JP5603128B2 - 分離装置 - Google Patents
分離装置 Download PDFInfo
- Publication number
- JP5603128B2 JP5603128B2 JP2010100963A JP2010100963A JP5603128B2 JP 5603128 B2 JP5603128 B2 JP 5603128B2 JP 2010100963 A JP2010100963 A JP 2010100963A JP 2010100963 A JP2010100963 A JP 2010100963A JP 5603128 B2 JP5603128 B2 JP 5603128B2
- Authority
- JP
- Japan
- Prior art keywords
- passage
- exhaust
- intake
- pipe
- hopper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Combined Means For Separation Of Solids (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
また、通路の周方向全域において、材料に対して気流を容易に作用させることができる。
その結果、材料から不純物を、より一層分離することができる。
また、請求項3に記載の発明は、請求項2に記載の発明において、前記吸気口と前記排気口とは、前記通過方向に投影したときに、前記通路の中心に対して対称となるように、配置されていることを特徴としている。
図1は、本発明の分離装置の第1実施形態を備える成形装置としての成形機システム1を示す概略構成図である。図2は、図1に示すセパレータを説明するための説明図である。なお、以下の説明において、上下方向は鉛直方向と同じ方向である。
そのため、吸気管24側の貫通穴26から排気管25側の貫通穴26へ向かう気流を、水平方向に沿って直線的に形成することができる。
(第2実施形態)
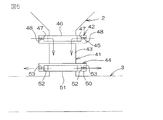
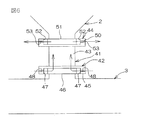
図4は、本発明の分離装置の第2実施形態に備えられるセパレータを説明するための説明図である。図5は、本発明の分離装置の第2実施形態の作用を説明するための説明図である。図4および図5において、第1実施形態と同様の部材には、第1実施形態と同じ符号を付し、その説明を省略する。
(第3実施形態)
図6は、第3実施形態の気流形成部における気流を説明するための説明図である。図6において、第2実施形態と同様の部材には、第2実施形態と同じ符号を付し、その説明を省略する。
(第4実施形態)
図7は、第4実施形態の気流形成部における気流を説明するための説明図である。図7において、第2実施形態と同様の部材には、第2実施形態と同じ符号を付し、その説明を省略する。
(第5実施形態)
図8は、第5実施形態の気流形成部における気流を説明するための説明図である。図8において、第2実施形態と同様の部材には、第2実施形態と同じ符号を付し、その説明を省略する。
(第6実施形態)
図9は、本発明の分離装置の第6実施形態に備えられるセパレータを説明するための説明図である。図9において、第2実施形態と同様の部材には、第2実施形態と同じ符号を付し、その説明を省略する。
(第7実施形態)
図10は、本発明の分離装置の第7実施形態を示す概略構成図である。図10において、第1実施形態と同様の部材には、第1実施形態と同じ符号を付し、その説明を省略する。
(その他の実施形態)
上記した第1実施形態では、分離装置は、ホッパ2と成形機3との間、すなわち、成形機3の近傍に配置されたが、特に限定されることなく、材料が自由落下により輸送される通路に配置することができる。
26 貫通穴(吸気口、排気口)
31 ブロワ(気流発生手段)
34 フィルタ(捕集手段)
43 中継管(通路)
46 第1パンチングメタル(分離部、通路)
49 吸気部側貫通穴(吸気口)
51 第2パンチングメタル(分離部、通路)
54 排気部側貫通穴(排気口)
55 吸気部側スリット(吸気口)
56 排気部側スリット(排気口)
Claims (5)
- 材料の通過を許容する通路と、
前記通路の周方向全域にわたって設けられ、前記材料に含まれる不純物を前記材料から分離する分離部と
を備え、
前記通路は、前記材料を溶融し成形する成形機の直上に連続して設けられ、
前記分離部には、
前記材料の通過方向に交差する交差方向一方側において、前記材料の通過を規制するように、前記通路内へ吸気する吸気口と、
前記交差方向他方側において、前記材料の通過を規制しつつ前記不純物の通過を許容するように、前記通路内から排気する排気口とが形成されており、
前記吸気口から前記排気口へ向かう気流は、前記成形機に入りきらずに前記通路内に堆積した材料に作用する
ことを特徴とする、分離装置。 - 前記吸気口と前記排気口とは、対向配置されている
ことを特徴とする、請求項1に記載の分離装置。 - 前記吸気口と前記排気口とは、前記通過方向に投影したときに、前記通路の中心に対して対称となるように、対向配置されている
ことを特徴とする、請求項2に記載の分離装置。 - 前記分離部は、前記吸気口から前記排気口へ水平方向に向かう気流を形成する
ことを特徴とする、請求項2または3に記載の分離装置。 - 前記通路は、前記材料を貯留するホッパの下側に設けられ、
前記ホッパの下側部分は、下方に向かって開口断面積が小さくなるように形成されており、
前記通路は、前記ホッパの下端部の開口断面積と同じ開口断面積で延びている
ことを特徴とする、請求項1ないし4のいずれか一項に記載の分離装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010100963A JP5603128B2 (ja) | 2010-04-26 | 2010-04-26 | 分離装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010100963A JP5603128B2 (ja) | 2010-04-26 | 2010-04-26 | 分離装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011230326A JP2011230326A (ja) | 2011-11-17 |
| JP2011230326A5 JP2011230326A5 (ja) | 2013-05-02 |
| JP5603128B2 true JP5603128B2 (ja) | 2014-10-08 |
Family
ID=45320162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010100963A Active JP5603128B2 (ja) | 2010-04-26 | 2010-04-26 | 分離装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5603128B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102825009B (zh) * | 2012-07-27 | 2014-07-16 | 安徽理工大学 | 一种用于干法分级的360度气流布风、布料机构 |
| JP6224367B2 (ja) * | 2013-07-13 | 2017-11-01 | 株式会社シュトルツ | 加工材料の混合装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0220061Y2 (ja) * | 1985-04-01 | 1990-06-01 | ||
| JPS61249578A (ja) * | 1985-04-26 | 1986-11-06 | キッコーマン株式会社 | 分級方法及び装置 |
| JPS6432109U (ja) * | 1987-08-21 | 1989-02-28 | ||
| EP0316622B1 (en) * | 1987-11-20 | 1993-08-04 | General Electric Company | Method and apparatus for elutriation of shaped particles of polymeric resin |
| JPH0487778U (ja) * | 1990-12-14 | 1992-07-30 | ||
| JP3448858B2 (ja) * | 1994-08-11 | 2003-09-22 | ソニー株式会社 | 射出成形機における樹脂材供給装置 |
| JP2001269932A (ja) * | 2000-03-28 | 2001-10-02 | Olympus Optical Co Ltd | 成形機の樹脂材料供給装置 |
| JP2002137226A (ja) * | 2000-10-31 | 2002-05-14 | Olympus Optical Co Ltd | 樹脂供給装置 |
| JP2002192079A (ja) * | 2000-12-27 | 2002-07-10 | Sumitomo Dow Ltd | フロス分離器 |
| JP4110446B2 (ja) * | 2001-12-04 | 2008-07-02 | 第一三共プロファーマ株式会社 | 圧縮成形品の粉除去装置 |
| JP2003237887A (ja) * | 2002-02-19 | 2003-08-27 | Toray Ind Inc | 粉粒体の排出装置および粉粒体の粉塵除去方法 |
| JP2005211901A (ja) * | 2005-04-22 | 2005-08-11 | Sanko Air Plant Ltd | 粉粒体分級器 |
-
2010
- 2010-04-26 JP JP2010100963A patent/JP5603128B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011230326A (ja) | 2011-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101797561B (zh) | 负压风力塑料颗粒与粉尘的分离装置 | |
| CA2768079C (en) | Cyclone having a pure gas line | |
| US20150147952A1 (en) | Air passage device for admitting purified air into an interior of a control cabinet | |
| JP4629301B2 (ja) | 木質を含有しているゴミをクリーニングするユニット | |
| JP2007050354A (ja) | 粉取り装置 | |
| KR20170048250A (ko) | 사이클론 장치 및 분급 방법 | |
| IL271620B2 (en) | Centrifugal gas separator | |
| KR20090117976A (ko) | 분말제거장치 및 입체 분리 시스템 | |
| JP5603128B2 (ja) | 分離装置 | |
| JP2009202142A (ja) | ダスト除去装置 | |
| WO2016190835A1 (ru) | Аэродинамический рециркуляционный сепаратор сыпучих материалов | |
| CN205536898U (zh) | 气旋喷嘴、振动流化床和振动流化床干燥系统 | |
| JP2016209852A (ja) | 廃棄物の選別装置 | |
| CN107670448B (zh) | 除尘装置和制砂生产线 | |
| KR101536694B1 (ko) | 입상 물질 분리장치 | |
| JP2017006861A (ja) | 風力選別システム | |
| CN212597592U (zh) | 一种应用于化工塑料物料的淘洗装置 | |
| CN212310092U (zh) | 轻重物质分离系统 | |
| CN210285577U (zh) | 一种抗扬尘溜槽及干物料运输系统 | |
| CN210585867U (zh) | 负压吸附捕集器 | |
| CN209221684U (zh) | 惯性除尘器 | |
| JP4932858B2 (ja) | 粒状物の微粉除去装置 | |
| KR101440027B1 (ko) | 축부재 내의 누적된 미세입자에 대한 블로잉-석션 방식의 제거 기능을 가지는 모듈형 싸이클론 방식의 공기정화장치 | |
| CN205867888U (zh) | 工业炉窑烟气颗粒分离装置 | |
| CN111570401A (zh) | 一种应用于化工塑料物料的淘洗装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130318 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130318 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20130322 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20130419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131022 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140318 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140519 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140819 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140821 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5603128 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |