JP5590410B2 - 円筒形二次電池 - Google Patents
円筒形二次電池 Download PDFInfo
- Publication number
- JP5590410B2 JP5590410B2 JP2011027190A JP2011027190A JP5590410B2 JP 5590410 B2 JP5590410 B2 JP 5590410B2 JP 2011027190 A JP2011027190 A JP 2011027190A JP 2011027190 A JP2011027190 A JP 2011027190A JP 5590410 B2 JP5590410 B2 JP 5590410B2
- Authority
- JP
- Japan
- Prior art keywords
- battery
- positive electrode
- negative electrode
- insulating tape
- secondary battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000008151 electrolyte solution Substances 0.000 claims description 12
- 238000004804 winding Methods 0.000 claims description 5
- 238000007789 sealing Methods 0.000 claims description 4
- 239000011148 porous material Substances 0.000 claims description 3
- 239000000203 mixture Substances 0.000 description 51
- 229910052751 metal Inorganic materials 0.000 description 44
- 239000002184 metal Substances 0.000 description 44
- 239000011888 foil Substances 0.000 description 43
- 239000011255 nonaqueous electrolyte Substances 0.000 description 28
- 230000002093 peripheral effect Effects 0.000 description 27
- 238000003466 welding Methods 0.000 description 23
- 238000000034 method Methods 0.000 description 19
- 238000010248 power generation Methods 0.000 description 17
- 238000003825 pressing Methods 0.000 description 13
- 229910052782 aluminium Inorganic materials 0.000 description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 11
- 239000002904 solvent Substances 0.000 description 11
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 10
- 229910052744 lithium Inorganic materials 0.000 description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 239000003792 electrolyte Substances 0.000 description 7
- 239000012790 adhesive layer Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 4
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- 239000004020 conductor Substances 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000011883 electrode binding agent Substances 0.000 description 4
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 229910001416 lithium ion Inorganic materials 0.000 description 4
- 229910003002 lithium salt Inorganic materials 0.000 description 4
- 159000000002 lithium salts Chemical class 0.000 description 4
- 239000007774 positive electrode material Substances 0.000 description 4
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 4
- 230000035939 shock Effects 0.000 description 4
- 230000000903 blocking effect Effects 0.000 description 3
- 239000011889 copper foil Substances 0.000 description 3
- 239000007773 negative electrode material Substances 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- 229910013075 LiBF Inorganic materials 0.000 description 2
- 229910013870 LiPF 6 Inorganic materials 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000007607 die coating method Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- QHGJSLXSVXVKHZ-UHFFFAOYSA-N dilithium;dioxido(dioxo)manganese Chemical compound [Li+].[Li+].[O-][Mn]([O-])(=O)=O QHGJSLXSVXVKHZ-UHFFFAOYSA-N 0.000 description 2
- SXWUDUINABFBMK-UHFFFAOYSA-L dilithium;fluoro-dioxido-oxo-$l^{5}-phosphane Chemical compound [Li+].[Li+].[O-]P([O-])(F)=O SXWUDUINABFBMK-UHFFFAOYSA-L 0.000 description 2
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- FUJCRWPEOMXPAD-UHFFFAOYSA-N lithium oxide Chemical compound [Li+].[Li+].[O-2] FUJCRWPEOMXPAD-UHFFFAOYSA-N 0.000 description 2
- 229910001947 lithium oxide Inorganic materials 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000006230 acetylene black Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229910021383 artificial graphite Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 229910052987 metal hydride Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
Description
−二次電池の構造−
以下、この発明の円筒形二次電池を図面と共に説明する。
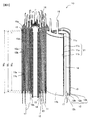
図1は、この発明の円筒形二次電池の一実施の形態を示す拡大断面図であり、図2は、図1に示された円筒形二次電池の分解斜視図である。
円筒形二次電池1は、例えば、リチウムイオン二次電池であり、外形40mmφ、高さ100mmの寸法を有する。この円筒形二次電池1は、底部を有し、上部が開口された有底無頭の円筒形の電池缶2および電池缶2の上部を封口するハット型の電池蓋3で構成される電池容器4の内部に、以下に説明する発電用の各構成部材が収容され、非水電解液5が注入されている。
電池缶2の中央部には、電極群10が配置されている。電極群10は、軸方向に沿う中空部15dを有する細長い円筒形の軸芯15と、軸芯15の周囲に捲回された正極電極および負極電極とを備える。図3は、電極群10の構造の詳細を示し、一部を切断した状態の斜視図である。図3に図示されるように、電極群10は、軸芯15の周囲に、正極電極11、負極電極12、および第1、第2のセパレータ13、14が捲回された構成を有する。
WS>WC>WA(図3参照)
すなわち、正極合剤11bの幅WAよりも、常に、負極合剤12bの幅WCが大きい。これは、リチウムイオン二次電池の場合、正極活物質であるリチウムがイオン化してセパレータを浸透するが、負極側に負極活物質が形成されておらず負極金属箔12aが表出していると負極金属箔12aにリチウムが析出し、内部短絡を発生する原因となるからである。
図1および図3において、中空な円筒形状の軸芯15は軸方向(図面の上下方向)の上端部の内面に中空部15dよりも径大の溝15aが形成され、この溝15aに正極集電部材27が圧入されている。正極集電部材27は、例えば、アルミニウムにより形成され、円盤状の基部27a、この基部27aの内周部において軸芯15側に向かって突出し、軸芯15の内面に圧入される下部筒部27b、および外周縁において電池蓋3側に突き出す上部筒部27cを有する。正極集電部材27の基部27aには、電池内部で発生するガスを放出するための開口部27d(図2参照)が形成されている。
また、正極集電部材27をアルミニウムで形成することにより、正極金属箔11aの正極リード16を超音波溶接またはスポット溶接等により溶接することが可能となる。
負極金属箔12aの負極リード17は、すべて、負極集電部材21の外周筒部21cに超音波溶接等により溶接される。各負極リード17は大変薄いため、大電流を取りだすために、軸芯15への巻き始めから巻き終わりまで全長にわたり、所定間隔で多数形成されている。
負極集電部材21の下面には、ニッケルからなる負極通電リード23が溶接されている。
負極通電リード23は、鉄製の電池缶2の底部において、電池缶2に溶接されている。
絶縁テープ51Aおよび51Bは、非水電解液5中に混在する金属等の導電性の異物の流動を遮断するためのものである。絶縁テープ51Aおよび51Bの詳細については、後述する。
絶縁板34は、円形の開口部34aを有する絶縁性樹脂材料からなるリング形状を有し、正極集電部材27の上部筒部27c上に載置されている。
なお、電池蓋3が鉄で形成されている場合には、別の円筒形二次電池と直列に接合する際、鉄で形成された別の円筒形二次電池とスポット溶接により接合することが可能である。
ガスケット43は、当初、図2に図示されるように、リング状の基部43aの周側縁に、上部方向に向けてほぼ垂直に起立して形成された外周壁部43bを有する形状を有している。
以下、このことについて説明する。
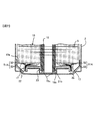
図4は、図1における円筒形二次電池の底部側の拡大断面図であり、図5は、図1における円筒形二次電池の上部側の拡大断面図である。
絶縁テープ51Aおよび51Bは、それぞれ、ベースフィルム52と、ベースフィルム52上に形成された粘着層53により構成されている。ベースフィルム52は、耐溶剤性に優れた、例えば、ポリプロプレン等により形成されたフィルムである。また、粘着層53は、常温接着型で、例えば、アクリル系粘着剤で形成されており、非水電解液5中においても、粘着力を保持している。ベースフィルム52と粘着層53の厚さは、一例を挙げれば、ベースフィルム52が20μm程度、粘着層53が5μm程度である。
このため、非水電解液5中に混在する導電性の異物が、電極群10の正極電極11と負極電極12との間の第1、第2のセパレータ13、14に入り込みことが防止され、内部短絡を防止することができる。
導電性の異物は、一旦、絶縁テープ51Aあるいは51Bにより流動を遮断されると、その後は、電極群10の正極電極11と負極電極12との間に入り込むようなことはなく、導電性の異物の封鎖は電解液の注入完了と共に終了する。このため、実質的にタクト時間が増大するようなことはなく、生産性は良好である。また、流動が遮断された導電性の異物は、絶縁テープ51Aおよび51Bにより封鎖され、電極群10の上部側に流動するのを遮断されるため、円筒形二次電池に振動や衝撃が与えられた場合においても高い信頼性を有する。
円筒形二次電池1の電気的性能は、ベースフィルム52が多孔質体の場合と、通常の絶縁材の場合とで差異はなかったが、小さな導電性の異物が内部短絡の原因となる可能性はあることから、ベースフィルム52は多孔質体であることが望ましい。
次に、上記構成の円筒形二次電池の製造方法の一例を説明する。
〔電極群作製〕
先ず、電極群10を作製する。
正極金属箔11aの両面に、正極合剤11bおよび正極合剤未処理部11cが形成され、また、多数の正極リード16が正極金属箔11aに一体に形成された正極電極11を作製する。また、負極金属箔12aの両面に負極合剤12bおよび負極合剤未処理部12cが形成され、多数の負極リード17が負極金属箔12aに一体に形成された負極電極12を作製する。
次に、絶縁テープ51Aおよび51Bが取り付けられた電極群10を用いて、発電ユニット20を作製する。
電極群10の軸芯15の下部に負極集電部材21を取り付ける。負極集電部材21の取り付けは、負極集電部材21の開口部21bを軸芯15の下端部に設けられた段部15bに嵌入して行う。次に、負極集電部材21の外周筒部21cの外周の全周囲に亘り、負極リード17をほぼ均等に配分して密着し、負極リード17の外周に押え部材22を巻き付ける。そして、超音波溶接等により、負極集電部材21に負極リード17および押え部材22を溶接する。次に、軸芯15の下端面と負極集電部材21とに跨る負極通電リード23を負極集電部材21に溶接する。
次に、電極群10の下部側に絶縁テープ51Aを、上部側に絶縁テープ51Bを、それぞれ、先端側を電極群10の底面10aまたは上面より突き出した状態で、電極群10の外周にほぼ1周巻き付けて接着する。この場合、絶縁テープ51Aおよび51Bは、電極群10の第2のセパレータ14の終端端部の巻き止めとしても兼用されている。
次に、発電ユニット20を電池缶2に収容する。
発電ユニット20を収容可能なサイズを有する金属製の有底円筒部材に、上述の工程を経て作製された発電ユニット20を収容する。有底円筒部材は、電池缶2となるものである。以下において、説明を簡素にして明瞭にするために、この有底円筒部材を電池缶2として説明する。
次に、発電ユニット20の負極側を電池缶2に溶接する。
電池缶2内に収納した発電ユニット20の負極通電リード23を、電池缶2の底部内面に抵抗溶接等により溶接する。この場合、図示はしないが、電池缶2の外部から、軸芯15の中空部15dに電極棒を挿通し、電極棒により負極通電リード23を電池缶2の底部の内面に押し付けて溶接する。
電池缶2の溝2aは、発電ユニット20の上端部、換言すれば、正極集電部材27の上端部近傍に位置するように形成する。なお、この工程において形成する溝2aは、後述する如く、最終的な形状またはサイズではなく、仮の形状またはサイズのものである。
次に、電池缶2の内部に、非水電解液5を所定量注入する。
非水電解液5の一例としては、前述した如く、リチウム塩がカーボネート系溶媒に溶解した溶液を用いることが好ましい。リチウム塩の例として、フッ化リン酸リチウム(LiPF6)、フッ化ホウ酸リチウム(LiBF6)、等が挙げられる。また、カーボネート系溶媒の例として、エチレンカーボネート(EC)、ジメチルカーボネート(DMC)、プロピレンカーボネート(PC)、メチルエチルカーボネート(MEC)、或いは上記溶媒の1種類以上から選ばれる溶媒を混合したもの、が挙げられる。
非水電解液5は、軸芯15の中空部15dの上部から注入される。軸芯15の中空部15dの上部から注入された非水電解液5は、上述したように、軸芯15の中空部15dを上部側から下部側に向けてL1方向に流動し、軸芯15の貫通孔15cからL2方向に流動して電池缶2の底部側に流出する。そして、絶縁テープ51Aを通過し、電極群10の外周と電池缶2の円筒部における内面との間隙を、下部側から上部側に向かうL3方向に上昇し、絶縁テープ51Bを通過して、電極群10の上部側においてL4方向に流動し、電極群10の上部側における電池缶2内に流出する。その後、電極群10の第1、第2のセパレータ13、14を浸透して、図1に図示されるように、電池缶2内において所定の深さに貯留される。
このため、非水電解液5中に混在する導電性の異物が、電極群10の正極電極11と負極電極12との間の第1、第2のセパレータ13、14に入り込みことが防止され、内部短絡を防止することができる。
一方、上記工程とは別に、電池蓋ユニット30を作製しておく。
電池蓋ユニット30は、前述した如く、絶縁板34、絶縁板34に設けられた開口部34aに嵌入された接続板35、接続板35に溶接されたダイアフラム37およびダイアフラム37にかしめにより固定された電池蓋3により構成されている。
次に、発電ユニット20の正極側と電池蓋ユニット30とを電気的に接続する。
正極集電部材27の基部27aに接続部材33の一端部を、例えば、超音波溶接等により溶接する。そして、電池蓋3、ダイアフラム37、接続板35および絶縁板34が一体化された電池蓋ユニット30を、接続部材33の他端部に近接して配置する。次に、接続部材33の他端部を接続板35の下面に、レーザ溶接により溶接する。この溶接は、接続部材33の他端部における接続板35との接合面が、正極集電部材27に溶接された接続部材33の一端部の接合面と同じ面となるようにして行う。
次に、電池缶2に収容された発電ユニット20の正極集電部材27に電気的に接続された電池蓋ユニット30を電池缶2に固定することにより電池缶2を封口する。
電池缶2の溝2aの上にガスケット43を収容する。この状態におけるガスケット43は、図2に図示するように、リング状の基部43aの上方に、基部43aに対して垂直な外周壁部43bを有する構造となっている。この構造で、ガスケット43は、電池缶2の溝2a上部の内側に留まっている。ガスケット43は、ゴムで形成されており、限定する意図ではないが、一例として、エチレンプロピレン共重合体(EPDM)またはフッ素系樹脂をあげることができる。
これにより、ダイアフラム37、電池蓋3、接続板35および絶縁板34が一体化された電池蓋ユニット30が、ガスケット43を介して電池缶2に固定され、また、正極集電部材27と電池蓋3が接続部材33、接続板35およびダイアフラム37を介して導電接続され、図1に図示された円筒形二次電池1が作製される。
図6は、本発明の実施形態2を示し、円筒形二次電池1の底部側の拡大断面図である。
図6に図示された実施形態2が、図4に図示された実施形態1と相違する点は、絶縁テープ51Aの先端部の位置である。
すなわち、図4においては、絶縁テープ51Aは、先端部が電池缶2の底部の内面に接触した構造であった。
これに対し、図6に図示された絶縁テープ51Aは、先端部が電池缶2の底部の内面に接触するほどには延出されておらず、絶縁テープ51Aは電池缶2の円筒部において終端している。
実施形態2における他の構造は実施形態1と同様であり、同一部材に同一の参照番号を付して説明を省略する。
また、実施形態2においては、絶縁テープ51Aの先端部を正確に位置決めする必要がないので、一層、生産性が向上する。
図7は、本発明の実施形態3を示し、円筒形二次電池1の底部側の拡大断面図である。
図7に図示された実施形態2が、図4に図示された実施形態1と相違する点は、絶縁テープ51Aの形状である。
すなわち、図4においては、絶縁テープ51Aは、電極群10の外周に巻き付けられた、幅方向にストレートな形状を有するものであった。
これに対し、図7に図示された絶縁テープ51Aは、幅方向における中間部から内側に屈曲された形状を有する。絶縁テープ51Aの幅方向の先端部は、電池缶2の底部の内面には接触している。
実施形態3における他の構造は実施形態1と同様であり、同一部材に同一の参照番号を付して説明を省略する。
また、実施形態3においては、絶縁テープ51Aを幅方向の中間部で内側に屈曲し、その先端部を電池缶2の底部内面に接触させた構造としているので、導電性の異物の遮断がより一層確実となり、信頼性を向上することができる。
図8は、本発明の実施形態4を示し、円筒形二次電池1の上部側の拡大断面図である。
図8に図示された実施形態4が、図5に図示された実施形態1と相違する点は、絶縁テープ51Bの先端部の位置である。
すなわち、図5においては、絶縁テープ51Bは、先端部が電池缶2の溝2aの内面に接触した構造であった。
これに対し、図8に図示された絶縁テープ51Bは、先端部が電池缶2の溝2aの内面に接触するほどには延出されておらず、絶縁テープ51Bは電池缶2の円筒部において終端している。
実施形態4における他の構造は実施形態1と同様であり、同一部材に同一の参照番号を付して説明を省略する。
また、実施形態4においては、絶縁テープ51Bの先端部を正確に位置決めする必要がないので、一層、生産性が向上する。
この場合、各実施形態においては、絶縁テープ51Aおよび51Bは電極群10の外周に部分的に巻き付ければよいので作業が容易であるうえ、絶縁テープ51Aおよび51Bの面積が小さくて済むので安価になる。さらに、非水電解液5中に混在する導電性の異物は、非水電解液5が電極群10の外周と電池缶2の内面との間隙を上昇する際、絶縁テープ51Aにより流動するのを遮断されて電池缶の缶底側に封鎖される。このため、導電性の異物の封鎖は非水電解液5の注入完了と共に終了することとなり、実質的にタクト時間を増大することがないので、生産性が向上する。また、電池缶2の缶底側に停留した導電性の異物は、絶縁テープ51A、51Bにより電池缶2の上部側に流動するのを遮断されるため、円筒形二次電池1に振動や衝撃が与えられても正極電極11と負極電極12を内部短絡させる要因となることがなく高い信頼性を有する、という種々の効果を奏する。
2 電池缶
3 電池蓋
4 電池容器
5 非水電解液
10 電極群
11 正極電極
12 負極電極
20 発電ユニット
21 負極集電部材
27 正極集電部材
30 電池蓋ユニット
51A、51B 絶縁テープ
52 ベースフィルム
53 粘着層
Claims (5)
- 底部を有し、上部に開口部および前記開口部の周縁に内側に突出して設けられた溝を有する電池缶と、
前記電池缶の前記開口部を封口する電池蓋と、
前記電池缶内に収容され、中空部を有する軸芯の周囲に、正極電極および負極電極がセパレータを介在して捲回された電極群とを具備し、
電解液が前記電池缶の開口側における前記軸芯の中空部から前記電池缶の底部側に注入される円筒形二次電池であって、
前記電極群における前記電池缶の底部側の側端面に対応する外周に底部側絶縁テープが巻き付けられ、
前記電極群における前記電池缶の上部側の側端面に対応する外周に上部側絶縁テープが巻き付けられ、
前記上部側絶縁テープの先端部は、前記電池缶の前記溝の内面に接触していることを特徴とする円筒形二次電池。 - 請求項1に記載の円筒形二次電池において、前記底部側絶縁テープの一端は、前記電池缶の底部に接触していることを特徴とする円筒形二次電池。
- 請求項1に記載の円筒形二次電池において、前記底部側絶縁テープおよび前記上部側絶縁テープは前記電極群に接着されていることを特徴とする円筒形二次電池。
- 請求項1乃至3のいずれか1項に記載の円筒形二次電池において、前記底部側絶縁テープおよび前記上部側絶縁テープは、多孔質体であることを特徴とする円筒形二次電池。
- 請求項1乃至4のいずれか1項に記載の円筒形二次電池において、前記底部側絶縁テープおよび前記上部側絶縁テープは、前記電極群の最外周のセパレータの終端端部の巻き止めを兼用していることを特徴とする円筒形二次電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027190A JP5590410B2 (ja) | 2011-02-10 | 2011-02-10 | 円筒形二次電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027190A JP5590410B2 (ja) | 2011-02-10 | 2011-02-10 | 円筒形二次電池 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012169063A JP2012169063A (ja) | 2012-09-06 |
| JP2012169063A5 JP2012169063A5 (ja) | 2013-09-19 |
| JP5590410B2 true JP5590410B2 (ja) | 2014-09-17 |
Family
ID=46973047
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011027190A Active JP5590410B2 (ja) | 2011-02-10 | 2011-02-10 | 円筒形二次電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5590410B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101827050B1 (ko) * | 2015-01-30 | 2018-02-07 | 주식회사 엘지화학 | 리튬 이온 전지 |
| JP2018056086A (ja) * | 2016-09-30 | 2018-04-05 | 日立オートモティブシステムズ株式会社 | 二次電池及び二次電池の製造方法 |
| JP6939010B2 (ja) * | 2017-03-28 | 2021-09-22 | 株式会社豊田自動織機 | 蓄電装置 |
| WO2019163392A1 (ja) * | 2018-02-22 | 2019-08-29 | 三洋電機株式会社 | 非水電解質二次電池 |
| CN109004261B (zh) * | 2018-07-05 | 2024-07-30 | 广东微电新能源有限公司 | 一种电池 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10241743A (ja) * | 1997-02-25 | 1998-09-11 | Furukawa Battery Co Ltd:The | 円筒型二次電池 |
| JP2002124293A (ja) * | 2000-10-16 | 2002-04-26 | Japan Storage Battery Co Ltd | 電 池 |
| JP3988384B2 (ja) * | 2000-12-26 | 2007-10-10 | 新神戸電機株式会社 | 非水電解液二次電池 |
| JP5070784B2 (ja) * | 2006-09-26 | 2012-11-14 | ソニー株式会社 | 円筒型非水電解質電池の製造方法 |
| JP5433164B2 (ja) * | 2008-04-28 | 2014-03-05 | 日立ビークルエナジー株式会社 | リチウムイオン二次電池 |
| JP4470124B2 (ja) * | 2008-06-13 | 2010-06-02 | トヨタ自動車株式会社 | 電池 |
-
2011
- 2011-02-10 JP JP2011027190A patent/JP5590410B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012169063A (ja) | 2012-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5194070B2 (ja) | 二次電池 | |
| CN110429320B (zh) | 卷绕型电池 | |
| JP5396349B2 (ja) | 二次電池 | |
| JP5147882B2 (ja) | 二次電池 | |
| JP5470142B2 (ja) | 二次電池およびその製造方法 | |
| WO2016174811A1 (ja) | 円筒形電池、並びにそれに用いる集電部材及びその製造方法 | |
| JP2011049065A (ja) | 非水電解質電池およびその製造方法 | |
| US9095924B2 (en) | Welded construction and resistance welding method | |
| JP5137516B2 (ja) | 密閉電池 | |
| JP2011187338A (ja) | リチウムイオン二次電池 | |
| JP5590410B2 (ja) | 円筒形二次電池 | |
| US10566598B2 (en) | Battery having separator protection provided to electrode | |
| JP5439317B2 (ja) | 二次電池 | |
| JP5512303B2 (ja) | 円筒型二次電池 | |
| JP2011159440A (ja) | 円筒型二次電池およびその製造方法 | |
| JP6045286B2 (ja) | 円筒形蓄電素子 | |
| JP2018147574A (ja) | 角形リチウムイオン二次電池 | |
| JP2011129446A (ja) | ラミネート形電池 | |
| JP2012185912A (ja) | 円筒形二次電池 | |
| JP5616248B2 (ja) | 二次電池およびその製造方法 | |
| JP5615682B2 (ja) | 円筒形二次電池 | |
| JP2016091670A (ja) | 円筒形二次電池 | |
| JP5334109B2 (ja) | ラミネート形電池 | |
| JP5346831B2 (ja) | 二次電池およびその製造方法 | |
| JP5377472B2 (ja) | リチウムイオン二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130724 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130724 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140617 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20140711 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140716 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5590410 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |