JP5659571B2 - ダイクッション制御装置 - Google Patents
ダイクッション制御装置 Download PDFInfo
- Publication number
- JP5659571B2 JP5659571B2 JP2010137550A JP2010137550A JP5659571B2 JP 5659571 B2 JP5659571 B2 JP 5659571B2 JP 2010137550 A JP2010137550 A JP 2010137550A JP 2010137550 A JP2010137550 A JP 2010137550A JP 5659571 B2 JP5659571 B2 JP 5659571B2
- Authority
- JP
- Japan
- Prior art keywords
- slide
- speed
- master
- angle
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Control Of Presses (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
図1は、本実施形態におけるプレス機械Aの概略構成図である。この図1に示すように、プレス機械Aは、サーボモータを駆動源とするスライド1、スライド駆動機構2、ダイクッション装置3及び制御装置4から構成されており、スライド1とダイクッション装置3の間に挟持されたワークW(被加工物)をプレス成型するサーボプレスである。
また、この油圧駆動機構32は、油圧シリンダ33と、可動板34と、制御装置4によって回転制御されるサーボモータ35と、圧力センサ36a〜36cとから構成されている。
Vs(i)={Xs(i)−Xs(i−1)}/{θm(i)−θm(i−1)}
・・・・(1)
この速度変換テーブル作成部45aは、上記のように作成した速度変換テーブルを速度変換部45cに出力する。
Claims (2)
- サーボモータをスライドの駆動源とし、
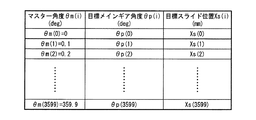
単調増加するように設定されたマスター角度と目標スライド位置との対応関係を示すモーションデータを予め格納するモーション設定装置と、
プレス開始指示を受けた場合、指定されたモーションデータ及びマスター速度を基に算出した更新周期でマスター角度を単調増加させ、現マスター角度に対応する目標スライド位置を前記指定されたモーションデータから求め、現スライド位置が前記目標スライド位置と一致するように前記サーボモータを制御するプレス制御装置と、
を備えたプレス機械に設けられたダイクッション装置を制御するダイクッション制御装置であって、
前記指定されたモーションデータを基にマスター角度の単位変化量に対する目標スライド位置の変化量を仮スライド速度として算出し、当該算出した仮スライド速度とマスター角度との対応関係を示す速度変換テーブルを作成する速度変換テーブル作成部と、
前記プレス制御装置から更新周期毎に入力される現マスター角度に対応する仮スライド速度を前記速度変換テーブルから求め、前記指定されたマスター速度を単位時間当りのマスター角度の変化量に換算して前記仮スライド速度に乗算することにより、単位時間当たりのスライド移動量を示すスライド速度を算出するスライド速度算出部と、
を具備し、
前記スライド速度算出部によって算出された前記スライド速度を加味して、前記ダイクッション装置のクッション力が目標クッション力となるように前記ダイクッション装置を制御する
ことを特徴とするダイクッション制御装置。 - 前記スライド速度算出部は、前記プレス制御装置から更新周期毎に入力される現マスター角度を、前記指定されたマスター速度に応じて進角補正し、当該進角補正後の現マスター角度に対応する仮スライド速度を前記速度変換テーブルから求めることを特徴とする請求項1に記載のダイクッション制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010137550A JP5659571B2 (ja) | 2010-06-16 | 2010-06-16 | ダイクッション制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010137550A JP5659571B2 (ja) | 2010-06-16 | 2010-06-16 | ダイクッション制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012000637A JP2012000637A (ja) | 2012-01-05 |
| JP5659571B2 true JP5659571B2 (ja) | 2015-01-28 |
Family
ID=45533248
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010137550A Active JP5659571B2 (ja) | 2010-06-16 | 2010-06-16 | ダイクッション制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5659571B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5880050B2 (ja) | 2012-01-05 | 2016-03-08 | ソニー株式会社 | 構造物の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3308463B2 (ja) * | 1996-12-27 | 2002-07-29 | アイダエンジニアリング株式会社 | ダイクッションの制御方法 |
| JP4408844B2 (ja) * | 2005-07-05 | 2010-02-03 | ファナック株式会社 | サーボダイクッションの制御装置 |
| JP4102398B2 (ja) * | 2005-09-07 | 2008-06-18 | ファナック株式会社 | ダイクッション機構の制御装置 |
| JP5354240B2 (ja) * | 2007-01-31 | 2013-11-27 | 株式会社Ihi | サーボプレスとその運転制御方法 |
| JP5115175B2 (ja) * | 2007-12-18 | 2013-01-09 | 株式会社Ihi | ダイクッション装置の制御装置と制御方法 |
| JP4986955B2 (ja) * | 2008-08-20 | 2012-07-25 | 本田技研工業株式会社 | 成形条件決定方法 |
| JP5413795B2 (ja) * | 2008-09-29 | 2014-02-12 | 株式会社Ihi | プレス機械 |
-
2010
- 2010-06-16 JP JP2010137550A patent/JP5659571B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012000637A (ja) | 2012-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5869029B2 (ja) | プレス機用駆動装置の作動方法 | |
| JP2006122944A (ja) | ダイクッション制御装置 | |
| WO2007001005A1 (ja) | プレス機械、クランクプレス機械及び前記機械における振動加工方法 | |
| US10065386B2 (en) | Slide motion control apparatus for mechanical press | |
| KR100844796B1 (ko) | 인버터와 비동기 서보모터를 이용한 서보프레스 제어방법 | |
| EP3067181B1 (en) | Injection molding machine and method for controlling injection molding machine | |
| EP1762311B1 (en) | Control device for a die cushion mechanism | |
| JP3929362B2 (ja) | サーボプレス、およびそれを用いた加工方法とその制御方法 | |
| JP5659571B2 (ja) | ダイクッション制御装置 | |
| JP5659572B2 (ja) | ダイクッション制御装置 | |
| JP5728906B2 (ja) | ダイクッション制御装置 | |
| JP4080504B2 (ja) | ダイクッション制御装置 | |
| JP5115175B2 (ja) | ダイクッション装置の制御装置と制御方法 | |
| JP5995918B2 (ja) | プレス機械の横方向高剛性化装置 | |
| JP5413795B2 (ja) | プレス機械 | |
| JP2010125456A (ja) | 複動プレス機械 | |
| JP4824463B2 (ja) | ダイクッション機構の制御装置 | |
| WO2013145212A1 (ja) | ダイクッション制御装置 | |
| JP5606487B2 (ja) | 機械プレスのスライドモーション制御装置 | |
| JP5801830B2 (ja) | 機械プレスのスライドモーション制御装置 | |
| JP5418154B2 (ja) | ダイクッション装置の制御装置及び方法 | |
| JP2009214159A (ja) | プレス機械とその制御装置 | |
| JP4693618B2 (ja) | ダイクッション機構の制御装置 | |
| JPH1133798A (ja) | サーボプレスの成形条件設定装置及びその設定方法 | |
| JP2003260599A (ja) | 電動サーボプレスのモーション設定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120118 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130423 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140318 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141117 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5659571 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |