JP5591478B2 - プラスチック光ファイバベースの反射スターカプラおよび反射スターカプラの製造方法 - Google Patents
プラスチック光ファイバベースの反射スターカプラおよび反射スターカプラの製造方法 Download PDFInfo
- Publication number
- JP5591478B2 JP5591478B2 JP2009056784A JP2009056784A JP5591478B2 JP 5591478 B2 JP5591478 B2 JP 5591478B2 JP 2009056784 A JP2009056784 A JP 2009056784A JP 2009056784 A JP2009056784 A JP 2009056784A JP 5591478 B2 JP5591478 B2 JP 5591478B2
- Authority
- JP
- Japan
- Prior art keywords
- mixing rod
- pof
- holding tube
- star coupler
- reflective
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000013308 plastic optical fiber Substances 0.000 title claims description 106
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 239000000463 material Substances 0.000 claims description 20
- 239000011248 coating agent Substances 0.000 claims description 16
- 238000000576 coating method Methods 0.000 claims description 16
- 239000003822 epoxy resin Substances 0.000 claims description 14
- 229920000647 polyepoxide Polymers 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 13
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 9
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 9
- 229910052782 aluminium Inorganic materials 0.000 claims description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 6
- 230000003287 optical effect Effects 0.000 description 16
- 239000000835 fiber Substances 0.000 description 15
- 239000013307 optical fiber Substances 0.000 description 9
- 239000013309 porous organic framework Substances 0.000 description 9
- 239000011521 glass Substances 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 230000002457 bidirectional effect Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 230000008054 signal transmission Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000036039 immunity Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images





Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/26—Optical coupling means
- G02B6/28—Optical coupling means having data bus means, i.e. plural waveguides interconnected and providing an inherently bidirectional system by mixing and splitting signals
- G02B6/2804—Optical coupling means having data bus means, i.e. plural waveguides interconnected and providing an inherently bidirectional system by mixing and splitting signals forming multipart couplers without wavelength selective elements, e.g. "T" couplers, star couplers
- G02B6/2817—Optical coupling means having data bus means, i.e. plural waveguides interconnected and providing an inherently bidirectional system by mixing and splitting signals forming multipart couplers without wavelength selective elements, e.g. "T" couplers, star couplers using reflective elements to split or combine optical signals
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/04—Optical elements characterised by the material of which they are made; Optical coatings for optical elements made of organic materials, e.g. plastics
- G02B1/045—Light guides
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
- H05K9/0073—Shielding materials
- H05K9/0094—Shielding materials being light-transmitting, e.g. transparent, translucent
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Optical Couplings Of Light Guides (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
Description
この開示は、概して光デバイスに関し、より具体的には光スターカプラに関する。
航空機および宇宙船は、軍用機を含めて、通信、兵器類、および他のシステムのために光ファイバをますます用いるようになってきている。光スターカプラは、光伝送ネットワークの不可欠な部分を形成する。
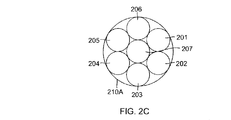
ある実施例において、プラスチック光ファイバ(POF)ベースの反射スターカプラが提供される。このPOFベースの反射スターカプラは、中空で円筒形の保持管を備え、この保持管は、この保持管の前端部で複数のプラスチック光ファイバ(POF)を収容するとともにこの保持管の後端部でミキシングロッドを収容するためのものであり、各POFの後端部は、ミキシングロッドの前面に取付けられ、ミキシングロッドの後部凸面は、研磨され、高反射被膜で被覆されて、凸反射面を形成し、POF、ミキシングロッド、および保持管は、同様の屈折率および材料特性を有する同様の材料から作られる。
以下の詳細な説明において、実施例を、図面を参照して説明する。図中、実施例の構成要素には参照番号が付与され、この参照番号は、以下において、対応する図面の特徴に関する記述に関連して再び用いられる。
きい。その大きな直径により、POFは、ファイバの位置関係調整のずれに対して、GOFよりも大幅に大きい許容性を示す。位置関係調整のずれに対するこの大きな許容性により、POFベースの光ファイバネットワークは、維持コストおよび架設コストがより低い。航空宇宙プラットフォームにおいて、POFは、また、航空電子光学ネットワークにおいて用いられるコネクタおよびトランシーバコンポーネントのコストを、大幅に低減する。
0D)を提供する。ミキシングロッド220の後部面220B上の高反射被膜によって、光線(または信号)のスターカプラからの漏れが最小限であるまたは全くないことが保証される。
図3は、反射スターカプラ200を用いて伝送された光信号(310)の強度を検査するための実験装置を示す。POF201のファイバコネクタ211は、入力信号310を提供する光源312に接続される。強度測定器314は、入力信号310の強度を監視する。信号310は、POF201を介してミキシングロッド220を通って伝播し、凹面鏡220Dによって反射される。反射された信号311は、ミキシングロッド220を通過し、残りのPOF202−207に出力信号として分配される。この反射スターカプラ構成において、201から207のうち任意のファイバが入力ファイバであり、残りのファイバは出力ファイバであることができる。入力信号311の強度は、次に別の強度測定器316を用いて検査される。ある実施例において、POFベースの反射スターカプラは、光信号を効率的かつ均一に伝送し、信号伝送中の信号強度損失は、最小限である。
また、本願は以下に記載する態様を含む。
(態様1)
プラスチック光ファイバ(POF)ベースの反射スターカプラ(200)であって、
中空の円筒形の保持管(210)を備え、前記保持管は、前記保持管(210)の前端部(210A)で複数のプラスチック光ファイバ(POF)(201−207)を収容するとともに前記保持管(210)の後端部(210B)でミキシングロッド(220)を収容するためのものであり、
各POFの後端部(201B−207B)は、前記ミキシングロッド(220)の前面(220A)に取付けられ、前記ミキシングロッド(220)の後部凸面(220D)は、研磨され、高反射被膜で被覆されて、凸反射面を形成し、前記POF(201−207)、前記ミキシングロッド(220)、および前記保持管(210)は、同様の屈折率および材料特性を有する同様の材料から作られる、プラスチック光ファイバ(POF)ベースの反射スターカプラ。
(態様2)
前記ミキシングロッド(220)の外径は、前記保持管(210)の内径に一致する、態様1に記載の反射スターカプラ(200)。
(態様3)
前記ミキシングロッド(220)は、前記保持管(210)の内側表面に、宇宙仕様のUVエポキシ樹脂を用いて取付けられる、態様1に記載の反射スターカプラ(200)。
(態様4)
前記POF(201−207)は、前記保持管(210)の内側表面に、宇宙仕様のUVエポキシ樹脂を用いて取付けられる、態様1に記載の反射スターカプラ(200)。
(態様5)
前記保持管(210)は、アルミニウム酸窒化物から製造される、態様1に記載の反射スターカプラ(200)。
(態様6)
前記ミキシングロッド(220)は、ポリメタクリル酸メチル(PMMA)で作られる、態様1に記載の反射スターカプラ(200)。
(態様7)
前記ミキシングロッド(220)の前記後部面(220D)にある前記反射被膜は、入力信号を反射する凹面鏡を提供する、態様1に記載の反射スターカプラ(200)。
(態様8)
前記POF(201−207)および前記ミキシングロッド(220)を取付けられた前記保持管(210)は、気密封止パッケージに入れられる、態様1に記載の反射スターカプラ(200)。
(態様9)
反射スターカプラ(200)の製造方法であって、
複数のプラスチック光ファイバ(POF)(201−207)を、保持管(210)に挿入するステップと、
研磨された後部凸面(220D)を有するミキシングロッド(220)を形成し、前記ミキシングロッド(220)の前記後部面を高反射材料で被覆するステップと、
前記保持管(210)の内部で、各プラスチック光ファイバの後端部(201B−207B)に前記ミキシングロッド(220)の前面(220A)を取付けるステップと、
前記POF(201−207)および前記ミキシングロッド(220)を、前記保持管(210)の内側にエポキシ樹脂を用いて取付けるステップと、
前記POF(201−207)および前記ミキシングロッド(220)を取付けられた前記保持管(210)を、気密封止パッケージに入れるステップとを備える、反射スターカプラ(200)の製造方法。
(態様10)
前記POF(201−207)、前記ミキシングロッド(220)、および前記保持管(210)を、同様の屈折率および同様の材料特性を有する同様の材料から作るステップをさらに備える、態様9に記載の方法。
(態様11)
前記ミキシングロッド(220)の外径は、前記保持管(210)の内径に一致する、態様9に記載の方法。
(態様12)
前記ミキシングロッド(220)を、前記保持管(210)の内側表面に、宇宙仕様のUVエポキシ樹脂を用いて取付けるステップをさらに備える、態様9に記載の方法。
(態様13)
前記POF(201−207)を、前記保持管(210)の内側表面に、宇宙仕様のUVエポキシ樹脂を用いて取付けるステップをさらに備える、態様9に記載の方法。
(態様14)
前記保持管(210)を、アルミニウム酸窒化物から製造するステップをさらに備える、態様9に記載の方法。
(態様15)
前記ミキシングロッド(220)を、ポリメタクリル酸メチル(PMMA)から製造するステップをさらに備える、態様9に記載の方法。
(態様16)
前記ミキシングロッド(220D)の前記後部面にある反射被膜は、入力信号を反射する凹面鏡を提供する、態様9に記載の方法。
Claims (10)
- プラスチック光ファイバ(POF)ベースの反射スターカプラ(200)であって、
アルミニウム酸窒化物から製造された、中空の円筒形の保持管(210)を備え、前記保持管は、前記保持管(210)の前端部(210A)で複数のプラスチック光ファイバ(POF)(201−207)を収容するとともに前記保持管(210)の後端部(210B)でミキシングロッド(220)を収容するためのものであり、
各POFの後端部(201B−207B)は、前記ミキシングロッド(220)の前面(220A)に取付けられ、前記ミキシングロッド(220)の後部凸面(220D)は、研磨され、高反射被膜で被覆されて、凸反射面を形成する、プラスチック光ファイバ(POF)ベースの反射スターカプラ。 - プラスチック光ファイバ(POF)ベースの反射スターカプラ(200)であって、
中空の円筒形の保持管(210)を備え、前記保持管は、前記保持管(210)の前端部(210A)で複数のプラスチック光ファイバ(POF)(201−207)を収容するとともに前記保持管(210)の後端部(210B)でミキシングロッド(220)を収容するためのものであり、
各POFの後端部(201B−207B)は、前記ミキシングロッド(220)の前面(220A)に取付けられ、前記ミキシングロッド(220)の後部凸面(220D)は、研磨され、高反射被膜で被覆されて、凸反射面を形成し、
前記POF(201−207)および前記ミキシングロッド(220)を取付けられた前記保持管(210)は、気密封止パッケージに入れられる、プラスチック光ファイバ(POF)ベースの反射スターカプラ。 - 前記保持管(210)は、アルミニウム酸窒化物から製造される、請求項2に記載の反射スターカプラ(200)。
- 前記ミキシングロッド(220)の外径は、前記保持管(210)の内径に一致する、請求項1または2に記載の反射スターカプラ(200)。
- 前記ミキシングロッド(220)は、ポリメタクリル酸メチル(PMMA)で作られる、請求項1または2に記載の反射スターカプラ(200)。
- 前記ミキシングロッド(220)の前記後部面(220D)にある前記反射被膜は、入力信号を反射する凹面鏡を提供する、請求項1または2に記載の反射スターカプラ(200)。
- 反射スターカプラ(200)の製造方法であって、
複数のプラスチック光ファイバ(POF)(201−207)を、保持管(210)に挿入するステップと、
研磨された後部凸面(220D)を有するミキシングロッド(220)を形成し、前記ミキシングロッド(220)の前記後部面を高反射材料で被覆するステップと、
前記保持管(210)の内部で、各プラスチック光ファイバの後端部(201B−207B)に前記ミキシングロッド(220)の前面(220A)を取付けるステップと、
前記POF(201−207)および前記ミキシングロッド(220)を、前記保持管(210)の内側にエポキシ樹脂を用いて取付けるステップと、
前記POF(201−207)および前記ミキシングロッド(220)を取付けられた前記保持管(210)を、気密封止パッケージに入れるステップとを備える、反射スターカプラ(200)の製造方法。 - 前記ミキシングロッド(220)の外径は、前記保持管(210)の内径に一致する、請求項7に記載の方法。
- 前記保持管(210)を、アルミニウム酸窒化物から製造するステップをさらに備える、請求項7に記載の方法。
- プラスチック光ファイバベースの反射スターカプラ(200)、であって、
中空の円筒形保持管(210)と、
前記保持管(210)の前端部(210A)に詰められ、エポキシ樹脂で該保持管(210)の内側に取り付けられた複数のプラスチック光ファイバ(POF)(201−207)、と
前記保持管(210)の後端部(210B)において収容されたミキシングロッド(220)であって、前記ミキシングロッド(220)の外径が前記保持管(210)の内径に一致し、エポキシ樹脂で該保持管(210)の内側に取り付けられたミキシングロッド(220)とを有し、
各POFの後端部(201B−207B)が前記ミキシングロッド(220)の前面(220A)に取り付けられ、
前記ミキシングロッド(220)の後部の凸表面(220D)が研磨され、高反射被膜で被覆されて、凸反射面を形成し、
前記POF(201−207)および前記ミキシングロッド(220)を取付けられた前記保持管(210)は、気密封止パッケージに入れられる、反射スターカプラ(200)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/101,827 US7965913B2 (en) | 2008-04-11 | 2008-04-11 | Optical star coupler |
| US12/101,827 | 2008-04-11 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009258679A JP2009258679A (ja) | 2009-11-05 |
| JP2009258679A5 JP2009258679A5 (ja) | 2012-03-22 |
| JP5591478B2 true JP5591478B2 (ja) | 2014-09-17 |
Family
ID=40902850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009056784A Active JP5591478B2 (ja) | 2008-04-11 | 2009-03-10 | プラスチック光ファイバベースの反射スターカプラおよび反射スターカプラの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7965913B2 (ja) |
| EP (1) | EP2108984B1 (ja) |
| JP (1) | JP5591478B2 (ja) |
| KR (1) | KR101624878B1 (ja) |
| CN (1) | CN101556355A (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8554032B2 (en) | 2011-12-12 | 2013-10-08 | The Boeing Company | Optical star coupler for plastic optical fibers |
| US8798467B2 (en) | 2012-06-26 | 2014-08-05 | The Boeing Company | Optical coupler testing system |
| JP2014102304A (ja) * | 2012-11-19 | 2014-06-05 | Fuji Electric Co Ltd | 光合波装置 |
| US11300730B2 (en) * | 2013-07-30 | 2022-04-12 | The Boeing Company | Plastic and glass optical fiber bus network having plural line replaceable units transmitting to a mixing rod |
| US10564357B2 (en) * | 2013-07-30 | 2020-02-18 | The Boeing Company | Plastic optical fiber bus network using tapered mixing rods |
| EP2833176B1 (en) | 2013-07-30 | 2019-11-06 | The Boeing Company | Plastic optical fiber bus network |
| US20160085027A1 (en) | 2013-07-30 | 2016-03-24 | The Boeing Company | Tapered optical mixing rods |
| US9778419B1 (en) * | 2016-06-23 | 2017-10-03 | The Boeing Company | Fiber optical system with fiber end face area relationships |
| US10263706B2 (en) * | 2017-04-18 | 2019-04-16 | The Boeing Company | Single-fiber bidirectional controller area network bus |
| US10447423B2 (en) | 2017-11-03 | 2019-10-15 | The Boeing Company | Bidirectional, multi-wavelength gigabit optical fiber network |
| US10574359B2 (en) | 2018-03-20 | 2020-02-25 | The Boeing Company | Single-wavelength bidirectional transceiver with integrated optical fiber coupler |
| US10964835B2 (en) | 2018-08-29 | 2021-03-30 | The Boeing Company | Universal broadband photodetector design and fabrication process |
| US11243365B2 (en) | 2018-11-16 | 2022-02-08 | The Boeing Company | Methods for providing flammability protection for plastic optical fiber |
| US10754111B1 (en) * | 2019-04-22 | 2020-08-25 | The Boeing Company | Method for modifying small form factor pluggable transceiver for avionics applications |
| US11476942B2 (en) | 2020-06-01 | 2022-10-18 | Avicenatech Corp. | Coherent fiber bundle parallel optical links |
| US11764878B2 (en) | 2021-03-05 | 2023-09-19 | Avicenatech Corp. | LED chip-to-chip vertically launched optical communications with optical fiber |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3883223A (en) * | 1974-04-08 | 1975-05-13 | Corning Glass Works | Coupler for optical communication system |
| US4285570A (en) * | 1977-10-14 | 1981-08-25 | Nippon Electric Company, Ltd. | Light branching device |
| FR2436406A1 (fr) * | 1978-09-12 | 1980-04-11 | Socapex | Connecteur pour fibre optique, dispositif de centrage et procede de fabrication dudit connecteur |
| US4365864A (en) * | 1979-08-10 | 1982-12-28 | National Research Development Corporation | Optical fibre multiport couplers |
| JPS59135417A (ja) * | 1983-01-24 | 1984-08-03 | Nippon Telegr & Teleph Corp <Ntt> | スタ−カツプラ |
| US4828359A (en) * | 1986-01-09 | 1989-05-09 | Sumitomo Electric Industries, Ltd. | Alkyl methacrylate homo - or copolymer optical waveguide for illumination and production of the same |
| JPH06100696B2 (ja) * | 1988-12-23 | 1994-12-12 | 日本電気株式会社 | 光コネクタフェルール |
| JPH0426804A (ja) | 1990-05-22 | 1992-01-30 | Sumitomo Electric Ind Ltd | 光ファイバカプラ |
| DE4033932A1 (de) * | 1990-10-25 | 1992-04-30 | Daimler Benz Ag | Verfahren und vorrichtung zur herstellung eines kunststoff-sternkopplers |
| US5071213A (en) | 1990-10-31 | 1991-12-10 | The Boeing Company | Optical coupler and method of making optical coupler |
| JPH0534540A (ja) | 1991-08-01 | 1993-02-12 | Sumitomo Electric Ind Ltd | 光フアイバカプラの補強方法 |
| JP3161866B2 (ja) | 1993-05-13 | 2001-04-25 | 信越化学工業株式会社 | 光ファイバカプラの製造方法 |
| JPH08220399A (ja) | 1995-02-15 | 1996-08-30 | Fujikura Ltd | 液浸型光ファイバカプラ |
| US5742717A (en) * | 1995-10-30 | 1998-04-21 | Fuji Electric Co., Ltd. | Optical star coupler |
| JPH09184941A (ja) * | 1995-10-30 | 1997-07-15 | Fuji Electric Co Ltd | 光スターカプラ |
| US5896481A (en) | 1997-05-30 | 1999-04-20 | The Boeing Company | Optical subassembly with a groove for aligning an optical device with an optical fiber |
| DE19728388A1 (de) * | 1997-07-03 | 1999-01-07 | Daimler Benz Ag | Transmissiver Sternkoppler |
| JPH1152172A (ja) * | 1997-08-06 | 1999-02-26 | Fuji Electric Co Ltd | 光スターカプラ |
| JP2000131555A (ja) | 1998-10-27 | 2000-05-12 | Fuji Electric Co Ltd | 光スターカプラ |
| US6704515B1 (en) | 1999-12-30 | 2004-03-09 | The Boeing Company | Fiber optic interface module and associated fabrication method |
| US6873780B2 (en) | 2002-06-21 | 2005-03-29 | The Boeing Company | Method for fabricating an array of optical fibers having angled end faces |
| JP2004226584A (ja) * | 2003-01-22 | 2004-08-12 | Fuji Xerox Co Ltd | 光信号伝送装置、及び信号処理装置 |
| WO2004072688A2 (en) * | 2003-02-07 | 2004-08-26 | Zetetic Institute | Multiple-source arrays fed by guided-wave structures and resonant guided-wave structure cavities |
| US7016573B2 (en) | 2003-11-13 | 2006-03-21 | Imra America, Inc. | Optical fiber pump multiplexer |
| US6931194B2 (en) * | 2003-12-08 | 2005-08-16 | Weatherford/Lamb, Inc. | Methods and apparatus for forming an optical cable splice |
| US20050129367A1 (en) | 2003-12-12 | 2005-06-16 | The Boeing Company, A Delaware Corporation | Method and apparatus for angled fiber optical attenuation |
| US7341384B2 (en) | 2005-03-30 | 2008-03-11 | The Boeing Company | Fiber optic transceiver module having built-in test capability and associated method |
| US7813603B2 (en) | 2005-07-08 | 2010-10-12 | Nkt Photonics A/S | Optical coupler devices, methods of their production and use |
| US7324731B2 (en) | 2005-08-09 | 2008-01-29 | The Boeing Company | Systems and methods for distributing signals communicated on fiber optic transmission lines |
| DE102006052255A1 (de) * | 2006-11-03 | 2008-05-08 | Schott Ag | Sternkoppler für optische Netzwerke, insbesondere für optische Datenbusse in Kraftfahrzeugen |
-
2008
- 2008-04-11 US US12/101,827 patent/US7965913B2/en active Active
-
2009
- 2009-02-05 KR KR1020090009380A patent/KR101624878B1/ko active IP Right Grant
- 2009-03-10 JP JP2009056784A patent/JP5591478B2/ja active Active
- 2009-03-24 CN CNA2009101282593A patent/CN101556355A/zh active Pending
- 2009-03-27 EP EP09250899.3A patent/EP2108984B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2108984A1 (en) | 2009-10-14 |
| EP2108984B1 (en) | 2015-12-02 |
| JP2009258679A (ja) | 2009-11-05 |
| KR101624878B1 (ko) | 2016-05-27 |
| US7965913B2 (en) | 2011-06-21 |
| KR20090108522A (ko) | 2009-10-15 |
| US20090257716A1 (en) | 2009-10-15 |
| CN101556355A (zh) | 2009-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5591478B2 (ja) | プラスチック光ファイバベースの反射スターカプラおよび反射スターカプラの製造方法 | |
| US6185346B1 (en) | Propagation in lowest order modes of multimode graded index fiber, resulting in: very low transmission loss, low modal noise, high data security, and high data rate capabilities | |
| CA2966192C (en) | Optical star couplers having an asymmetric receive optical mixer | |
| US9874671B2 (en) | Light diffusing fiber lighting device | |
| WO2017217539A1 (ja) | 結合型マルチコア光ファイバの軸合わせ方法 | |
| EP3158376A1 (en) | Light diffusing fiber lighting device having a single lens | |
| EP2833177A1 (en) | Tapered optical mixing rods | |
| JP2015028632A (ja) | プラスチック光ファイバーバスネットワーク | |
| JP2011232636A (ja) | 光ファイバアレイ、光スイッチ、光ファイバ及び端面加工方法 | |
| US9897770B2 (en) | Fibre stub device and method using butt coupling for receptacled photonic devices | |
| JP3888942B2 (ja) | 光ファイバ部品 | |
| GB2517301A (en) | Plastic and glass optical fiber bus network | |
| US20230014659A1 (en) | Optical connector assemblies for low latency patchcords | |
| US5148508A (en) | Optical coupler housing | |
| WO2019152620A1 (en) | Fiber optical interface with reduced reflections | |
| CN103308994B (zh) | 光耦合装置 | |
| WO2019087872A1 (ja) | 光レセプタクル、光モジュールおよび光伝送器 | |
| CN217606137U (zh) | 一种光模块 | |
| US20230400641A1 (en) | Optical connection device, composite optical connection device, and manufacturing method of optical connection device | |
| JPS63304209A (ja) | 光ファイバ回線の分岐・合流方法および分岐・合流コネクタ | |
| Kibler et al. | Planar star couplers for 200/spl mu/m multimode PCS fibers | |
| JP2006153941A (ja) | モードコンディショナ | |
| EP2833176A1 (en) | Plastic optical fiber bus network | |
| JP2006072191A (ja) | 一心双方向光送受信モジュール及びそれを用いた双方向光通信システム | |
| JP2003248134A (ja) | 光ファイバカプラ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100303 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120208 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130611 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130906 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130911 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131010 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140701 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140730 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5591478 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |