹脂33の硬化反応による粘度の速やかな上昇を促すことができる。
裏面電極型太陽電池セル8は、第1の接着材31の変形により、裏面電極型太陽電池セル8の全体が配線基板10の方向に移動することになるため、裏面電極型太陽電池セル8の裏面全体にわたって裏面電極型太陽電池セル8の裏面と配線基板10の表面との間の間隔を狭くすることができる。これにより、裏面電極型太陽電池セル8と配線基板10との間の間隔を均一にすることができる。また、裏面電極型太陽電池セル8を配線基板10の方向に加圧することによって、裏面電極型太陽電池セル8の電極と配線基板10の配線との間の隙間の発生による接続不良が生じにくくなる。
次に、第1の接着材31、第2の接着材34および導電性接着材30の加熱温度をさらに高くすることによって、これらの接着材の温度を導電性接着材30に含まれる固体状の導電性物質32の融点以上の温度に加熱した後に冷却する工程を行なう。これにより、固体状の導電性物質32が溶融し、図1(f)に示すように、裏面電極型太陽電池セル8の電極と配線基板10の配線との間に凝集する。そして、これらの間に凝集した溶融状態の導電性物質32が固化することによって裏面電極型太陽電池セル8の電極と配線基板10の配線との間を電気的に接続する。また、第1の樹脂が硬化して硬化状態の第1の接着材31aとなり、第2の樹脂が硬化して硬化状態の第2の接着材34aとなり、第3の樹脂33が硬化して硬化状態の第3の樹脂33aとなる。これらの硬化状態の樹脂によって裏面電極型太陽電池セル8と配線基板10とが機械的に接続される。以上により、裏面電極型太陽電池セル8と配線基板10とが本固定されて、実施の形態1の配線基板付き太陽電池セルが製造される。
ここで、第2の接着材34の加熱温度は、第2の接着材34に含まれる第2の樹脂のガラス転移点未満の温度であることが好ましい。この場合には、第2の接着材34は加圧および加熱中に硬化状態となることができ、冷却や加圧解除の際に配線基板10に対する裏面電極型太陽電池セル8の相対的な位置がずれてしまうことを防ぐことができる。同様に、導電性接着材30の加熱温度は、導電性接着材30に含まれる第3の樹脂33のガラス転移点未満の温度であることが好ましい。この場合には、加熱によって導電性物質32が溶融している間に第3の樹脂33を硬化状態とすることができる。したがって、溶融状態で裏面電極型太陽電池セル8の電極と配線基板10の配線との間に凝集した導電性物質32の周りに硬化状態の第3の樹脂33が隣接している状態となるため、冷却によって導電性物質32が固化する際に導電性物質32が再び拡がってしまうことを防ぐことができる。
図2に、実施の形態1の本固定する工程における第1の接着材の粘度変化、第2の接着材の粘度変化および加熱温度の変化と、経過時間との関係の一例を示す。なお、図2において、1点鎖線が経過時間に対する第1の接着材の粘度の変化を示し、2点鎖線が経過時間に対する第2の接着材の粘度の変化を示し、実線が経過時間に対する加熱温度の変化を示している。
図2の横軸の(a)の時点は、第1の接着材31によって配線基板10に仮固定された裏面電極型太陽電池セル8を本固定する前の時点を示している。(a)の時点で、第2の接着材に含まれる第2の樹脂はBステージ状態となっており、第2の接着材34は未硬化の状態ではあるが、粘度が高い状態となっている。
図2の横軸の(b)の時点は、第1の接着材31、第2の接着材34および導電性接着材30の加熱温度が第1の樹脂のガラス転移点に到達する前の温度の時点を示している。(b)の時点で、常圧の状態から、裏面電極型太陽電池セル8と配線基板10との間の互いの距離が狭まる方向への加圧を開始する。
図2の横軸の(c)の時点は、第1の接着材31、第2の接着材34および導電性接着材30の加熱温度が第1の樹脂のガラス転移点以上となった時点を示している。(c)の時点で、第1の接着材31は軟化して粘度が低下する。第2の接着材は加熱温度の上昇により粘度が低下する。裏面電極型太陽電池セル8と配線基板10とは、互いに距離が狭まる方向に加圧されているため、粘度が低下した第1の接着材31はこの圧力によって厚さが低減するように潰れ、裏面電極型太陽電池セル8と配線基板10との間の隙間が狭くなる。
図2の横軸の(d)の時点は、第1の接着材31、第2の接着材34および導電性接着材30の加熱温度が導電性物質32の融点以上となった時点を示している。(d)の時点で、導電性接着材30に含まれる導電性物質32(半田など)が溶融することによって、裏面電極型太陽電池セル8の電極の表面と配線基板10の配線の表面との間に濡れ広がる。また、導電性物質32の固体から液体への状態変化により、裏面電極型太陽電池セル8と配線基板10との間の隙間がさらに狭くなる。(d)の時点においても、第1の接着材31の粘度および第2の接着材34の粘度はそれぞれ低粘度であるため、裏面電極型太陽電池セル8と配線基板10との間の圧力によって第1の接着材31は厚さが低減するようにさらに潰れ、また、第2の接着材34も変形するため、裏面電極型太陽電池セル8と配線基板10との間の隙間がさらに狭くなる。
図2の横軸の(e)の時点は、(d)の時点から、第1の接着材31、第2の接着材34および導電性接着材30の加熱温度を導電性物質32の融点以上の温度で保持して経過した時点を示している。(e)の時点で、第2の接着材34に含まれる第2の樹脂のガラス転移点は本固定する工程で加熱される温度よりも高くなっているため、第2の樹脂の硬化反応の進行に伴い、第2の接着材34は次第に硬化して、その粘度が上昇していく。
図2の横軸の(f)の時点は、第2の接着材34の硬化反応が進んで所望の粘度に達した時点を示している。(f)の時点で、第1の接着材31、第2の接着材34および導電性接着材30の加熱温度を低下させるとともに、裏面電極型太陽電池セル8と配線基板10との間の互いの距離が狭まる方向への加圧を停止し、常圧の状態に戻す。これにより、第1の接着材31も加熱前の硬化状態に戻るが、第2の接着材34が既に硬化して裏面電極型太陽電池セル8は配線基板10に固定されているため、第1の接着材31は潰れた状態で再度硬化することになる。
その後、太陽電池モジュールの製造プロセスまたは太陽電池モジュールの使用環境において太陽電池モジュールの温度が第1の樹脂のガラス転移点以上の温度になった場合には第1の接着材31は軟化するが、第2の接着材34を硬化状態に保持することによって、裏面電極型太陽電池セル8は配線基板10に強固に固定されることになる。
本実施の形態においては、裏面電極型太陽電池セル8の電極と配線基板10の配線とを位置合わせした状態で第1の接着材31の硬化によって仮固定を行ない、その後、裏面電極型太陽電池セル8と配線基板10との距離が互いに狭まる方向に圧力をかけることで、裏面電極型太陽電池セル8と配線基板10との間の隙間を狭めて、裏面電極型太陽電池セル8と配線基板10とを密接に接続する。このとき、第1の接着材31に含まれる第1の樹脂のガラス転移点以上の温度に第1の接着材31を加熱することによって第1の接着材31は軟化して変形することができる。これにより、裏面電極型太陽電池セル8の電極と配線基板10の配線との位置合わせがされた状態を維持しながら、裏面電極型太陽電池セル8全体を配線基板10と向かい合う方向へ相対的に移動させて裏面電極型太陽電池セル8と配線基板10との間の隙間を狭めることができる。その結果、裏面電極型太陽電池セル8と配線基板10との隙間の大きさの均一性を向上することができる。これにより、裏面電極型太陽電池セル8の反りなどの機械的な応力が裏面電極型太陽電池セル8にかかることを抑制することができる。
したがって、本実施の形態においては、裏面電極型太陽電池セル8と配線基板10との距離が互いに狭まる方向に加圧して裏面電極型太陽電池セル8の裏面全面と配線基板10とを十分に圧着させた状態でこれらを固定することができることから、裏面電極型太陽電池セル8と配線基板10との間の機械的な接続の信頼性を向上することができる。また、裏面電極型太陽電池セル8の裏面全面と配線基板10とを十分に圧着させた状態でこれらを固定することにより、裏面電極型太陽電池セル8の電極と配線基板10の配線との間の隙間の発生による接続不良が生じにくくなることから、裏面電極型太陽電池セル8の電極と配線基板10の配線との間の電気的な接続の信頼性を向上することができるとともに、裏面電極型太陽電池セル8と配線基板10との間の機械的な接続の信頼性を向上することができる。
また、本実施の形態においては、第1の接着材31に含まれる第1の樹脂のガラス転移点を、導電性接着材30に含まれる導電性物質32の融点よりも低くしているため、裏面電極型太陽電池セル8の電極と配線基板10の配線との位置合わせがされた状態を維持しながら、電極と配線との間の隙間を狭めた後に導電性物質32を溶融する。これにより、溶融した導電性物質は電極および配線の表面に濡れ広がるとともに電極と配線とを密接に接続し、その後冷却して固化することによって、裏面電極型太陽電池セル8の電極と配線基板10の配線とを電気的かつ機械的に接続している。これにより、裏面電極型太陽電池セル8と配線基板10との密着性を十分に高めることができることから、裏面電極型太陽電池セル8の電極と配線基板10の配線との間の電気的な接続の信頼性をさらに向上することができるとともに、裏面電極型太陽電池セル8と配線基板10との間の機械的な接続の信頼性をさらに向上することができる。
(配線基板付き太陽電池セル)
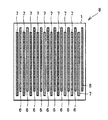
図3に、実施の形態1の配線基板付き太陽電池セルの模式的な平面図を示す。図3に示すように、配線基板付き太陽電池セルにおいては、裏面電極型太陽電池セル8の電極設置側の表面である裏面と、配線基板10の配線設置側の表面と、が向かい合うようにして裏面電極型太陽電池セル8と配線基板10とが配置されている。
ここで、本実施の形態においては、1枚の配線基板10上に16枚の裏面電極型太陽電池セル8を配置しているが、この構成に限定されないことは言うまでもなく、たとえば1枚の配線基板10上に1枚の裏面電極型太陽電池セル8を配置した構成としてもよい。
(太陽電池モジュール)
図4に、実施の形態1の太陽電池モジュールの端部の模式的な断面図を示す。ここで、太陽電池モジュールは、実施の形態1の配線基板付き太陽電池セルが、透光性支持部材17と裏面保護材19との間の透光性封止材18中に封止されることにより構成されている。
図4に示す太陽電池モジュールは、たとえば、以下のようにして製造することできる。まず、ガラスなどの透光性支持部材17と、エチレンビニルアセテート(EVA)などの透光性封止材18と、配線基板付き太陽電池セルと、透光性封止材18と、ポリエステルフィルムなどの裏面保護材19と、をこの順に積層する。そして、透光性支持部材17と裏面保護材19との間を加圧しながら加熱し、これらの透光性封止材18を溶融した後に硬化して一体化して封止することにより製造することができる。
なお、太陽電池モジュールを作製する場合は、上記の裏面電極型太陽電池セル8と配線基板10とを本固定する工程は、上記の封止時に行なうことが好ましい。すなわち、第1の接着材31の硬化により仮固定した後の裏面電極型太陽電池セル8と配線基板10を透光性封止材18で挟み込み、裏面電極型太陽電池セル8の受光面(電極形成側の裏面とは反対側の表面)側の透光性封止材18上に透光性支持部材17を積層し、受光面側とは反対側の透光性封止材18上に裏面保護材19を積層して、積層体を形成する。したがって、積層体は、裏面保護材19、透光性封止材18、配線基板10、裏面電極型太陽電池セル8、透光性封止材18および透光性支持部材17がこの順に積層されて構成されている。
その後、透光性支持部材17と裏面保護材19との間に互いの距離が狭まる方向の圧力を加えながら加熱し、これらの透光性封止材18を溶融した後に硬化して一体化して封止することによって太陽電池モジュールを作製することができる。
裏面電極型太陽電池セル8を透光性封止材18によって透光性支持部材17に接着して封止してなる太陽電池モジュールにおいては、裏面電極型太陽電池セル8と透光性封止材18と透光性支持部材17とを順に積層し、これをラミネータなどによって加熱および加圧する工程が一般的に用いられている。裏面電極型太陽電池セル8が仮固定された配線基板10を透光性封止材18によって透光性支持部材17に接着して封止することによって太陽電池モジュールを製造する場合には、上記の本固定する工程は、上記のラミネータなどによって加熱および加圧する工程に含めることができる。
これにより、所定の温度に加熱しながら裏面電極型太陽電池セル8の全面を均一に加圧することができるため、裏面電極型太陽電池セル8の電極と配線基板10の配線との密着性を向上させて、電気的かつ機械的な接続を得ることができる。また、配線基板10に接続された裏面電極型太陽電池セル8を透光性支持部材17と透光性封止材18とによって封止することができる。これらの理由により、本固定する工程を透光性封止材18中への封止時に行なうことによって、信頼性の高い太陽電池モジュールを製造することができる。
また、透光性支持部材17と裏面保護材19との間の加圧は、真空雰囲気で行なわれることが好ましい。真空雰囲気において、上記の積層体に透光性支持部材17と裏面保護材19との間の加圧を行なうことによって、裏面電極型太陽電池セル8と配線基板10との隙間が狭くなる際に裏面電極型太陽電池セル8と配線基板10との間に空隙が残らないように透光性封止材18中に封止することができる。これにより、裏面電極型太陽電池セル8の電極と、配線基板10の配線との密着性をさらに向上させることができるため、裏面電極型太陽電池セル8の電極と配線基板10の配線との間の電気的な接続の信頼性をさらに向上することができるとともに、裏面電極型太陽電池セル8と配線基板10との間の機械的な接続の信頼性をさらに向上することができる。なお、本明細書において、真空雰囲気とは、1×103Pa以下の圧力の雰囲気のことを意味する。
なお、実施の形態1の太陽電池モジュールは、裏面保護材19、透光性封止材18、配線基板10、裏面電極型太陽電池セル8、透光性封止材18および透光性支持部材17がこの順に積層されて構成されているが、裏面保護材19および裏面保護材19と配線基板10との間に配置される透光性封止材18を省いて、配線基板10が裏面保護材19を兼ねていてもよい。この場合には、透光性支持部材17と配線基板10との間に加圧を行なうことになる。
(裏面電極型太陽電池セル)
上記において、裏面電極型太陽電池セル8としては、たとえば以下のようにして製造した裏面電極型太陽電池セル8を用いることができる。以下、図5(a)〜図5(g)の模式的断面図を参照して、実施の形態1で用いられる裏面電極型太陽電池セル8の製造方法の一例について説明する。
まず、図5(a)に示すように、たとえばインゴットからスライスすることなどによって、半導体基板1の表面にスライスダメージ1aが形成された半導体基板1を用意する。半導体基板1としては、たとえば、n型またはp型のいずれかの導電型を有する多結晶シリコンまたは単結晶シリコンなどからなるシリコン基板を用いることができる。
次に、図5(b)に示すように、半導体基板1の表面のスライスダメージ1aを除去する。ここで、スライスダメージ1aの除去は、たとえば半導体基板1が上記のシリコン基板からなる場合には、上記のスライス後のシリコン基板の表面をフッ化水素水溶液と硝酸との混酸または水酸化ナトリウムなどのアルカリ水溶液などでエッチングすることなどによって行なうことができる。
スライスダメージ1aの除去後の半導体基板1の大きさおよび形状も特に限定されないが、半導体基板1の厚さをたとえば50μm以上400μm以下とすることができる。
次に、図5(c)に示すように、半導体基板1の裏面に、n型不純物拡散領域2およびp型不純物拡散領域3をそれぞれ形成する。n型不純物拡散領域2は、たとえば、n型不純物を含むガスを用いた気相拡散などの方法により形成することができ、p型不純物拡散領域3は、たとえば、p型不純物を含むガスを用いた気相拡散などの方法により形成することができる。
n型不純物拡散領域2およびp型不純物拡散領域3はそれぞれ図5の紙面の表面側および/または裏面側に伸びる帯状に形成されており、n型不純物拡散領域2とp型不純物拡散領域3とは半導体基板1の裏面において交互に所定の間隔をあけて配置されている。
n型不純物拡散領域2はn型不純物を含み、n型の導電型を示す領域であれば特に限定されない。なお、n型不純物としては、たとえばリンなどのn型不純物を用いることができる。
p型不純物拡散領域3はp型不純物を含み、p型の導電型を示す領域であれば特に限定されない。なお、p型不純物としては、たとえばボロンまたはアルミニウムなどのp型不純物を用いることができる。
n型不純物を含むガスとしては、たとえばPOCl3のようなリンなどのn型不純物を含むガスを用いることができ、p型不純物を含むガスとしては、たとえばBBr3のようなボロンなどのp型不純物を含むガスを用いることができる。
次に、図5(d)に示すように、半導体基板1の裏面にパッシベーション膜4を形成する。ここで、パッシベーション膜4は、たとえば、熱酸化法またはプラズマCVD(Chemical Vapor Deposition)法などの方法により形成することができる。
パッシベーション膜4としては、たとえば、酸化シリコン膜、窒化シリコン膜、または酸化シリコン膜と窒化シリコン膜との積層体などを用いることができるが、これらに限定されるものではない。
パッシベーション膜4の厚みは、たとえば0.05μm以上1μm以下とすることができ、特に0.2μm程度とすることが好ましい。
次に、図5(e)に示すように、半導体基板1の受光面の全面にテクスチャ構造などの凹凸構造を形成した後に、その凹凸構造上に反射防止膜5を形成する。
テクスチャ構造は、たとえば、半導体基板1の受光面をエッチングすることにより形成することができる。たとえば、半導体基板1がシリコン基板である場合には、たとえば水酸化ナトリウムまたは水酸化カリウムなどのアルカリ水溶液にイソプロピルアルコールを添加した液をたとえば70℃以上80℃以下に加熱したエッチング液を用いて半導体基板1の受光面をエッチングすることによって形成することができる。
反射防止膜5は、たとえばプラズマCVD法などにより形成することができる。なお、反射防止膜5としては、たとえば、窒化シリコン膜などを用いることができるが、これに限定されるものではない。
次に、図5(f)に示すように、半導体基板1の裏面のパッシベーション膜4の一部を除去することによってコンタクトホール4aおよびコンタクトホール4bを形成する。ここで、コンタクトホール4aは、n型不純物拡散領域2の表面の少なくとも一部を露出させるようにして形成され、コンタクトホール4bは、p型不純物拡散領域3の表面の少なくとも一部を露出させるようにして形成される。
なお、コンタクトホール4aおよびコンタクトホール4bはそれぞれ、たとえば、フォトリソグラフィ技術を用いてコンタクトホール4aおよびコンタクトホール4bの形成箇所に対応する部分に開口を有するレジストパターンをパッシベーション膜4上に形成した後にレジストパターンの開口からパッシベーション膜4をエッチングなどにより除去する方法、またはコンタクトホール4aおよびコンタクトホール4bの形成箇所に対応するパッシベーション膜4の部分にエッチングペーストを塗布した後に加熱することによってパッシベーション膜4をエッチングして除去する方法などにより形成することができる。
次に、図5(g)に示すように、コンタクトホール4aを通してn型不純物拡散領域2に接するn型用電極6と、コンタクトホール4bを通してp型不純物拡散領域3に接するp型用電極7と、を形成することによって、裏面電極型太陽電池セル8を製造することができる。
図6に、上記のようにして製造した裏面電極型太陽電池セル8を裏面側から見たときの一例の模式的な平面図を示す。図6に示すように、n型用電極6およびp型用電極7はそれぞれ櫛形状に形成されており、櫛形状のn型用電極6の櫛歯に相当する部分と櫛形状のp型用電極7の櫛歯に相当する部分とが1本ずつ交互に噛み合わさるようにn型用電極6およびp型用電極7が配置されている。その結果、櫛形状のn型用電極6の櫛歯に相当する部分と櫛形状のp型用電極7の櫛歯に相当する部分とはそれぞれ1本ずつ交互に所定の間隔を空けて配置されることになる。
裏面電極型太陽電池セル8の裏面のn型用電極6およびp型用電極7のそれぞれの形状および配置は、図6に示す構成に限定されず、配線基板10のn型用配線12およびp型用配線13にそれぞれ電気的に接続可能な形状および配置であればよい。
図7に、裏面電極型太陽電池セル8を裏面側から見たときの他の一例の模式的な平面図を示す。図7に示すように、n型用電極6およびp型用電極7はそれぞれ同一方向に伸長(図7の上下方向に伸長)する帯状に形成されており、半導体基板1の裏面において上記の伸長方向と直交する方向にそれぞれ1本ずつ交互に配置されている。
図8に、裏面電極型太陽電池セル8を裏面側から見たときのさらに他の一例の模式的な平面図を示す。図8に示すように、n型用電極6およびp型用電極7はそれぞれ点状に形成されており、点状のn型用電極6の列(図8の上下方向に伸長)および点状のp型用電極7の列(図8の上下方向に伸長)がそれぞれ半導体基板1の裏面において1列ずつ交互に配置されている。
なお、本発明における裏面電極型太陽電池セルの概念には、上述した半導体基板の一方の表面側(裏面側)のみにn型用電極およびp型用電極の双方が形成された構成のものだけでなく、MWT(Metal Wrap Through)セル(半導体基板に設けられた貫通孔に電極の一部を配置した構成の太陽電池セル)などのいわゆるバックコンタクト型太陽電池セル(太陽電池セルの受光面側と反対側の裏面側から電流を取り出す構造の太陽電池セル)のすべてが含まれる。
(配線基板)
図9に、実施の形態1で用いられる配線基板の模式的な平面図を示す。ここで、配線基板10は、絶縁性基材11を有するとともに、絶縁性基材11の一方の表面に設けられた櫛形状のn型用配線12と、櫛形状のp型用配線13と、帯状の接続用配線14とを有している。
ここで、n型用配線12およびp型用配線13はそれぞれ櫛形状であり、n型用配線12の櫛歯に相当する部分とp型用配線13の櫛歯に相当する部分とが1本ずつ交互に噛み合わさるようにn型用配線12およびp型用配線13がそれぞれ配置されている。その結果、n型用配線12の櫛歯に相当する部分とp型用配線13の櫛歯に相当する部分とはそれぞれ1本ずつ交互に所定の間隔を空けて配置される。また、櫛歯の長手方向において互いに背を向けて向かい合う櫛形状のn型用配線12と櫛形状のp型用配線13とが帯状の接続用配線14で電気的に接続されている。
配線基板10は、たとえば以下のようにして製造することができる。まず、たとえばPENフィルムなどの絶縁性基材11を用意し、その絶縁性基材11の一方の表面の全面にたとえば金属箔または金属プレートなどの導電性物質を貼り合わせる。たとえば所定の幅にカットされた絶縁性基材11のロールを引き出し、絶縁性基材11の一方の表面に接着剤を塗布し、絶縁性基材11の幅よりやや小さくカットされたたとえば金属箔などの導電性物質のロールを重ね合わせて加圧・加熱することで貼り合わせることができる。
次に、絶縁性基材11の表面に貼り合わされた導電性物質の一部をフォトエッチングなどにより除去して導電性物質をパターンニングすることによって、絶縁性基材11の表面上に裏面電極型太陽電池セル8の電極の形状に合わせてパターンニングされた導電性物質からなるn型用配線12、p型用配線13および接続用配線14を含む配線を形成する。これにより、配線基板10を製造することができる。
絶縁性基材11の材質としては、電気絶縁性の材質であれば特に限定なく用いることができ、たとえば、ポリエチレンテレフタレート(PET:Polyethylene terephthalate)、ポリエチレンナフタレート(PEN:Polyethylene naphthalate)、ポリフェニレンサルファイド(PPS:Polyphenylene sulfide)、ポリビニルフルオライド(PVF:Polyvinyl fluoride)およびポリイミド(Polyimide)からなる群から選択された少なくとも1種の樹脂を含む材質を用いることができる。
絶縁性基材11の厚さは特に限定されず、たとえば25μm以上150μm以下とすることができる。
絶縁性基材11は、1層のみからなる単層構造であってもよく、2層以上からなる複数層構造であってもよい。
配線の材質としては、導電性の材質のものであれば特に限定なく用いることができ、たとえば、銅、アルミニウムおよび銀からなる群から選択された少なくとも1種を含む金属などを用いることができる。
配線の厚さも特に限定されず、たとえば10μm以上50μm以下とすることができる。
配線の形状も上述した形状に限定されず、適宜設定することができるものであることは言うまでもない。
配線の少なくとも一部の表面には、たとえば、ニッケル(Ni)、金(Au)、白金(Pt)、パラジウム(Pd)、銀(Ag)、錫(Sn)、SnPb半田、およびITO(Indium Tin Oxide)からなる群から選択された少なくとも1種を含む導電性物質を設置してもよい。この場合には、配線基板10の配線と裏面電極型太陽電池セル8の電極との電気的接続を良好なものとすることができるとともに、配線の耐候性を向上させることができる傾向にある。
配線の少なくとも一部の表面には、たとえば防錆処理や黒化処理などの表面処理を施してもよい。
配線も、1層のみからなる単層構造であってもよく、2層以上からなる複数層構造であってもよい。
<実施の形態2>
以下、図10(a)〜図10(f)の模式的断面図を参照して、本発明の配線基板付き太陽電池セルの一例である実施の形態2の配線基板付き太陽電池セルの製造方法について説明する。実施の形態2の配線基板付き太陽電池セルの製造方法は、第2の接着材34を用いていない点で、実施の形態1と異なっている。
まず、図10(a)に示すように、配線基板10の表面上に第1の接着材31を配置する工程を行なう。次に、図10(b)に示すように、裏面電極型太陽電池セル8の裏面のn型用電極6の表面上およびp型用電極7の表面上にそれぞれ導電性接着材30を配置する工程を行なう。
次に、導電性接着材30の第3の樹脂33を仮硬化する工程を行なうことが好ましい。第3の樹脂33を仮硬化することによって、後述する位置合わせ工程において、裏面電極型太陽電池セル8の電極と配線基板10の配線との位置合わせ中に第3の樹脂33が裏面電極型太陽電池セル8と配線基板10との間に粘着して位置合わせ動作を阻害したり、適切な位置以外の部分に第3の樹脂33が粘着してしまうことを抑制することできる傾向にある。
ここで、第3の樹脂33を仮硬化する工程は、第3の樹脂33をBステージ状態とする工程を含むことが好ましい。第3の樹脂33をBステージ状態とすることによって第3の樹脂33を仮硬化した場合には、第3の樹脂33は未硬化の状態であるため、後述する本固定する工程において第3の樹脂33を硬化させることにより、裏面電極型太陽電池セル8と配線基板10との機械的な接続の信頼性を向上することができる傾向にある。また、第3の樹脂33をBステージ状態とすることによって、第3の樹脂33をガラス転移点未満の温度に加熱した場合でも第3の樹脂33を軟化させることができる傾向にある。さらに、Bステージ状態の第3の樹脂33においては架橋などの硬化反応が進んでいないため、後述する本固定する工程において、第3の樹脂33本来の流動性や接着力を損なうことなく第3の樹脂33を硬化することができ、第3の樹脂33によって裏面電極型太陽電池セル8と配線基板10とを強固に固定することができる傾向にある。
次に、図10(c)に示すように、裏面電極型太陽電池セル8の裏面と、配線基板10の表面とを対向させて裏面電極型太陽電池セル8の電極と配線基板10の配線とを位置合わせする工程を行なう。
次に、図10(d)に示すように、第1の接着材31を硬化して硬化状態の第1の接着材31aとすることによって裏面電極型太陽電池セル8と配線基板10とを仮固定する工程を行なう。
次に、図10(e)および図10(f)に示すように、裏面電極型太陽電池セル8と配線基板10とを本固定する工程を行なう。
本固定する工程は、たとえば、裏面電極型太陽電池セル8と配線基板10とを加圧して裏面電極型太陽電池セル8と配線基板10との間の間隔を狭くしながら、第1の接着材31aおよび導電性接着材30を加熱することにより行なうことができる。
たとえば、まず、第1の接着材31aおよび導電性接着材30を第1の接着材31aに含まれる第1の樹脂のガラス転移点未満の温度まで加熱する工程を行なう。この工程後の段階では、第1の接着材31aおよび導電性接着材30はいずれも軟化していない。
次に、第1の接着材31aおよび導電性接着材30の温度が第1の接着材31に含まれる第1の樹脂のガラス転移点以上の温度に到達するよりも前に、図10(e)に示すように、裏面電極型太陽電池セル8と配線基板10の間に互いの距離が狭まる方向へ加圧する工程を行なうことが好ましい。裏面電極型太陽電池セル8は、加圧によって、配線基板10に対して矢印40の方向に相対的に移動させられる。
次に、第1の接着材31aおよび導電性接着材30の加熱温度をさらに高くすることによって、これらの接着材の温度を第1の接着材31aに含まれる第1の樹脂のガラス転移点以上の温度に加熱する工程を行なう。
ここで、導電性接着材30は、導電性接着材30に含まれる第3の樹脂のガラス転移点未満の温度となるように加熱されることが好ましい。これにより、第1の接着材31aの粘度を低下させて第1の接着材31aを変形可能な軟化状態の第1の接着材31とする一方で、導電性接着材30に含まれる第3の樹脂33の硬化反応による導電性接着材30の粘度の速やかな上昇を促すことができる。
次に、第1の接着材31および導電性接着材30の加熱温度をさらに高くすることによって、これらの接着材の温度を導電性接着材30に含まれる固体状の導電性物質32の融点以上の温度に加熱した後に冷却する工程を行なう。これにより、固体状の導電性物質32が溶融し、図10(f)に示すように、裏面電極型太陽電池セル8の電極と配線基板10の配線との間に凝集する。そして、これらの間に凝集した溶融状態の導電性物質32が固化することによって裏面電極型太陽電池セル8の電極と配線基板10の配線との間を電気的に接続する。また、第1の樹脂が硬化して硬化状態の第1の接着材31aとなり、第3の樹脂33が硬化して硬化状態の第3の樹脂33aとなる。これらの硬化状態の樹脂によって裏面電極型太陽電池セル8と配線基板10とが機械的に接続される。以上により、裏面電極型太陽電池セル8と配線基板10とが本固定されて、実施の形態2の配線基板付き太陽電池セルが製造される。
ここで、導電性接着材30の加熱温度は、導電性接着材30に含まれる第3の樹脂33のガラス転移点未満の温度であることが好ましい。この場合には、第3の樹脂33の硬化反応による粘度上昇を妨げないようにすることができるため、第3の樹脂33は加圧および加熱中に硬化状態となることができ、冷却や加圧解除の際に配線基板10に対する裏面電極型太陽電池セル8の相対的な位置がずれてしまうことを防ぐことができる。また、導電性物質32が溶融している間に第3の樹脂33を硬化状態とすることができるため、溶融状態で裏面電極型太陽電池セル8の電極と配線基板10の配線との間に凝集した導電性物質32の周りに硬化状態の第3の樹脂33が隣接している状態となり、冷却によって導電性物質32が固化する際に導電性物質32が再び拡がってしまうことを防ぐことができる。
図11に、実施の形態2の本固定する工程における第1の接着材の粘度変化、第3の樹脂33の粘度変化および加熱温度の変化と、経過時間との関係の一例を示す。なお、図11において、1点鎖線が経過時間に対する第1の接着材の粘度の変化を示し、2点鎖線が経過時間に対する第3の樹脂33の粘度の変化を示し、実線が経過時間に対する加熱温度の変化を示している。
図11の横軸の(a)の時点は、第1の接着材31によって配線基板10に仮固定された裏面電極型太陽電池セル8を本固定する前の時点を示している。(a)の時点で、第3の樹脂33はBステージ状態となっており、第3の樹脂33は未硬化の状態ではあるが、粘度が高い状態となっている。
図11の横軸の(b)の時点は、第1の接着材31および導電性接着材30の加熱温度が第1の樹脂のガラス転移点に到達する前の温度の時点を示している。(b)の時点で、常圧の状態から、裏面電極型太陽電池セル8と配線基板10との間の互いの距離が狭まる方向への加圧を開始する。
図11の横軸の(c)の時点は、第1の接着材31および導電性接着材30の加熱温度が第1の樹脂のガラス転移点以上となった時点を示している。(c)の時点で、第1の接着材31は軟化して粘度が低下する。第3の樹脂33は加熱温度の上昇により粘度が低下する。裏面電極型太陽電池セル8と配線基板10とは、互いに距離が狭まる方向に加圧されているため、粘度が低下した第1の接着材31はこの圧力によって厚さが低減するように潰れ、裏面電極型太陽電池セル8と配線基板10との間の隙間が狭くなる。
図11の横軸の(d)の時点は、第1の接着材31および導電性接着材30の加熱温度が導電性物質32の融点以上となった時点を示している。(d)の時点で、導電性接着材30に含まれる導電性物質32(半田など)が溶融することによって、裏面電極型太陽電池セル8の電極の表面と配線基板10の配線の表面との間に濡れ広がる。また、導電性物質32の固体から液体への状態変化により、裏面電極型太陽電池セル8と配線基板10との間の隙間がさらに狭くなる。(d)の時点においても、第1の接着材31の粘度および第3の樹脂33の粘度はそれぞれ低粘度であるため、裏面電極型太陽電池セル8と配線基板10との間の圧力によって第1の接着材31は厚さが低減するようにさらに潰れ、裏面電極型太陽電池セル8と配線基板10との間の隙間がさらに狭くなる。
図11の横軸の(e)の時点は、(d)の時点から、第1の接着材31および導電性接着材30の加熱温度を導電性物質32の融点以上の温度で保持して経過した時点を示している。(e)の時点で、第3の樹脂33のガラス転移点は本固定する工程で加熱される温度よりも高くなっているため、第3の樹脂33は硬化反応が進行し、次第に硬化して、その粘度が上昇していく。
図11の横軸の(f)の時点は、第3の樹脂33の硬化反応が進んで所望の粘度に達した時点を示している。(f)の時点で、第1の接着材31および導電性接着材30の加熱温度を低下させるとともに、裏面電極型太陽電池セル8と配線基板10との間の互いの距離が狭まる方向への加圧を停止し、常圧の状態に戻す。これにより、第1の接着材31も加熱前の硬化状態に戻るが、第3の樹脂33が既に硬化して裏面電極型太陽電池セル8は配線基板10に固定されているため、第1の接着材31は潰れた状態で再度硬化することになる。
その後、太陽電池モジュールの製造プロセスまたは太陽電池モジュールの使用環境において太陽電池モジュールの温度が第1の樹脂のガラス転移点以上の温度になった場合には第1の接着材31は軟化するが、第3の樹脂33が硬化状態に保持することによって、裏面電極型太陽電池セル8は配線基板10に強固に固定されることになる。
実施の形態2における上記以外の説明は、実施の形態1と同様であるため、その説明については省略する。
<実施例1>
まず、PENからなる絶縁性基材上に、櫛形状のn型用配線と、櫛形状のp型用配線と、帯状の接続用配線と、がそれぞれ形成された配線基板を作製した。なお、n型用配線、p型用配線および接続用配線は、それぞれ銅配線とされた。
ここで、n型用配線およびp型用配線は、n型用配線の櫛歯に相当する部分とp型用配線の櫛歯に相当する部分とが1本ずつ交互に噛み合わさるように配置されており、n型用配線の櫛歯に相当する部分とp型用配線の櫛歯に相当する部分とはそれぞれ1本ずつ交互に所定の間隔を空けて配置されていた。また、櫛歯の長手方向において互いに背を向けて向かい合う櫛形状のn型用配線と櫛形状のp型用配線とが帯状の接続用配線で電気的に接続されていた。
次に、配線基板の絶縁性基材の表面に紫外線硬化型エポキシ樹脂(電気化学工業(株)製のハードロック)からなる仮固定用接着材をディスペンサ塗布により配置した。ここで、仮固定用接着材は、後述する裏面電極型太陽電池セルの周縁部の一部と配線基板とが仮固定される位置に配置された。
次に、n型シリコン基板の裏面のn型不純物拡散領域上に形成された帯状のn型用電極と、p型不純物拡散領域上に形成された帯状のp型用電極とが1本ずつ交互に配置された裏面電極型太陽電池セルを作製した。ここで、n型用電極およびp型用電極はそれぞれAg電極であって、隣り合うn型用電極とp型用電極との間の距離は750μmとした。また、n型用電極およびp型用電極のそれぞれの幅は50μm〜150μmとし、n型用電極およびp型用電極のそれぞれの高さは3μm〜13μmとした。また、仮固定用接着材によって仮固定される裏面電極型太陽電池セルの周縁部の一部の領域には、n型用電極およびp型用電極を形成しなかった。
次に、裏面電極型太陽電池セルの裏面の隣り合うn型用電極とp型用電極との間に未硬化の熱硬化型エポキシ樹脂(ナガセケムテックス(株)製のDENATITE)からなる第1の絶縁性接着材をスクリーン印刷により設置した。その後、第1の絶縁性接着材をエポキシ樹脂が架橋反応しない程度の温度まで加熱することでBステージ状態とした(仮硬化)。
次に、裏面電極型太陽電池セルのn型用電極上およびp型用電極上にそれぞれ半田接合材((株)タムラ製作所製のスーパーアルゼライト)をスクリーン印刷により設置した。ここで使用した半田接合材は、Sn−Bi系の半田粒子(導電性接着材)が熱硬化型エポキシ樹脂(第2の絶縁性接着材)中に分散した半田接合材で、幅が概ね150μm、高さが概ね30μmとなるように設置した。
次に、裏面電極型太陽電池セルの裏面のn型用電極およびp型用電極のそれぞれが配線基板のn型用配線およびp型用配線に対向するように、配線基板上に裏面電極型太陽電池セルを重ね合わせた後に位置合わせを行なった。なお、本実施例においては、1枚の配線基板上に16枚の裏面電極型太陽電池セルを設置して、16枚の裏面電極型太陽電池セルが電気的に直列に接続されるようにした。
次に、仮固定用接着材に紫外線(波長365nm)を照射することによって仮固定用接着材の一部を硬化して裏面電極型太陽電池セルと配線基板との仮固定を行なった。ここで、紫外線は、裏面電極型太陽電池セルの裏面と配線基板の表面とが対向する領域に照射した。
その後、仮固定後の裏面電極型太陽電池セルと配線基板とを裏面電極型太陽電池セル側を下側として真空ラミネータに投入して、加熱および加圧することによって、配線基板付き太陽電池セルが封止材中に封止された実施例1の太陽電池モジュールを作製した。
より具体的には、仮固定後の裏面電極型太陽電池セルと配線基板とを、裏面電極型太陽電池セルが上側となるようにして、シート状のEVAからなる封止材(受光面側封止材)の上に積載し、その上に、別のシート状のEVAからなる封止材(裏面側封止材)とガラス基板とを、この順に積載して、ガラス基板、受光面側封止材、裏面電極型太陽電池セル、配線基板、裏面側封止材からなる積層体を作製した。次に、この積層体を表裏反転してガラス基板が最下層となるようにした後に、PET樹脂を含んだ積層構造からなる裏面保護フィルムを裏面側封止材の上にさらに積載して積層体の一部とし、真空ラミネート装置にセットして、真空引きを180秒間実施した。そして、裏面保護フィルムとガラス基板との間に挟まれた上記の積層体をその積層方向に加圧を開始するとともに積層体への加熱を開始した。そして、部分的に硬化させた仮固定用接着材の硬化部分を加熱温度の上昇により軟化させて仮固定用接着材を変形させながら加圧して裏面電極型太陽電池セルと配線基板との間の間隔を狭くしつつ加熱温度をさらに上昇させ、半田接合材中の半田粒子を溶融させて、さらに裏面電極型太陽電池セルと配線基板との間の間隔を十分に狭くした。なお、仮固定用接着材のガラス転移点未満の温度の時点から加圧を開始した。半田粒子を溶融させた状態で加熱および加圧を維持し、第1の絶縁性接着材および半田接合材中の第2の絶縁性接着材を架橋させ硬化させた。そして、第1の絶縁性接着材および半田接合材中の第2の絶縁性接着材が所望のレベルまで硬化した後に、加熱および加圧を解除し、半田を固化した。
以上により、裏面電極型太陽電池セルの電極と配線基板の配線とが半田により電気的に接続されるとともに、裏面電極型太陽電池セルのn型シリコン基板と配線基板の絶縁性基材とが、仮固定用接着材、第1の絶縁性接着材および第2の絶縁性接着材でそれぞれ本固定されて機械的に接続された配線基板付き太陽電池セルが封止材中に封止された実施例1の太陽電池モジュールを作製した。
上記のようにして作製した実施例1の太陽電池モジュールの裏面電極型太陽電池セルの裏面と配線基板の表面との間の隙間の大きさは、後述する比較例の太陽電池モジュールと比較して、十分な程に狭くなっているとともに、裏面電極型太陽電池セルの裏面と配線基板の表面との間に配置された仮固定用接着材が潰れることで、裏面電極型太陽電池セルの裏面の全面に渡って配線基板との間の隙間の大きさの均一性も向上していることが確認された。
<実施例2>
第1の絶縁性接着材を使用せずに、半田接合材に含まれる第2の絶縁性接着材にBステージ状態となることができる樹脂を使用したこと以外は実施例1と同様にして、実施例2の太陽電池モジュールを作製した。
すなわち、裏面電極型太陽電池セルの裏面の隣り合うn型用電極とp型用電極との間に第1の絶縁性接着材を設置せずに、裏面電極型太陽電池セルのn型用電極上およびp型用電極上にそれぞれ半田接合材をスクリーン印刷により設置した。ここで使用した半田接合材は、Sn−Bi系の半田粒子(導電性接着材)が熱硬化型エポキシ樹脂(第2の絶縁性接着材)中に分散した半田接合材である点は実施例1と同様であるが、熱硬化型エポキシ樹脂がBステージ状態とすることができる樹脂である点が異なっている。これを幅が概ね250μm、高さが概ね30μmとなるように設置した。これ以外は、実施例1と同様にして、実施例2の太陽電池モジュールを作製した。
上記のようにして作製した実施例2の太陽電池モジュールの裏面電極型太陽電池セルの裏面と配線基板の表面との間の隙間の大きさも、後述する比較例の太陽電池モジュールと比較して、十分な程に狭くなっているとともに、均一性も向上していることが確認された。
<比較例>
仮固定用接着材に実施例1の第1の絶縁性接着材を用い、仮固定工程で硬化反応させて硬化させたこと以外は実施例1と同様にして、比較例の太陽電池モジュールを作製した。
<評価>
上記のようにして作製された実施例1、実施例2および比較例の太陽電池モジュールのそれぞれについて、これらの太陽電池モジュールをそれぞれ−40〜85℃の範囲内で温度を繰り返し上下させる雰囲気中に放置する温度サイクル試験を行なった。
温度サイクル試験の結果、実施例1および実施例2の太陽電池モジュールは、それぞれ、比較例の太陽電池モジュールと比べて、裏面電極型太陽電池セルのクラック発生や出力低下などの不具合が発生するのを抑えることができることが確認された。
このように、実施例1および実施例2の太陽電池モジュールが、比較例の太陽電池モジュールと比べて信頼性の低下を抑制できることが確認された。その理由としては、実施例1および実施例2の太陽電池モジュールは、仮固定工程において部分的に硬化した仮固定用接着材の硬化部分を軟化して仮固定用接着材を変形させながら裏面電極型太陽電池セルと配線基板との間の間隔を狭くする工程を行なって作製されたため、裏面電極型太陽電池セルの端部および中心部のそれぞれにおける裏面電極型太陽電池セルと配線基板との間隔が比較例の太陽電池モジュールと比べて均一であり、裏面電極型太陽電池セルに反りなどが発生しにくかったことによるものと考えられる。
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。